. Изобретение относится к обработке металлов давлением, в частности к фор- мовке трубных заготовок выворотом. Известен инструмент для получения выворота (внутреннего и наружного) на конце трубчатой заготовки путем штамповки. Этот инструмент представляет со бой матрицу. Матрица имеет направляющий участок с заходным конусом, перехо ной участок, выполненный по радиусу и, при необходимости, калибрующий участок i . Однако очаг деформации в матрице представляет собой кольцо, вследствие Чего составляющие деформации значитель ны. Известен также инструмент дПя вьшор та на концах труб, в корпусе которого выполнены изготовленные из износостойкого материала деформирующие выступы, образующие рабочую поверхность. Благодаря достижению точечного очага деформации значительно уменьщается осевая составляющая деформации 2. Однако невозможности получить выворот с радиусом изгиба, больщим радиуса свободного изгиба, сужаются технологические возможности инструмо - та. Цель изобретения - расширение его технологических возможностей. Поставленная кель достигается тем, что выступы расположшы под углом к осевой плоскости. Такое выполнение позволяет создать благоприятное направление составляющих деформаций, что обеспечивает получение выворота с радиусом изгиба) больщим, чем радиус свободного изгиба. Кроме того, целью изобретения является обеспечение возможности регу лирования набора металла по сечению вывернутого участка, чтр приводит к уменьшению расхода материала. Эта цель достигается выполнением угла наклона выступов переменным. Благодари этому в процессе формирования выворота обеспечивается возможность перераспредепять металл по сечению, обеспечивая равнотолщинност ь.
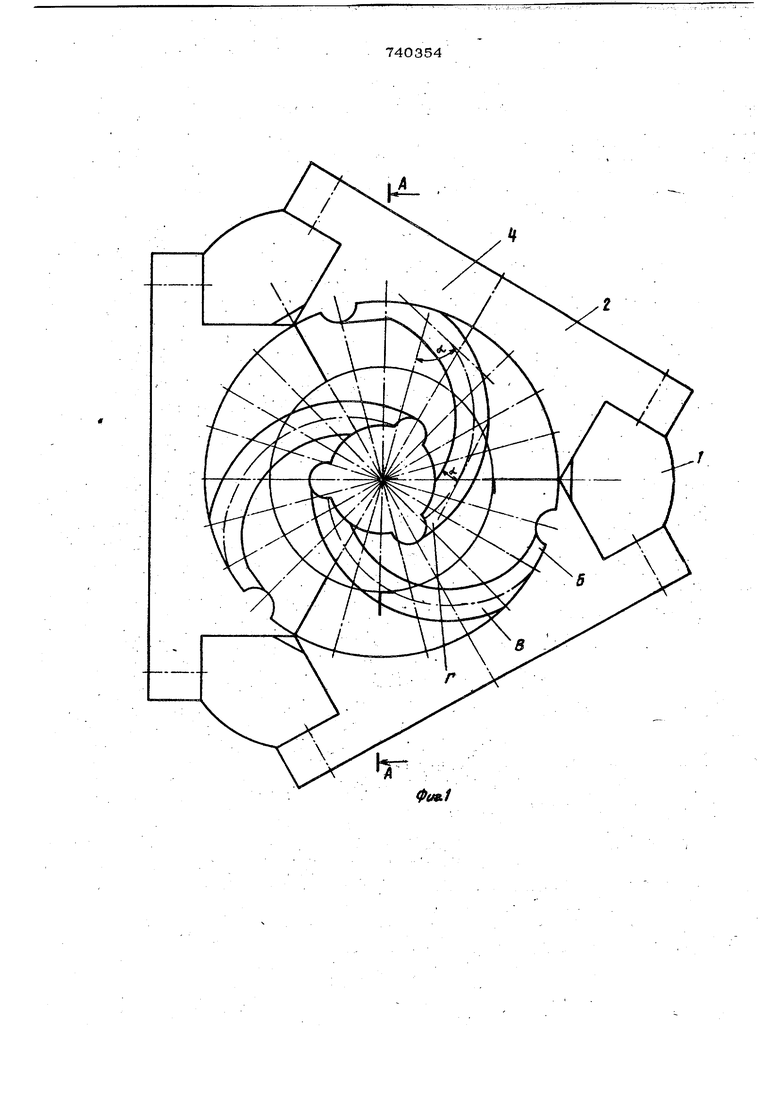
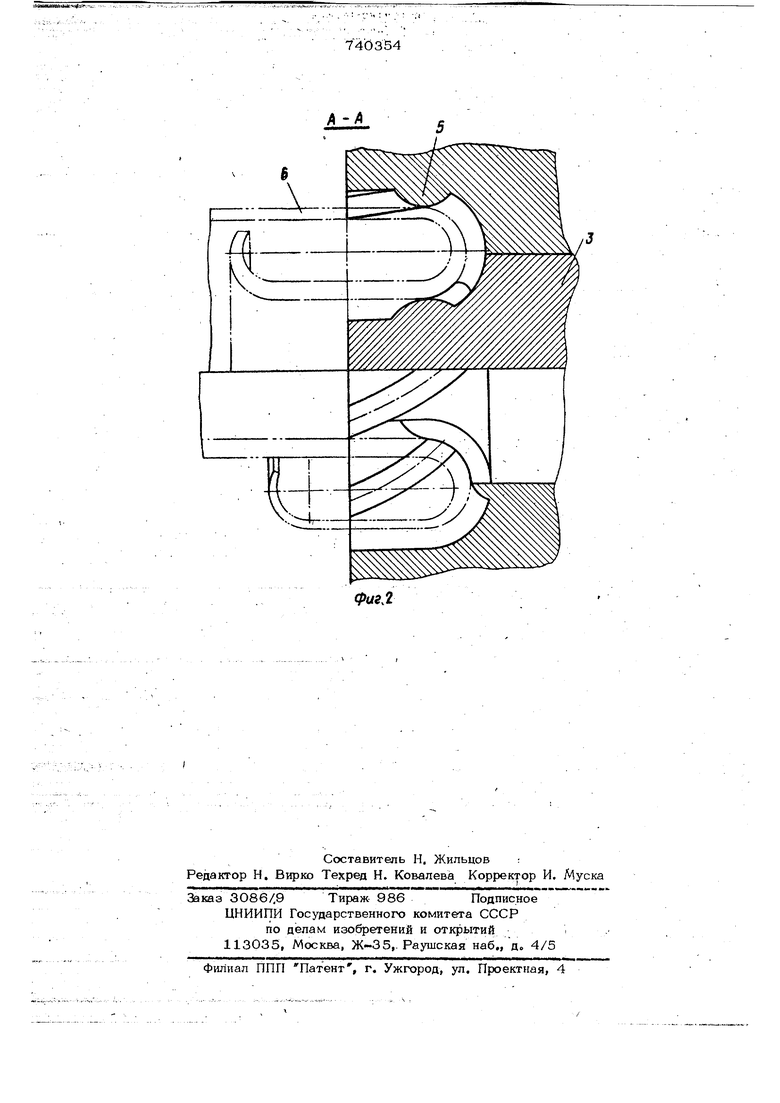
На фиг. 1 изображен инструмент, вид с Topiiaj на фиг, 2 - то же, вертикальный разрез А-А фаг, 1.
Корпус 1 содержит вставки 2, 3 из износостойкого материала, образующие . рабочую полость для формообразовани изделия. В полости на встйвках .выполнены под углом с к осевой гшоскости 4 дефорМируюшие выступы 54 В данном случае представлен инструмент с переменой величиной угла гС , образуемого с осевой плоскостью 4. ДефЬрмирующие выступы имеют направляющий (калибрующий). Bj переходный В и Калибрующий {направл51юишй) Г участки.
Инструмент работает следующим образом.
Осевым перемешениеьЗ инструмент по- дается на нагретый коней вращающейся трубчатой заготовки 6. Конец заготовки входит в рабочую полость инструмента, и под действием приложенных усилий происходит формообразование выворота деформирующими выступами 5, Для направляющего и калибрующего участков деформации на поверхности вьютупов раскладываются на тангенциальную и осевую, для переходного участка - на тангенциальную, осевую и радиальную. :
Выполнение переходного участка под углом к осевой плоскости увеличивает
радиус кривизны деформирующих выступов пропорционально углу наклона. Но так как величина радиуса изгиба выворота пропорциональна корню квадратному из радиуса кривизны деформирующего вьступа, .iTo тем самым можно увеличить радиус изгиба выворота до необходимой величины.
Формула изобретения
1о Инструмент для формовки трубньрс заготовок выворотом, содержащий корпус с рабочей полостью, в которой располо5кены деформирующие вьютупы, отличающийся тем, что, с целью расщирения технологических возможносте .выступы расположены под углом к осево плоскости.
V ...:.; ..
2. Инструмент по п. 1, отличающийся тем, что угол наклона .. вьютупов выполнен переменным.
Источники информации, принятые во внимание при экспертизе
1.Попов О. Во; Изготовление цельно- ,штампованных тонкостенных деталей
переменного сечения. М., Машиностроение, 1974, Ci 57-58.
2.Пагент США № 2449247, кл. 72-69, 1948,
74()354
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатойзАгОТОВКи ВыВОРОТОМ | 1979 |
|
SU837478A1 |
| Устройство для калибровки свертных втулок | 1981 |
|
SU969362A1 |
| Способ получения внутренней горловины на конце трубчатой заготовки | 1979 |
|
SU871937A1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| Инструмент для закатки горловин баллонов | 1990 |
|
SU1729665A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
л-л
