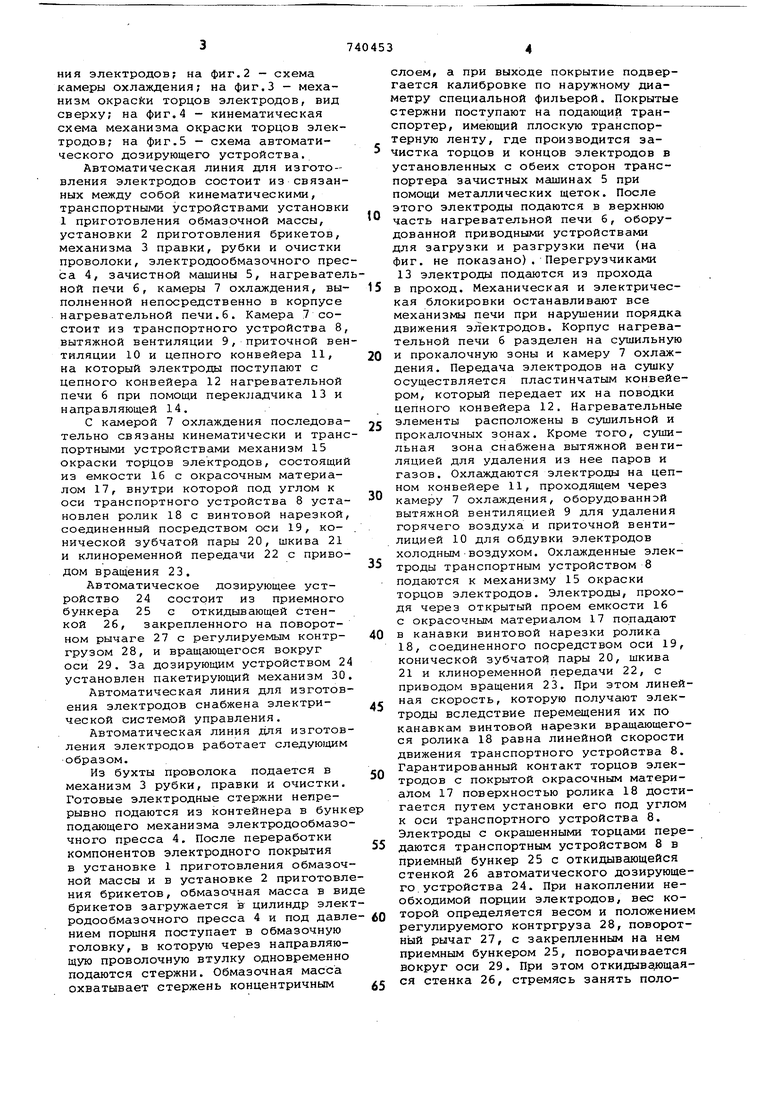
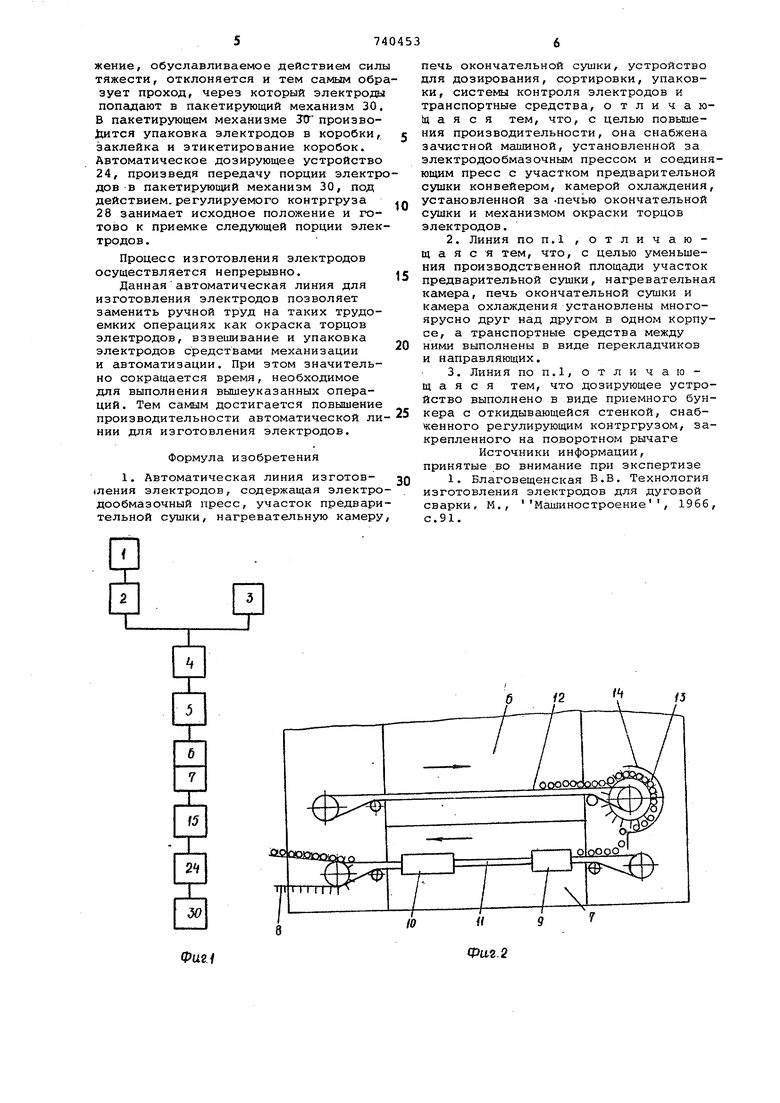
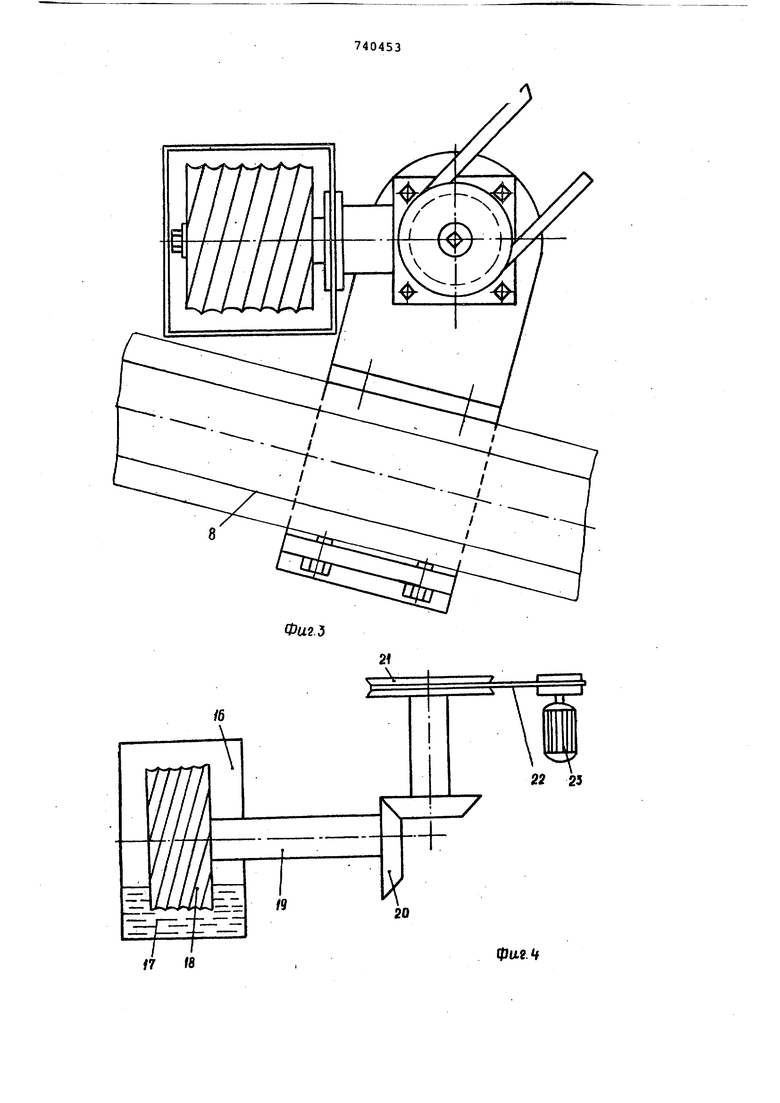
Изобретение относится к области сварки, а именно к автоматическим линиям для изготовления электродов. Известна автоматическая линия для изготовления электродов, содержащая электрообмазочный пресс, участок предварительной сушки, нагревательную камеру, печь окончательной сушки устройство для дозирования, срртировки, упаковки, систему контроля электродов и транспортные средства Недостатком этой линии является наличие ручных операций при окраске торцов электродов, взвешивание электродов уменьшает производительность линии и наличие отдельной камеры охлаждения приводит к уве.71ичению габаритных размеров линии. Цель изобретения - повышение про изводительности и уменьшение производственной площади автоматической линии. Для повышения производительности линия снабжена зачистной машиной, установленной за электродообмазочны прессом и соединяющим пресс с участ ками предварительной сушки конвейером, камерой охлаждения, установлен ной- за печью окончательной сушки, и механизмом окраски торцов электродов. С целью уменьшения производственной площади участок предварительной сушки, нагревательная камера, печь окончательной сушки и камера охлаждения установлены многьярусно друг над другом в одном корпусе, а транспортные средства между ними выполнены в виде перекладчиков и направляющих. Кроме того, дозирующее устройство выполнено в виде приемного бункера с откидывающейся стенкой, снабженного регулирующим контргрузом, закрепленного на поворотном рычаге. Механизм окраски торцов электродов выполнен в виде емкости с окрасочным материалом, внутри которой под углом к оси транспортного устройства установлен ролик с винтовой нарезкой, соединенный посредством оси, конической зубчатой пары и шкива с приводом вращения. Кроме того, камера охлаждения снабжена приточной и вытяжной вентиляцией. На фиг.1 изображена блок-схема автоматической линии для изготовления электродов; на фиг.2 - схема камеры охлаждения; на фиг.З - механизм окрасим торцов электродов, вид сверху; на фиг.4 - кинематическая схема механизма окраски торцов электродов; на фиг.5 - схема автоматического дозирующего устройства.
Автоматическая линия для изготовления электродов состоит из связанных между собой кинематическими, транспортнЕлми устройствами установки 1 приготовления обмазочной массы, установки 2 приготовления брикетов, механизма 3 правки, рубки и очистки проволоки, электродообмазочного пресса 4, зачистной машины 5, нагревателной печи б, камеры 7 охлаждения, выполненной непосредственно в корпусе нагревательной печи.6. Камера 7 состоит из транспортного устройства 8, вытяжной вентиляции 9, приточной вентиляции 10 и цепного конвейера 11, на который электроды поступают с цепного конвейера 12 нагревательной печи 6 при помощи перекладчика 13 и направляющей 14.
С камерой 7 охлаждения последовательно связаны кинематически и транспортными устройствами механизм 15 окраски торцов электродов, состоящий из емкости 16 с окрасочным материалом 17, внутри которой под углом к оси транспортного устройства 8 установлен ролик 18 с винтовой нарезкой, соединенный посредством оси 19, конической зубчатой пары 20, шкива 21 и клиноременной передачи 22 с приводом вращения 23.
Автоматическое дозирующее устройство 24 состоит из приемного бункера 25 с откидывающей стенкой 26, закрепленного на поворотном рычаге 27 с регулируемым контргрузом 28, и вращающегося вокруг оси 29. За дозирующим устройством 24 установлен пакетирующий механизм 30.
Автоматическая линия для изготовения электродов снабжена электрической системой управления.
Автоматическая линия для изготовления электродов работает следую1дим образом.
Из бухты проволока подается в механизм 3 рубки, правки и очистки. Готовые электродные стержни непрерывно подаются из контейнера в бунке подающего механизма электродообмазочного пресса 4. После переработки компонентов электродного покрытия в установке 1 приготовления обмазочной массы и в установке 2 приготовления брикетов, обмазочная масса в вид брикетов загружается в цилиндр электродообмазочного пресса 4 и под давлением поршня поступает в обмазочную головку, в которую через направляющую проволочную втулку одновременно подаются стержни. Обмазочная масса охватывает стержень концентричным
слоем, а при выходе покрытие подвергается калибровке по наружному диаметру специальной фильерой. Покрытые стержни поступают на подающий транспортер, имеющий плоскую транспортерную ленту, где производится зачистка торцов и концов электродов в установленных с обеих сторон транспортера зачистных машинах 5 при помощи металлических щеток. После этого электроды подаются в верхнюю часть нагревательной печи 6, оборудованной приводными устройствами для загрузки и разгрузки печи (на фиг. не показано). Перегрузчиками 13 электроды подаются из прохода в проход. Механическая и электрическая блокировки останавливают все механизмы печи при нарушении порядка движения электродов. Корпус нагревательной печи 6 разделен на сушильную и прокалочную зоны и камеру 7 охлаждения. Передача электродов на сушку осуществляется пластинчатым конвейером, который передает их на поводки цепного конвейера 12. Нагревательные элементы расположены в сушильной и прокалочных зонах. Кроме того, сушильная зона снабжена вытяжной вентиляцией для удаления из нее паров и газов. Охлаждаются электроды на цепном конвейере 11, проходящем через камеру 7 охлаждения, оборудованнэй вытяжной вентиляцией 9 для удаления горячего воздуха и приточной вентилицией 10 для обдувки электродов холодным-воздухом. Охлажденные электроды транспортным устройством 8 подаются к механизму 15 окраски торцов электродов. Электроды, проходя через открытый проем емкости 16 с окрасочным материалом 17 попадают в канавки винтовой нарезки ролика 18, соединенного посредством оси 19, конической зубчатой пары 20, шкива 21 и клиноременной передачи 22, с приводом вращения 23. При этом линейная скорость, которую получают электроды вследствие перемещения их по канавкам винтовой нареэки вращающегося ролика 18 равна линейной скорости движения транспортного устройства 8. Гарантированный контакт торцов электродов с покрытой окрасочным материалом 17 поверхностью ролика 18 достигается путем установки его под углом к оси транспортного устройства 8. Электроды с окрашенными торцами передаются транспортным устройством 8 в приемный бункер 25 с откидывающейся стенкой 26 автоматического дозирующего, устройства 24. При накоплении необходимой порции электродов, вес которой определяется весом и положение регулируемого контргруза 28, поворотный рычаг 27, с закрепленным на нем приемным бункером 25, поворачивается вокруг оси 29. При этом откидывающаяся стенка 26, стремясь занять положение, обуславливаемое действием сил тяжести, отклоняется и тем самьам обрзует проход, через который электрода попадают в пакетирующий механизм 30. В пакетирующем механизме ЛГ производится упаковка электродов в коробки, заклейка и этикетирование коробок Автоматическое дозирующее устройство 4, произведя передачу порции электрдов в пакетирующий механизм 30, под действием.регулируемого контргруза 8 занимает исходное положение и готово к приемке следующей порции электродов.
Процесс изготовления электродов осуществляется непрерывно.
Данная автоматическая линия для изготовления электродов позволяет заменить ручной труд на таких трудоемких операциях как окраска торцов электродов, взвешивание и упаковка электродов средствами механизации и автоматизации. При этом значительно сокращается время, необходимое для выполнения вышеуказанных операций. Тем самым достигается повышение производительности автоматической лиНИИ для изготовления электродов.
Формула изобретения
1. Автоматическая линия изготов(ления электродов, содержащая электродообмазочный пресс, участок предварительной сушки, нагревательную камеру.
печь окончательной сушки, устройство для дозирования, сортировки, упаковки, системы контроля электродов и транспортные средства, отличаюt« а я с я тем, что, с целью повышения производительности, она снабжена зачистной машиной, установленной за электродообмазочным прессом и соединюпшм пресс с участком предварительно сушки конвейером, камерой охлаждения установленной за -печью окончательной сушки и механизмом окраски торцов электродов.
2.Линия ПОП.1 ,отличающая с я тем, что, с целью уменьшения производственной площади участок предварительной сушки, нагревательная камера, печь окончательной сушки и камера охлаждения установлены многоярусно друг над другом в одном корпусе, а транспортные средства между ними выполнены в виде перекладчиков
и направляющих.
3.Линия ПОП.1, отличающаяся тем, что дозирующее устройство выполнено в виде приемного бункера с откидывающейся стенкой, снабженного регулирующим контргрузом, закрепленного на поворотном рычаге
Источники информации, принятые во внимание при экспертизе
1. Благовещенская В.В. Технология изготовления электродов для дуговой сварки, М., Машиностроение, 1966,
С У J.
Фаг
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| Устройство для окраски крупногабаритных изделий | 1980 |
|
SU937044A1 |
| Автоматическая линия для нанесения покрытия на отдельные участки мелких изделий | 1981 |
|
SU956041A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2014 |
|
RU2553153C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Способ изготовления сварочных электродов и автоматическая линия для его осуществления | 1991 |
|
SU1815089A1 |
| Установка для окраски изделий сложной конфигурации | 1987 |
|
SU1595577A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Устройство для зачистки электродов | 1983 |
|
SU1088905A1 |

22 25
7
ь
20
Фигл
26
(pU2.S
