(54) СТОЛ ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| Стол для сварки | 1982 |
|
SU1136914A1 |
| Механизм для подачи сварочной проволоки | 1978 |
|
SU745098A1 |
| Станок для нанесения рисунка через трафарет | 1991 |
|
SU1792375A3 |
| УСТРОЙСТВО для СБОРКИ и АВТОМАТИЧЕСКОЙ ПРИВАРКИ ЛОПАТОК К ПЛОСКОМУ ДИСКУ | 1967 |
|
SU200081A1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1978 |
|
SU766786A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Винто-рычажный прижим | 1978 |
|
SU740464A1 |
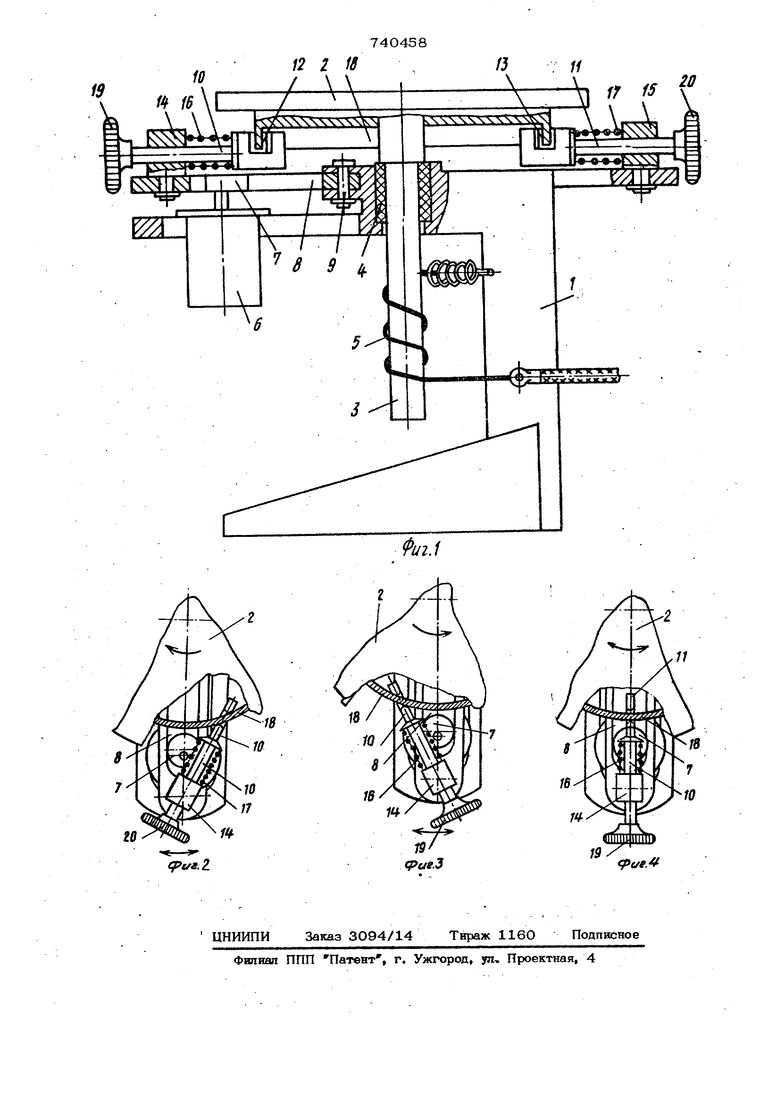
Изобретение относится к сварочной технике и может быть использовано для мехавязадии и автоматизации сварочных про цессов. Известен стол для сварки , содержащий корпус с поворотной планшайбой, толка гелем и приводной кулисой, взаимодейству юшей с толкателем У-1 Недостаток известного устройства aa-i ключается в невыссжой надежности его работы сложности привода планшайбыЦель изобретения - повышение надеж ности работы устройства за счет упро привода планшайбы. Это достигается тем, что; в предлага& мой конструкции планшайба стола выпо; «нена с ребордой, а стол снабжен двумя поворотными серьгами, одна из которых установлена на кулисе, а вторая на корпусе и толкателем, причем оба установлены в серьгах и каждый вз вяэс выполнен подпружиненным с руко яткой на оряом конпе и пазом, входящим / В зацепление с ребордой планшайбы, на втором конце. На фиг. 1; представлен списываемый сварочный стол, разрез; на фиг. 2 - положение толкателя при вращении стола по часовой стрелке, частичный разрез; на фиг. 3 - положение толкателя при . вращении стола про-лив часовой стрелки, частичный разрез; на фиг. 4 - положение толкателя при вращении стола вручную в любую сторону, частичный разрез. Стол для сварки содержит кортус 1, поворотную плашиайбу 2 с валом 3, уотановленным в подшипнике 4 и контакти-т рующим с токосъемом 5, и привод, состоящий из электродвигателя 6, кулачка 7, кудисы 8, установленной на оси 9, и двух толкателей 10 и 11 с пазами 12 и 13, установленных подвижно в серьгах 14 и 15 и поджатых пружинами 16 и 17 к реборде 18 планшайбы 2. Толкатель 10 установлен на кулисе 8, а толкатель 11 на корпусе 1. Толкатели 10 и 11 оканчиваются рукоятками 19 и 2О, служат ми для перевода их в разные положения в зависимости от направления вращения планшайбы 2 (см. фиг. 2, 3, 4). Предлагаемое устройство работает сле ;дующим образом. Подлежащее сварке изделие, иапример патрубок с фланцем, устанавливают на планшайбу 2 в центре ее. Оператор выбирает направление сварки. Затем, если вращение планшайбы 2 намечено по часовой стрелке, за рукоятку 19 толкате ли 10 и 11 переводят в положение, COOTW ветствующее фиг. 2, зажигают дугу, потен циометром, регулирующим скорость ращения электродвигателя 6, подбирают скорость сварки. При вращении кулачка 7 ку лиса 8 колеблется вокруг оси 9. Вместе с ней колеблется серьга 14 и толкатель 10, При движении кулисы 8 против часовой стрелки {см, фиг. 4) толкатель 1О кромками пааа 12 зшслинивает реборду 18 планщайбы 2 и поворачивает ее на некоторый угол, соответствующий углу, раз маха кулисы 8, Толкатель 11 не препатст вует этому движению. При движении кулй |Сы .8 в обратном направлении толкатель 1 расклинивается, и кромки паза 13 сколь зят по реборде 18 планшайбы 2, которая в этот момент неподвижна, так как ее дви жению назад препятствует в этот момент толкатель 11, у укоторого кромки паза 13 заклиниваются на реборде 18 планшайбы 2, Таким образом, движение планшайбы пульсирующее, эта пульсация уплот няет сварочную ванну и повышает качество сварки. Токосъем выполнен в виде нескольких витков голого .сварочного кабеля вокруг вала 3, Он вьтолняет также роль тормоза, чтобы планшайба 2 не набирала по инерции ск(ость, превыша1ощую скорость сварки. Переходу сварочного тока на привод препятствует подшипник 4, . вьшолненный из изолятора, Предварительг,но скорость сварки устанавливают подбором эксцентриситета кулачка 7 и место положением его в пазу кулисы 8, плавну регулировку в процессе сварки осуществля ют за счет электросхемы. Такая тройная регупировка скорости вращения планшайбы 2 позволяет охвотнть большой диапазон диаметров свариваемых изделий. В случае сварки единичных изделий, когда нет н& об1ходимости пользоваться электроприводом оператор вручную поворачивает планшай7584 бу 2, причем толкатели 10 и 11 почти це оказывают сопротивления вращению, так как сила сжатия пружины 16 и 17 порядка 0,5 кгс. В случае работы вручную с частым реверсом планшайбы 2 толкатели следует ставить в нейтральное положение (см, фиг, 2, 3) тогда реборда 13 не касается пазов 12 и 13, Следовательно, предлагаемая конструкция сварочного стола совмещает в себе преимущества ручного и машинного приводов, причем переход с одного на Щ)угой осуществляется практически мгновенно, допускается одновременно применение обоих приводов: при работе с машинным приводом можно вручную ycKqpHTb вращение планшайбы 2 на некоторых учас-рках сварного шва при необходимости, так как толкатели 10 и 11 этому не препятс-рвуют, Предлагаемая конструкция захватов не боится износа, так как толкатели 10 и 11 по мере срабатывания кромок пазов 12 и 13 самоустанавливаются так, что кром- кй все равно захватывают реборду 18 планшайбы 2. Поэтому требования к размерам пазов 12 и13 и чистоте его кромсж самые низкие. Формула изобретения Стол для сварки, содержащий корпус с поворотной планшайбой, толкателем и приводной кулисой, взаимодействующей с толкателем, отличающийся тем, что, с целью повышения надежности работы устройства за счет упрощения привода планшайбы, планшайба стола выполнена с ребордой, а стол снабжен двумя поворотными серьгами, одна из которых установлена на кулисе, а вторая на се, и BTqpbiM толкателем, причем оба тохькателя установлены в серьгах и каждый из них выполнен подпружиненным с рукояткой на однсч конце и пазом, входящим в зацепление с ребордой планшайбы, на втором конце. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 33235, кл. В 23 К 37/О4, J.933 (прототип).
