(54) СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ
I
Изобретение относится к способа} сборки резинокордных изделий, например покрьшек, и предназначено для ис пользования в шинной промыпшенности, в частности при сборке многослойных покрьппек, имеющих в бортах два и более бортовых кольца (крьша), а также при сборке резинокордных оболочек и эластичных резинокордных муфт с несколькими бортовыми кольцами (крыльями в каждом борту.
По основному авт. св. № 763145 известен способ сборки резинокордных изделий, заключающийся в том, что образуют внутренний и внешний резинокордные браслеты, сажают бортовые кольца, заворачивают кромки браслетов с оформлением бортов, накладывают последующие слои корда и необходимые в соответствии с конструкцией изделия детали, причем сначала на внешний браслет сажают бортовые кольца, заворачивают кромки браслета на бортовые кольца, а затем устанавливают внутренНИИ резинокордный браслет концентрично внешнему, разжимают его центральную часть до соприкосновения с внутренней поверхностью внешнего браслета и заворачивают его кромки на наружную поверхность этого браслета с оформлением бортов, последующие слои корда накладывают на внешнюю поверхность внешнего браслета до оформления бортов fl I.
10
Этот способ не обеспечивает возможность сборки резинокордных издеЛИЙ с двумя и более бортовыми кольцами.
Целью изобретения является обеспеISчение возможности сборки резинокордных изделий с двумя и более бортовыми кольцами.
Цель достигается тем, что в способе сборки резинокордного изделия р ,
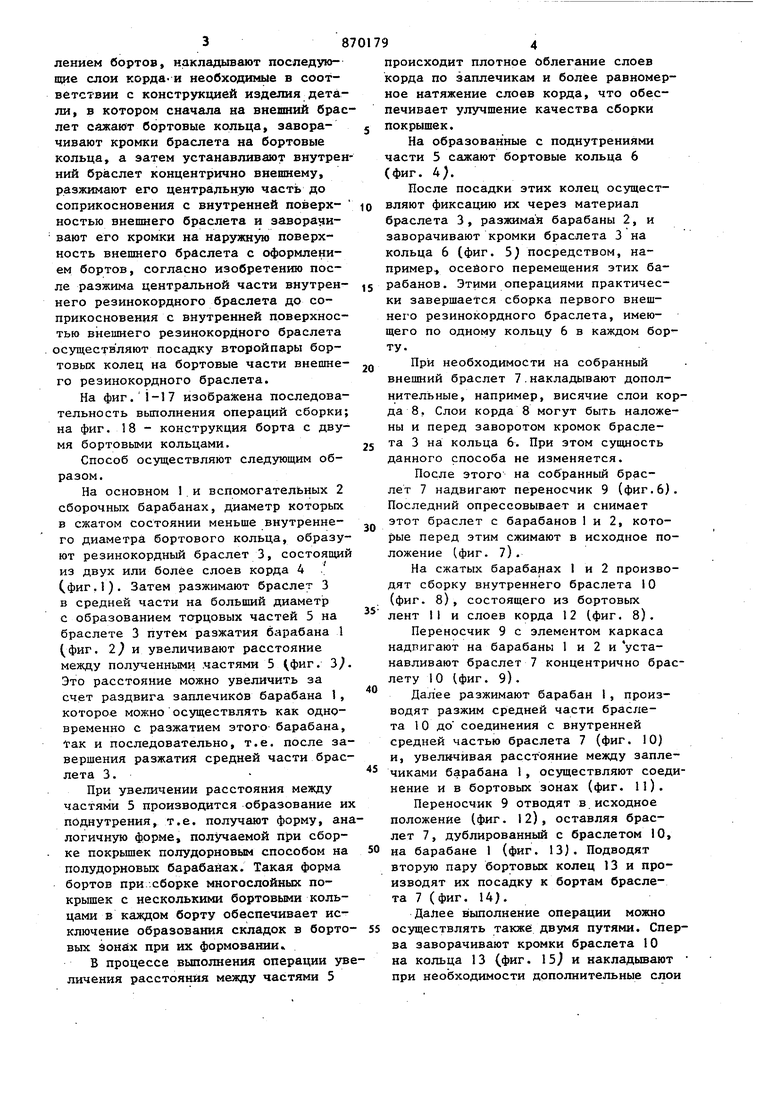
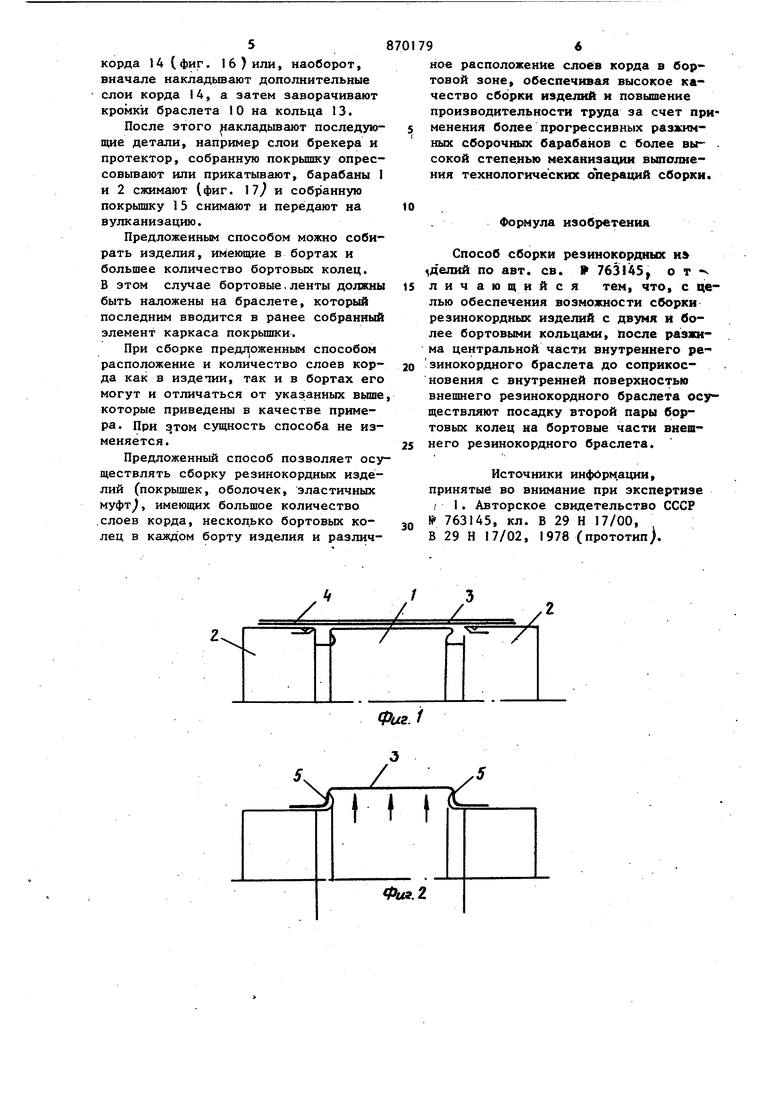
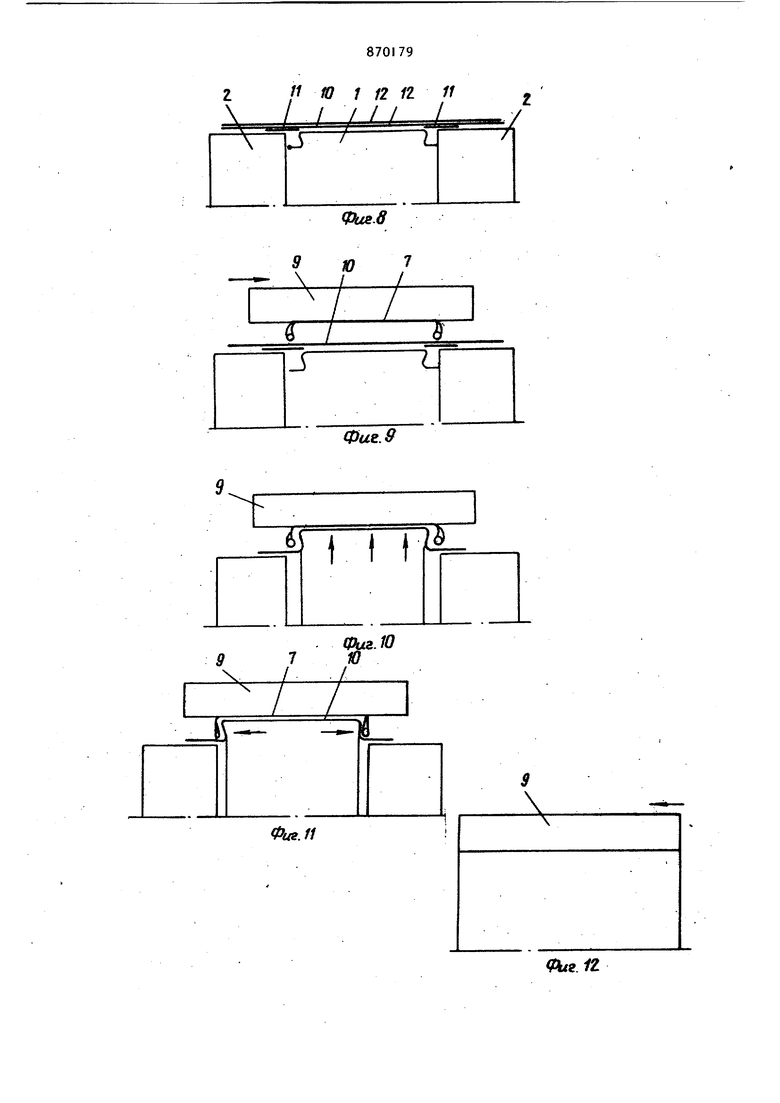
20 заключающемся в том, что образуют внутренний и внешний резинокордные браслеты, сажают бортовые кольца, заворачивают кромки браслетов с оформлением бортов, накладывают последующие слои корда- и необходимые в соответствии с конструкцией изделия детали, в котором сначала на внешний брас лет сажают бортовые кольца, заворачивают кромки браслета на бортовые кольца, а затем устанавливают внутрен ний браслет концентрично внешнему, разжимают его центральную часть до соприкосновения с внутренней поверхностью внешнего браслета и заворауи вают его кромки на наружную поверхность внешнего браслета с оформлением бортов, согласно изобретению после разжима центральной части внутреннего резинокордного браслета до соприкосновения с внутренней поверхностью внешнего резинокордного браслета . осуществляют посадку второйпары бортовых колец на бортовые части внешнего резинокордного браслета. На фиг.i-17 изображена последовательность вьшолнения операций сборки на фиг. 18 - конструкция борта с двумя бортовыми кольцами. Способ осуществляют следующим образом. На основном 1.и вспомогательных 2 сборочных барабанах, диаметр которых в сжатом состоянии меньше внутреннего диаметра бортового кольца, образуют резинокордный браслет 3, состоящий из двух или более слоев корда 4 С.фиг,1). Затем разжимают браслет 3 в средней части на больошй диаметр с образованием торцовых частей 5 на браслете 3 путем разжатия барабана 1 (фиг. 2) и увеличивают расстояние между полученными .частями 5 фиг. 3 Это расстояние можно увеличить за счет раздвига заплечиков барабана I, которое можно осуществлять как одновременно с разжатием этого барабана, так и последовательно, т.е. после за вершения разжатия средней части брас лета 3. При увеличении расстояния между частями 5 производится образование и поднутрения, т.е. получают форму, ан логичную форме, получаемой при сбор- ке покрьш1ек полудорновым способом на полудорновых барабанах. Такая форма бортов при .сборке многослойных покрышек с несколькими бортовыми кольцами в каждом борту обеспечивает исключение образования складок в борто- 55
вых зондх при их формовании.,
В процессе выполнения операции увеличения расстояния между частями 5
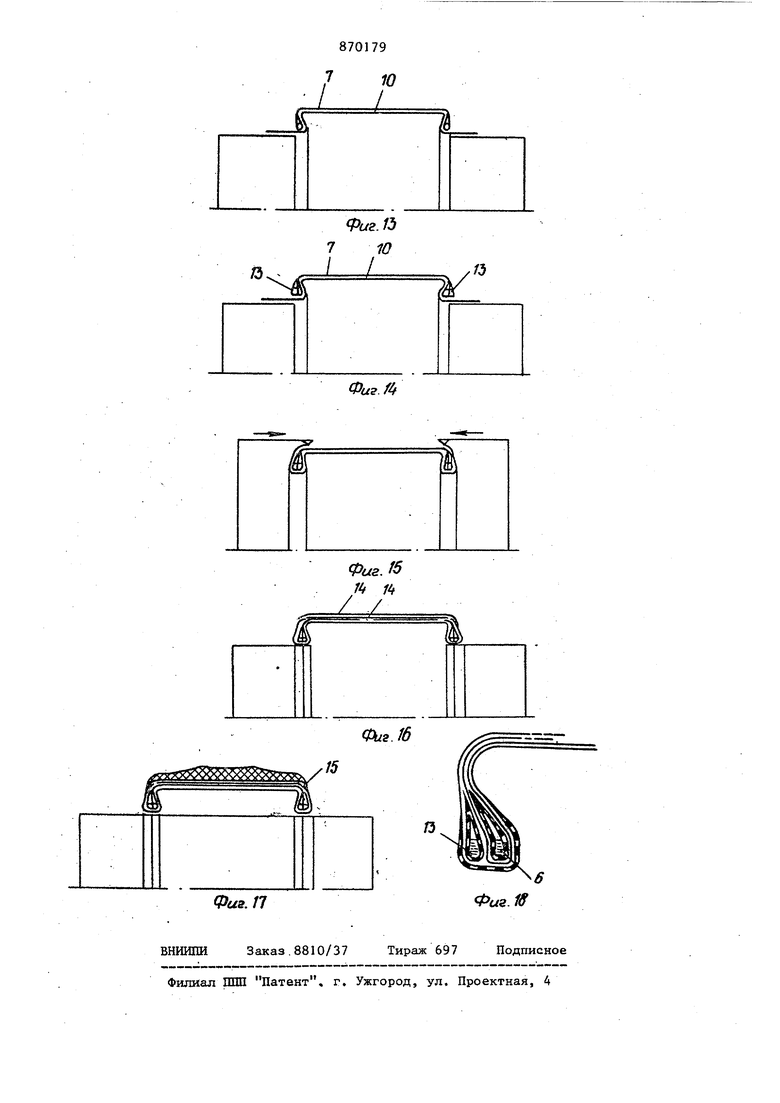
ва заворачивают кромки браслета 10 на кольца 13 (фиг. 15 и накладывают при необходимости дополнительные слои происходит плотное облегание слоев корда по заплечикам и более равномерное натяжение слоев корда, что обеспечивает улучшение качества сборки покрышек. На образованные с поднутрениями части 5 сажают бортовые кольца 6 (фиг. 4). После посадки зтих колец осуществляют фиксацию их через материал браслета 3, разжимая барабаны 2, и заворачивают кромки браслета 3 на кольца 6 (фиг. 5) посредством, например, осейого перемещения этих барабанов . Этими операциями практически завершается сборка первого внешнего резинокордного браслета, имеющего по одному кольцу 6 в каждом борту. При необходимости на собранный внешний браслет 7.накладывают дополнительные, например, висячие слои корда 8, Слои корда 8 могут быть наложены и перед заворотом кромок браслета 3 на кольца 6. При зтом сущность данного способа не изменяется. После этого на собранный браслет 7 надвигают переносчик 9 (фиг.6). Последний опрессовывает и снимает этот браслет с барабанов 1 и 2, которые перед этим сжимают в исходное положение (фиг. 7). На сжатых барабанах 1 и 2 производят сборку внутреннего браслета 10 (фиг. 8), состоящего из бортовых лент II и слоев корда 12 (фиг. 8). Переносчик 9 с элементом каркаса надвигают на барабаны 1 и 2 и устанавливают браслет 7 концентрично браслету 10 (фиг. 9). Далее разжимают барабан 1, производят разжим средней части браслета 10 до соединения с внутренней средней частью браслета 7 (фиг. 10) и, увеличивая расстояние между заплечиками барабана 1, осуществляют соединение и в бортовых зонах (фиг. П). Переносчик 9 отводят в исходное положение (фиг. 12), оставляя браслет 7, дублированный с браслетом 10, на барабане 1 (фиг. 13). Подводят вторую пару бортовых колец 13 и производят их посадку к бортам браслета 7 ( фиг.14). Далее выполнение операции можно осуществлять также двумя путями. Спер5корда 14 С фиг. 16) или, наоборот, вначале накладывают дополнительные слои корда 14, а затем заворачивают кромки браслета 1 О на кольца 13. После этого ракладьшают последующие детали, например слои брекера и протектор, собранную покрышку опрессовьтают или прикатывают, барабаны 1 и 2 сжимают (фиг. М) и собранную покрышку 15 снимают и передают на вулканизацию. Предложенным способом можно собирать изделия, имеющие в бортах и большее количество бортовых колец. В этом случае бортовые,ленты должны быть наложены на браслете, который последним вводится в ранее собранный элемент каркаса покрьшжи. При сборке предт оженным способом расположение и количество слоев корда как в издепии, так и в бортах его могут и отличаться от указанных выше которые приведены в качестве примера. При том сущность способа не изменяется. Предложенный способ позволяет осу ществлять сборку резинокордных изделий (покрьшек, оболочек, эластичных муфт., имеющих большое количество .слоев корда, несколько бортовых колец в каждом борту изделия и различ9«ное расположение слоев корда в бортовой зоне, обеспечивая высокое качество сборки изделий и повышение производительности труда за счет применения более прогрессивных разжимных сборочных барабанов с более вы . сокой степенью механизации выполнения технологических операций сборки. . Формула изобретения Способ сборки резинокордных и делий по авт. св. 1 763145, о т - личающийся тем, что, с целью обеспечения возможности сборки резинокордных изделий с двумя и более бортовыми кольцами, после разжима центральной части внутреннего резинокордного браслета до соприкосновения с внутренней поверхностью внешнего резинокордного браслета осуществляют посадку второй пары бортовых колец на бортовые части внешнего резинокордного браслета. Источники информации, принятые во внимание при экспертизе / 1. Авторское свидетельство СССР № 763145, кл, В 29 Н 17/00, В 29 Н 17/02, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных изделий | 1978 |
|
SU763145A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2607663C1 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1620326A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1106681A1 |
| Способ сборки резинокордных оболочек | 1980 |
|
SU897570A1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Способ сборки покрышек пневматических шин | 1976 |
|
SU853936A1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
/
А/
А
/
Фиг. 1
Э
-Х
/1
Фае. 5
Фиг.
/
Фие.
8 в 7 / /
А7
Фиг. 6
/
/
ФигЛ
Zfl fO 1 f2 12 11
I I i I I
9
rrm
6
7
/
/ 7
Фиг. 11
/
Фие.в
« /
Фиг.В
01/3./( Ю
ФигП.
/ Г 7 10 / ./
Фиг. /5
Фиг. /4
Фиг. f5 1 /4
