| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольный образец для магнитной дефектоскопии | 1978 |
|
SU741136A1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1732250A1 |
| Контрольный образец для магнитной дефектоскопии | 1986 |
|
SU1388777A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| Контрольный образец для магнитной дефектоскопии | 1990 |
|
SU1778670A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1658069A1 |
| Способ ультразвукового контроля сварных швов труб и устройство для его осуществления | 1983 |
|
SU1259178A1 |
| Способ прослеживания и ранжирования квалификации сварщиков | 2020 |
|
RU2763708C1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |
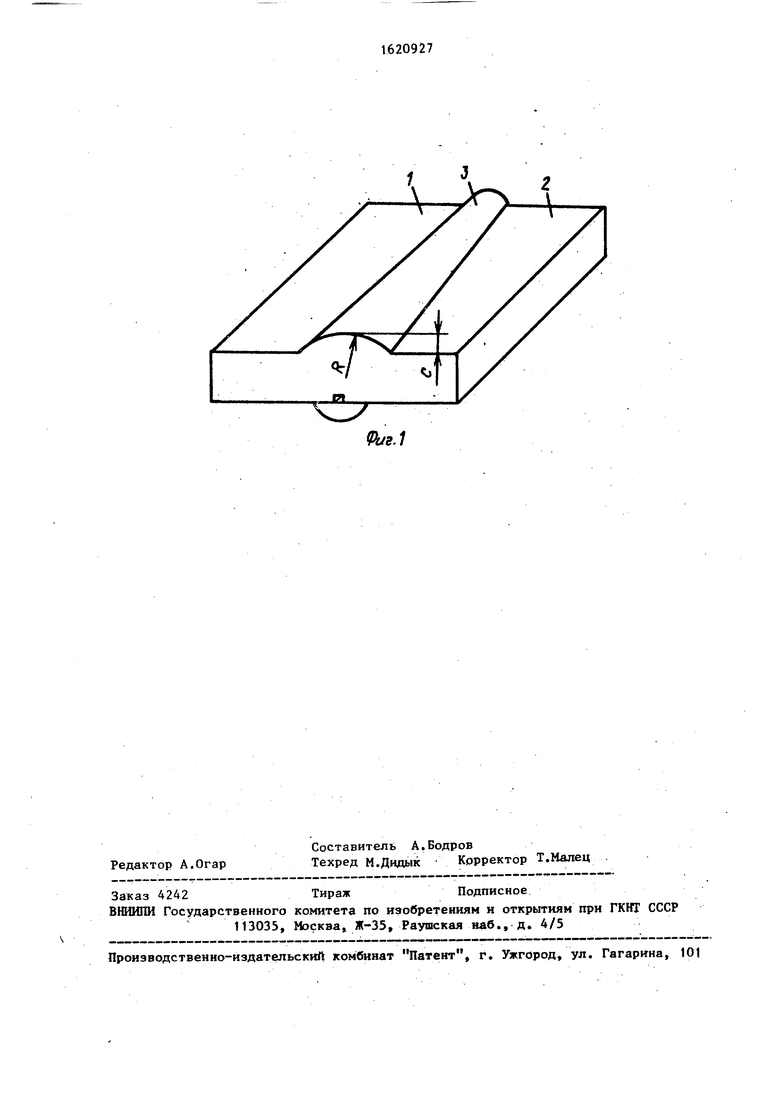
Изобретение относится к средствам магнитной дефектоскопии сварных швов и может быть использовано при контроле качества сварных швов. Целью изобретения является повышение технологических свойств контрольного образца путем расширения диапазона оценки качества двухсторонних сварных швов с переменным сечением. При контроле качества двухсторонних сварных швов штатных изделий сравнивается сигнал, обусловленный дефектом, с сигналом, обусловленным дефектом контрольного образца в том сечении, где радиус кривизны верхнего шва 3 и высоты усиления для изделия и образца одинаковы, а также одинаковы радиусы второго шва и ферромагнитного сегмента 5. При изменении величины радиуса кривизны второго шва сегмент 5 перемещают вдоль оси шва 3 на величину этого изменения. 1 з.п. ф-лы, 2 ил. (Л
| Контрольный образец для магнитной дефектоскопии | 1986 |
|
SU1388777A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
