(54) РЕЗЬБОНАКАТНАЯ ГОЛОВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Червячная фреза | 1981 |
|
SU1090258A3 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| Резьбонакатная головка | 1978 |
|
SU724254A1 |

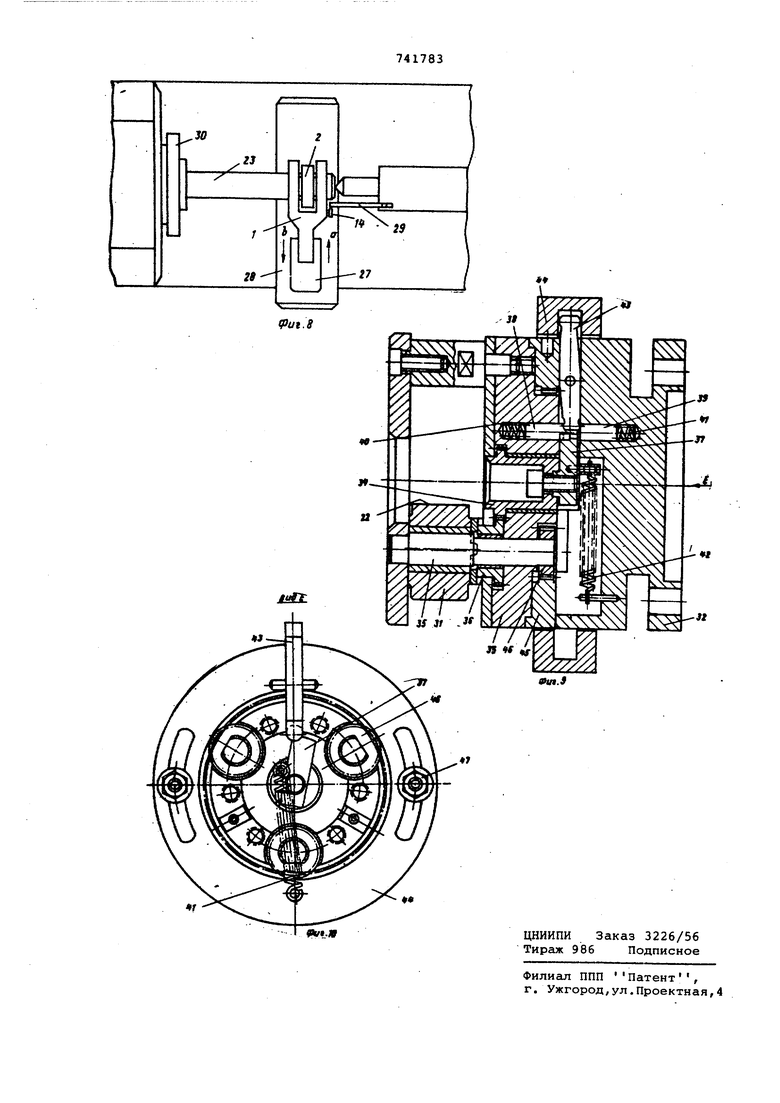
Изобретение относится к обработке металлов давлением и может быть использовано для формообразования на цилиндрических деталях резьб.и других профилей. Известна резьбонакатиая головка, содержащая смонтированные в корпусе резьбонакатные ролики и синхронизиру ющие шестерни,кинематически связанные через центральную шестерню {11. iНедостаток, такой резьбонакатной головки заключается в том, что в процессе формообразования профиля инструмент смещается в тангенциальном иапрг1влеиии относительно заготовки, что не позволяет осуществлять формообразование за один оборот резьбонакатных роликов. Наиболее близким к предлагаемому по тезнической сущности и достигаемому результату является резьбонакатная головка, содержащая корпус, резьбонакатные ролики и установленные соосно резьбонакатным роликам синхронизируихцие шестерни, кинематически связаниые через промежуточные и централь ную шестерни (2. Однако такая резьбонакатная головка также не обеспечивает возможность формообразования резьбы или других профилей за один оборот резьбонакатных роликов и предназначена только для накатки с тангенциальной подачей головки. Цель изобретения - расширение технологических возможностей путем обеспечения захвата заготовки резьбонакатиыми роликами и вывода их из зацепления с накатанным изделием при неподвижной относительно оси заготовки резьбонакатной головке. Это достигается тем, что резьбонакатная головка описываемой конструкции снабжена подпружиненными фиксаторами с головками, установленными в корпусе с возможностью перемещения и имекхцими разную ширину головок, а также управляющим рычагом, взаимодействующим с фиксаторами, и упругим элементом для поворота резьбонакатных роликов, кинематически связанным с центральной шестерней, а промежуточные шестерни выполнены с шипами, вза Имодействуицими с фиксаторами. Резь(Зонакатная головка отличается также тем, что резьбонакатиые ролики выполнены с выемками для размещения заго-. товки, с кёшибруюсцими частями постоянного радиуса и с заходными и ос.воОождающими частями переменного ради уса. Вариантом исполнения резьбонакатной головки может быть головка, кинематическая связь синхронизирующих шестерен у которой осуществлена через центральную иестерню, снабжённую кулачком с шипами, взаимодействукщи. ми с фиксаторами. На фиг. 1 изображена описываемая резьбонакатная головка на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг. 3; на фиг. 5 вид по стрелке Г на фиг. 4; на фиг. б - резьбонакатный ролик; на фиг. 7 разрез Д-Д на фиг. 6; на фиг. 8 резьбонакатная головка, установленная на суппорте токарного станка; вид сверху; на фиг. 9 - вариант выполнения резьбонакатной головки с тремя резьбонакатными роликами; на фиг. 10 вид по стрелке Е на фиг. 9 со снятым фланцем. Резьбонакатная головка содержит корпус 1, резьбонакатные ролики 2 и 3, синхронизирующие шестерни 4 и 5, промежуточные шестерни 6 и 7, центральную шестерню 8, фиксаторы 9 и 10 с гоЛовкс1ми, подпружиненные пружинами 11 и 12, и управлякщий рычаг 13 с рукояткой 14. Промежуточные шестерни 6 и 7 клпоянены с шипами 15 и 16, а центргшьная шестерня 8 соединена с пружиной 17 для поворота резьбонакат ных роликов.. Головка фиксатора 9 выполнена более узкой, чем головка фик сатора 10, при.этом усилие пружины 11 больше усипия пружины 12. Резьбонакатные ролики 2 и 3 устоновлены на ксцентриковых осях 18 и 19, регулирующих расстояние между роликами. Оси 18 и 19 стопорятся в корпусе 1 аинталш 20 и 21. Резьбонакатные роли ки 2 и 3 выполнены с выемками 22 для размещения заготовки 23; с калибруюцикш частями 24 постоянного радиуса и с заходами 25 и освобождающими 26 частями переменного радиуса (на фиг. 6 показаны рекомендуемые угловые раз меры частей). Резьбонакатная головка может ycta навливаться, например, на каретке 27 супцорта. 28 токарного станка, на зад ней бабке которого предусматривается упор 29. Заготовка 23 в этом случае зажимается в патроне 30 токарного станка. i При выполнениирезьбонакатной головки с тремя резьбонакатными ролика ми 31 корпус головки состоит из флан 32 и план-шайбы 33, в расточках которой размещены цеитральная шестер ня 34 и эксцентриковые оси 35 резьбо накатных роликов 31 с синхронизирующ ми шестернями 36. На центральной шес .терне 34 закреплен кулачок 37, взаим действующий с фиксаторами 38 и 39, лсщпр жиненными пружинами 40 и 41. При этом контактирующая с фиксатором 39 выступающая часть кулачка 37 имеет больший радиус, чем выступающая часть, контактирующая с фиксатором 38, а усилие пружины 40 больше усилия пружины 41. Для поворота резьбонакатных роликов 31 предусмотрена пружина 42. Фиксаторы 38 и 39 взаимодействуют с управляю цим рычагом 43, поворот которого осуществляется кольцом 44. Регулировка расстояния между резьбонакатными роликами 31 осуществляется поворотом шестерни 45, вращгиощей при этом эксцентриковые оси 35 через смонтированные на осях шестерни 46. Шестерня 45 фиксируется от произвольного поворота гайками 47. Резьбонакатная головка с тремя резьбонакатными роЛиками может крепиться, например, фланцем 32 к задней Ъабке токарного станка соосно с патроном, в котором зажимается заготовка. Работает резьбонакатная головка следующим образом. Резьбонакатная головка в. исходном положении, когда фикса:тор 9, упираясь головкой в шип 15 промежуточной шестерни 6, удерживает резьбонакатные ролики 2 и 3 в таком положении, что выемкИ) 22 расположены напротив друг друга и расстояние между ними больше диаметра заготовки 23 и больше диаметра накатанного изделия, подается к заготовке, имеющей принудительное вращение, пока последняя не займет, положение между резьбонакатными роликами 2 и 3. Поворотом рукоятки 14 фиксатор 9 перемещается, выходя из зацепления с шипом 15. Резьбонакатные ролики 2 и 3 получают возможность вращаться под воздействием пружины 17. Вращаясь, резьбонакатные ролики входят в контакт своими заходными частями 25 с заготовкой, увле- каются ею во вращение, при этом на заготовке формуется требуемый профиль, калибруется, и на участке 26 накатанное изделие выходит из контакта с резьбонакатными роликами. Дальнейшее вращение резьбонакатных роликов 2 и 3 осуществляется пружиной 17 до тех пор,, пока шип 16 промежуточной шестерни не упрется в головку фиксатора 10. Резьбонакатная головка отводится от готового изделия, а рукояткой 14 фиксаторы 9 и 10 возвращаются в исходное положение, причем за счет различной ширины головок фиксаторов резьбонакатные рЬлики удерживаются от поворота.пружиной 17. При установке резьбонакатной головки на каретке 27 суппорта 28 токарного станка рукоятка 14 поворачивается под воздействием упора 29, а фиксаторы 9 и. 10 перемещаются в исходное положение в момент отведения
реэьбонакатной головки от накатного изделия пружиной 11.
Реэьбонакатная головка с тремя резьбонакатньи4и роликами 31 устанавливается соосно заготовке и введение резьОонакатных роликов в контакт с заготовкой осуществляется при их повороте под воздействием пружины 42, когда фиксатор 38 поворотом управляющего рычага 43 выводится из зацепления с шипом кулачка 37. По окончании формообразования резьбы на заготовке кулачок 37 упрется в фиксатор 39, если управляющий рычаг 43 остается в повернутом положении, или в фиксатор 38, перемещающийся в- исходное положение пружиной 40, если управляющий рычаг 43 будет возвращен в прежнее положение.
Таким образом, предлагаемая конструкция резьбонакатной головки обеспечивает возможность формообразования резьб или других профилей за один оборот резьбонакатных роликов без тангенциальной подачи, что расширяет технологические возможности резьбонакатных головок.
Формула изобретения
целью расширения технологических возможностей путем обеспечения захвата заготовки резьбонакатными роликами и вывода их из зацепления с накатанным изделием при неподвижной относительно оси заготовки резьбонакатной головке, она снабжена подпружиненными фиксаторами с iголовками, установленными в корпусе с возможностью перемещения и имеющими разную ширину головок, а также управляющим
0 рычагом, взаимодействукицим с фиксаторами, и упругим элементом для поворота резьбонакатных роликов, кинематически связанньо4 с центральной шестерней, а промежуточные шестерни
5 выполнены с ьтпами, взаимодействующими с фиксаторами.
с заходными и освобождающими частями
0 переменного ращиуса.
Источники информации, принятые во внимание при экспертизе
5 № 487699, кл. В 21 Н 3/04, 1972.
I-в
Риг.7
