1
Изобретение относится к производству труб и может быть использовано в трубопрокатных цехах металлургических заводов. Преимущественно для получения тонкостенных труб большого 5 диаметра.
Известен труборасширитель косовалкового типа, содержсцций двухвалковую рабочую клеть с приводом и оправки со стержнями. Станина стационарна,О два валка расположены под углом к оси прокатки. Оправка и стержень установлены перемещающимися и вращаются вокруг своей оси совместно с трубой 1.15
Недостатками этого труборасширителя являются нестабильный захват заготовки-трубы валками, так как перед задачей трубЫ в стан оправку со стержнем вращают, снижая при этом 20 число оборотов валков до минимальной величины; большие инерционные массы оправки и стержня, которые нарушают условия вращения, вследствие чего трубу часто заклинивает в валках; 25 исключение возможности повышения коэффициента расширения за один, проход без замены оправки. Указанные недостатки снижают производительность и качество получаемых труб (повышен- 30
чая разностенность, винтообразность, овальность и др.) .
Наибо.пее близким по технической сущности к предлагаемом является стан винтовой прокатки труб, содержащий станину, комплекты валков, их привод, стержень, несущий несколько оправок, каждая из которых соответствует одному комплекту валков.
Особенность этого стана состоит в том, что за один проход предполагается получать трубы с повышенным коэффициентом расширения на ступенчатой оправке, при этом оправка со стержнями и труба вращаются вокруг своих осей 23.
Недостатки стана состоят в ненадежности захвата заготовки-трубы и заклинивании трубы в валках. Изменение катакяцих диаметров валков в процессе деформации вызывает разность скоростей вращения трубы и валков, что приводит к проскальзыванию, а следовательно, и появлению скручивания и повышенной винтообразности трубы. Кроме того, на наружной поверхности трубы появляются неровности в виде бугристости из-за непостоянства объема металла, проходящего в единицу времени в зонах деформации.
При этом скорость вращения валков зависит от жесткости прокатываемой трубы. Установка ступеней оправок на каждом подвижном телескопическом стержне и регулировка их относительно соответствующих комплектов валков установленных в станине, значительно усложняют конструкцию оборудования
вхгодной и выходной сторон труборасширителя и лимитируют диапазон получения труб по толщине и диаметрам, а также затрудняют возможность надежного обеспечения подвода смазки и охлаждения оправок и стержней в процессе прокатки-расширения. Причем конструкция такого стана-расширителя и технологический процесс при. увеличении непрерывнорасположенных комплектов валков в станине еще больше усложняются. Указанные недостатки не позволяют повысить производительность, увеличить суммарный коэффициент расширения за один проход, а также лимитируют получение труб с тонкой стенкой.
Цель изобретения - повышение производительности, экономия металла за счет получения более тонкостенных труб и уменьшения процента брака, а также увеличение суммарного коэффициента расширения за один проход.
Поставленная цель достигается тем, что стан винтовой прокатки труб, содержащий станину, комплекты валков, их привод, стержень, несущий несколько оправок, каждая из которых соответствует одному комплекту валков, снабжен приводом возвратнопоступательного перемещения станины вдоль стержня и обоймами, имеющими привод вращения относительно станины в которых расположены по кругу валки комплектов, а оправки установлены на стержне с возможностью поворота относительно друг друга и стержня. Между обоймами размещены индукторы. Валки одного комплекта кинематически связаны и их привод выполнен общим. При индивидуальном приводе валков стан снабжен кассетами с механизмом разворота ее в обойме.
Расширение трубы производят без ее вращения. Труба имеет только осевое перемещение, поэтому можно увеличить скорость вращения валков, исключить операцию раскручивания трубы перед ее задачей в валки или снижения скорости валков перед захватом. Условия захвата трубы валками из-за отсутствия необходимости раскручивания ее и оправки валками более благоприятны, что снижает процент брака при прокатке. Так как при прокатке труба не вращается, то имеется возможность на выходе из стана разместить натяжное устройство, которое создает переднее натяжение и обеспечивает получение более
тонкостенных труб. Кроме того, применение многовалковой системы позволяет вести прокатку с малыми единичными обжатиями на валок, но с большими суммарными обжатиями за оборот обоймы, т.е. толщина стенки трубы Золее интенсивно утоняется.
Можно увеличить суммарный коэффициент расширения трубы за один прохо за счет обработки трубы одновременно в нескольких комплектах валков, т.е. вести непрерывный процесс расширения трубы до заданного диаметра. Поскольку труба, а, следовательно, оправка и стержень во время расширения не вращаются, станина с комплектом валков смонтирована на направляющих с возможностью возвратно-поступательного перемещения вдоль оси стержня, например от гидропривода, а привод перемещения станины электрически связан через блок-схему .системы управления перемещением станины с датчиком натяжения трубы.
Скорость вращения валков и обоймы и положение станины с комплектом валков регулируются только относительно невращающихся трубы, оправки и стержня, поэтому установка дополнительных комплектов валков для расширения трубы на больший диаметр, не нарушая работы имеющихся комплектов валков, способствует увеличению суммарного коэффициента расширения и обеспечивает непрерывность процесса. Более стабильную работу обеспечивает размещение между обоймами с комплектами валков индудсторов для подогрева трубы.
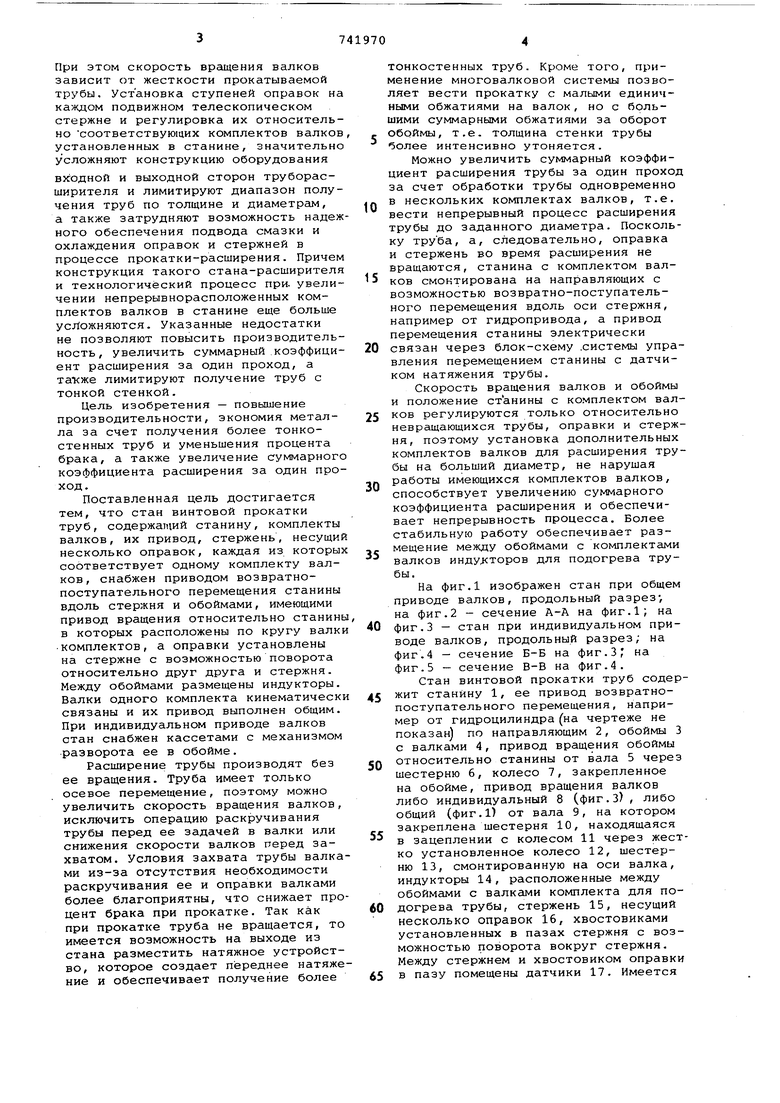
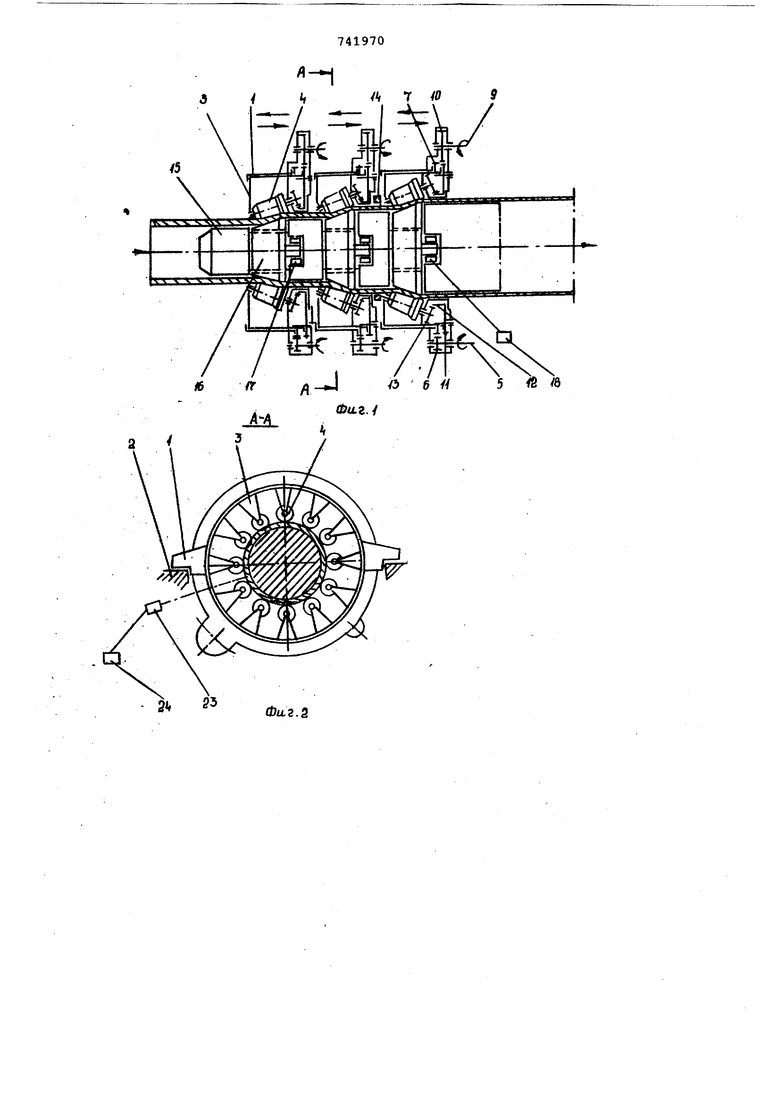
На фиг.1 изображен стан при общем приводе валков, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - стан при индивидуальном приводе валков, продольный разрез; на фиг.4 - сечение Б-Б на фиг.З на фиг.З - сечение В-В на фиг.4.
Стан винтовой прокатки труб содержит станину 1, ее привод возвратнопоступательного перемещения, например от гидроцилиндра (на чертеже не показан) по направляющим 2, обоймы 3 с валками 4, привод вращения обоймы относительно станины от вала 5 через шестерню 6, колесо 7, закрепленное на обойме, привод вращения валков либо индивидуальный 8 (фиг.З), либо общий (фиг.1) от вала 9, на котором закреплена шестерня 10, находящаяся в зацеплении с колесом 11 через жестко установленное колесо 12, шестерню 13, смонтированную на оси валка, индукторы 14, расположенные между обоймами с валкс1ми комплекта для подогрева трубы, стержень 15, несущий несколько оправок 16, хвостовиками установленных в пазах стержня с возможностью поворота вокруг стержня. Между стержнем и хвостовиком оправки в пазу помещены датчики 17. Имеется блок-схема 18 системы управления скоростями вращения обоймы и валков При индивидуальном приводе валков валки установлены в ка-ссеты 19 (фиг.З), размещенные в радиальных расточках обоймы с возможностью пово рота вокруг цапфы 20, например,с помощью червяка 21 и колеса 22. Для контроля состояния наружной поверхности трубы на выходе из каждого комплекта валков установлены датчики 23 натяжения и блок-схемы 24 системы управления перемещением станины. Стан работает следующим образом. Заготовка-труба, нагретая до температуры прокатки, подается к стану и задается в первый комплект валков 4,вращающийся вместе с обоймой 3, обжимается между оправкой 16 и валками, принудительно вращающимися вокруг трубы и своих осей. Если скорость точек катающих диаметров валков, находящихся в контакте с трубой в данный момент времени, не равна нулю, то труба и оправка поворачиваются относительно неподвижного стержня. При этом хвостовик оправки воздействует на датчик 17, связанный с блок-схемой 18 системы управления скоростями вращения обоймы и рабочих валков, по сигналу которого происходит изменение соотношения скоростей вращения обоймы и рабочих валков, и тем самым возвращают трубу и оправку в исходное положение, исключая при этом появление скручивания трубы. По выходе трубы из валков, она попадает в зону действия датчика 23 связанного с блок-схемой 24 системы управления перемещением станины, и при появлении дефектов на наружной поверхности трубы в виде бугристости поступает сигнал на изменение обжатия (с помощью перемещения станины вдоль стержня оправки, например, от гидропривода). Такая кинематика процесса прокатки-расширения труб происходит как в отдельном комплекте, так и при прокатке трубы одновремен но во всех комплектах валков. После выхода заднего конца трубы задается следующая заготовка-труба, производится уборка готовой трубы на выходной стороне стана,- то есть процесс не прерывается. Во время прокатки-расширения трубы через стержень на оПравку непрерывно подается технологическая смазка, обеспечивающая улучшение качества внутренней поверхности трубы и облегчающая прохождение трубы.Кроме того, при прокатке труб некоторого сортамента и марок сталей между обоймами с валками устанавливают устройства для подогрева труб, например индукторы. Предлагаемое конструктивное выполнение стана позволяет повысить производительность, увеличить скорость прокатки, сократить время на вспомогательные операции и уменьшить брак, кроме того, обеспечивает получение труб лучшего качества и экономию металла. Формула изобретения 1. Стан винтовой прокатки труб, содержащий станину, комплекты валков, их привод, стержень, несущий несколько оправок, каждая из которых соответствует одному комплекту валков , отличающийся тем, что, с целью увеличения производительности путем обеспечения производства тонкостенных труб,он снабжен приводом возвратно-поступательного перемещения станины вдоль стержня и обоймами, имеющими привод вращения относительно станины, в которых расположены по кругу валки комплектов, а оправки установлены на стержне с возможностью поворота относительно друг друга и стержня. 2.Стан ПОП.1, отличающийся тем, что, с целью повышения коэффициента расширения труб, он снабжен индукторами,размещенными между обоймами. 3.Стан ПОП.1, отличающийся тем, что он снабжен для каждого валка кассетой с механизмом разворота ее в обойме, при этом привод валков выпЬлнен индивидуальным. 4.Стан ПОП.1, отличающийся тем, что валки одного комплекта кинематически связаны и их привод выполнен общим. Источники информации, принятые во внимание при.экспертизе 1.Производство труб в аИА.Черметинформация, 1974. 2.Патент США 2528651, кл.72-97, 1950. 3 1 1 1/ / I JУЗ б // /б /Г
(&и.г. /
-A:vL
а (
2, гз
Фа г. а 5 И /5 / tg л I V 6 s
Шаг.Э г as

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Способ продольной прокатки труб | 1989 |
|
SU1733131A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА АВТОМАТИЧЕСКОМ ТРУБОПРОКАТНОМ СТАНЕ | 2024 |
|
RU2823281C1 |

i
e-fl
Фаг. 5
