Изобретение относится к обработк металлов давлением, а- точнее к лис вой штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей бочкообразной формы. Известен штамп для глубокой вытяжки полых изделий, содержащий ко тейнер с эластичной средой, жесткий пуансон ивертикально-подвижный прижим l . На этом устройстве можно изготав ливать детали бочкообразной формы. Однако бочкообразность деталей, штампуемых на этом устройстве, невы сокая, что обусловливается потерей устойчивости материала в свободных (незажатых) участках заготовки в зо не сбега фланцевой части заготовки в боковую стенку детали. Цель изобретения - повышение качества изделий бочкообразной формы Для достижения поставленной цели штамп для глубокой вытяжки полых изделий, содержащий контейнер с эластичной средой, жесткий пуансон и вертикально-подвижный прижим, снабжен неподвижной прижимной опоро размещенной под пуансоном и имеющей наружный контур,- идентичный контуру пуансона в плане, а ее рабочая поверхность выполнена плавно сопрягаю щейся с рабочей поверхностью прижима в его нижнем положении. На фиг. 1 изображен штамп в на-чальный момент и в момент вытяжки соответствующий крайнему нижнему положению прижима; на фиг. 2-- то же, в промежуточный момент и в конечный момент вытяжки. Штамп содержит гидроэластичную матрицу 1, пуансон 2, неподвижную прижимную опору 3, закрепленную на пуансонодержателе 4, и прижим 5, установленный с возможностью переме щения относительно неподвижной приж ной опоры 3. Последняя установлена под выступающей частью пуансона 2 и имеет наружный контур,.повторяющий контур пуансона 2 в плане. В приведенном варианте штампа пуансон 2 выполнен шарообразным. Контур его в плане представляет- собою окружность с радиусом R. Пуансо 2установлен на стержне 6, жестко связанном с пуансонодержателем 4. Диаметр стержня б меньше диаметра ша-ра (пуансона) и определяется диаметром горловины в детали бочкообрйзной формы. Разница диаметров пуансона 2 и стержня б определяет размер выступающей части пуансона 2 в плане. Неподвижная прижимная опор 3установлена таким образом, что ме ду ней и пуансоном 2 образуется полость 7, проекция которой на горизонтальную плоскость представляет собой кольцо. Неподвижная прижимная опора 3 в плане повторяет эту форму, так как ее наружный диаметр равен диаметру пуансона 2, а внутренний диаметр - диаметру стержня 6. Она установлена -под выступающей частью пуансона 2 и жестко закреплена на пуансонодержателе 4, причем рабочая поверхность неподвижной прижимной . опоры 3, обращенная к пуансону 2, выполнена плавно сопрягающейся с рабочей поверхностью прижима 5 в крайнем нижнем положении последнего. Выступающая часть пуансона 2 имеет форму внутренней поверхности детали и может изготавливаться из легкоплавких металлов, а при неболь-, шой степени бочкообразности изготавливается сб.орно-г разъемной. Штамп работает слёдуквдим образом. В исходном положении прижим 5 находится в крайнем верхнем положении и пуансон 2 не выходит за его рабочую поверхность. Заготовка 8 устанавливается на прижим 5 и пуансон 2. При создании давления Р на заготовку 8 со стороны гидроэластичной матрицы 1 осуществляется процесс вытяжки. Заготовка 8 облегает выступающую часть пуансона 2, а прижим 5 опускается вниз. После опускания прижима 5 в крайнее нижнее положение осуществляется вдавливание материа-т ла заготовки 8 в кольцевую полость 7, образованную неподвижной прижимной опорой 3 и выступающей частью пуансона 2. Материал заготовки 8 при перемещении его в кольцевой полости 7 находится в заневоленном состоянии, в результате чего не происходит потери устойчивости материала и он облегает поверхность выступающей части пуан-сона 2. После окончания формообразования детали пуансон 2 вместе с деталью с-нимаются со стержня и легкоплавкий сплав, из которого образован пуансон 2, выплавляется. Выполнение наружного контура неподвижной прижимной опоры 3, повторяющего контур пуансона 2 в плане, обусловливается тем, что образование .зазора между пуансоном i и прижимом 5 ведет к тому, что материал заготовки 8 может затекать в него, чтО приводит к прекращению процесса формообразования . Для стабильного протекания процесса в конечном его этапе, при перемещении металла в кольцевой полости 7, рабочую поверхность неподвижной прижимной опоры 3 выполняют плавно сопрягающейся с рабочей поверхностью прижима 5 в крайнем нижнем его положении. При этом не происходит резкого
перегиба материала во фланцевой части заготовки 8.
Использование предлагаемого штампа для изготовления бочкообразных деталей вместо известньах исключит необ-ходимость выполнения сварных работ,
что позволит сократить трудоемкость, увеличить производительность и снизить стоимость изготовления деталей. В конечном итоге при внедрении штампа только на одном из заводов отрасли обеспечит, экономический эффект в размере 5 тыс. руб. в год.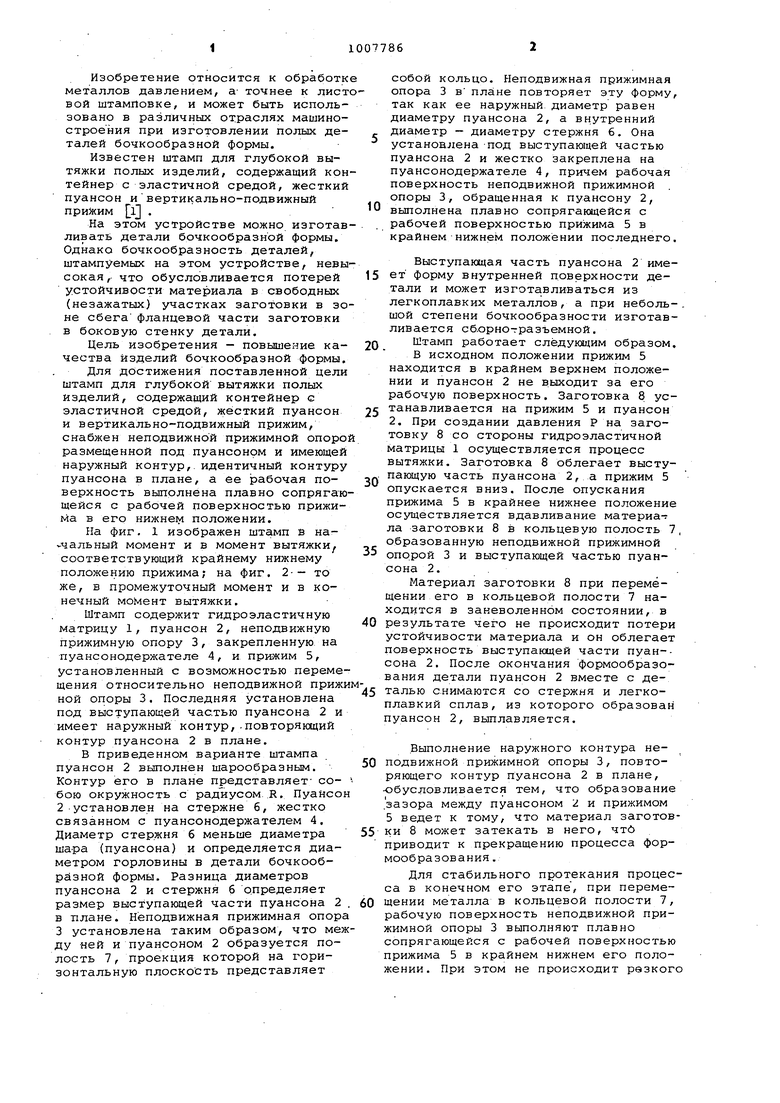
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Устройство для штамповки деталей бочкообразной формы | 1979 |
|
SU925480A1 |
| Прижим к устройству для гидромеханической вытяжки | 1980 |
|
SU912341A1 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| Штамп для многопереходной вытяжки | 1977 |
|
SU645729A1 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1192884A1 |
| Штамп для гидромеханической вытяжки | 1978 |
|
SU740348A1 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1139539A2 |
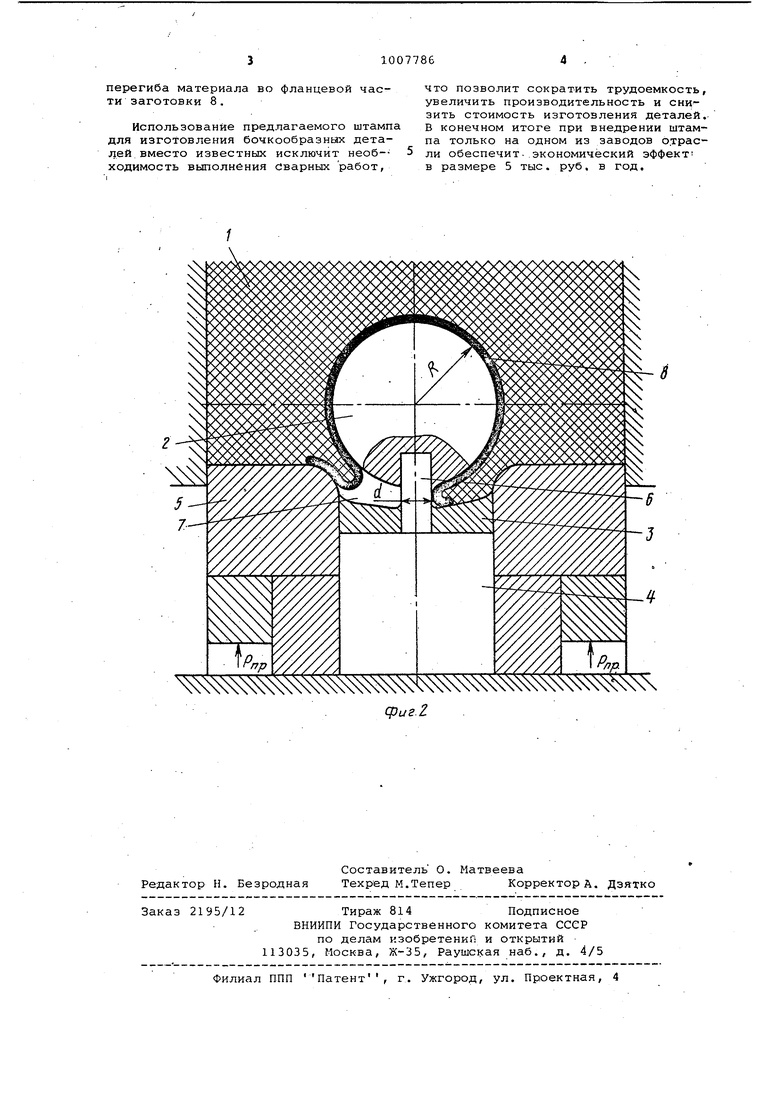
ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ, содержащий контейнер с эластичной средой, жесткий пуансон и вертикально-подвижный прижим, о тл и ч а ю щ и и с я тем, что, с целью повышения качества при изго.товлении изделий бочкообразной формы, он снабжен неподвижной прижимной опорой, размещенной под пуансоном и имеющей наружный контур, идентичный контуру пуансона в плане, а ее рабочая поверхность выполнена плавно сопрягающейся с .рабочей поверхностью прижима в его нижнем положении. . (Л G 00 СУ5 S: : 5 $$S$S фаг.}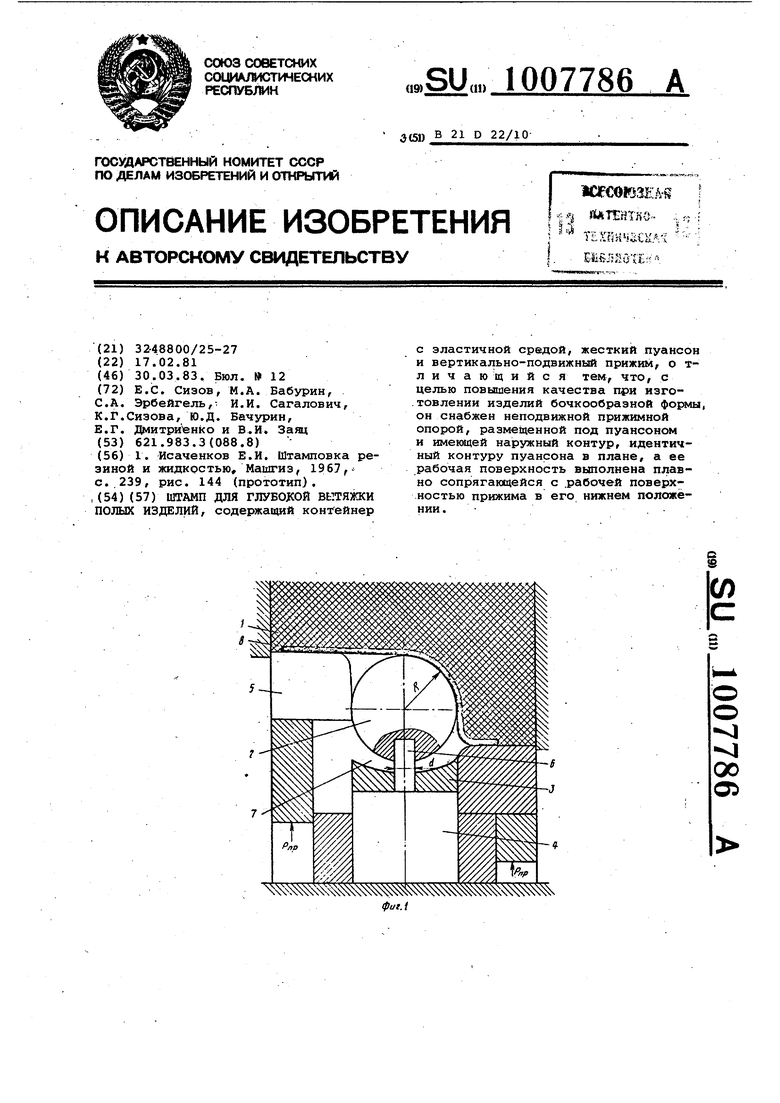
SS q}us.Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью, Машгиз, ..239, рис | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| , | |||
