1
Изобретение относится к обработке металлов давлением и может быть яспользовано во всех отраслях машиностроения при изготовлении полых листовых деталей коробчатой формы не более чем с двумя наклонными стенками.
Известен штамп для вытяжки деталей, состоящий из гидроэластичной латрицы, пуансона и прижима.
Однако этот штамп непригоден для изготовления деталей сложной формы, например, коробчатой формы с наклонными боковыми стенками, так как между прижимом и пуансоном образуется свес заготовки.
Под действием давления гидроэпастичной матрицы заготовка прогибается в этот зазор, что приводит к обраэовакию складок на штампуемом материале или разрыву заготовки.
Наиболее близким к предлагаемому по технической сущности является штамп для вытяжки деталей сложной формы с наклонными стоиками, содержаишй COOQHQ
установленные гидроэластаяную матрицу, пуансон с наклонными стенками и прижимом, вьШолненный составным из основного и дополнителыюго, причем последние установлены со стороны наклонной рабочей поверхности пуансона. В этом штампе пуансон вьшолнен по форме штампуемой детали. С целью предотвращения затягивания материала и гидроэластичной матрицы в свободную
to зону между основным пpижи Ioм и пуансоном, установлены дополнительные прижимы - вкладыши.
Этот штамп предназначен для многопереходной вытяжки деталей с много15KpaTHbjM прерыванием процесса и последовательным удалением .дополнительных тфижимов, что требует больших непроизводительных затрат времени. В результате процесс вытяжки на этом штампе
20 непроизводительный и трудоемкий.
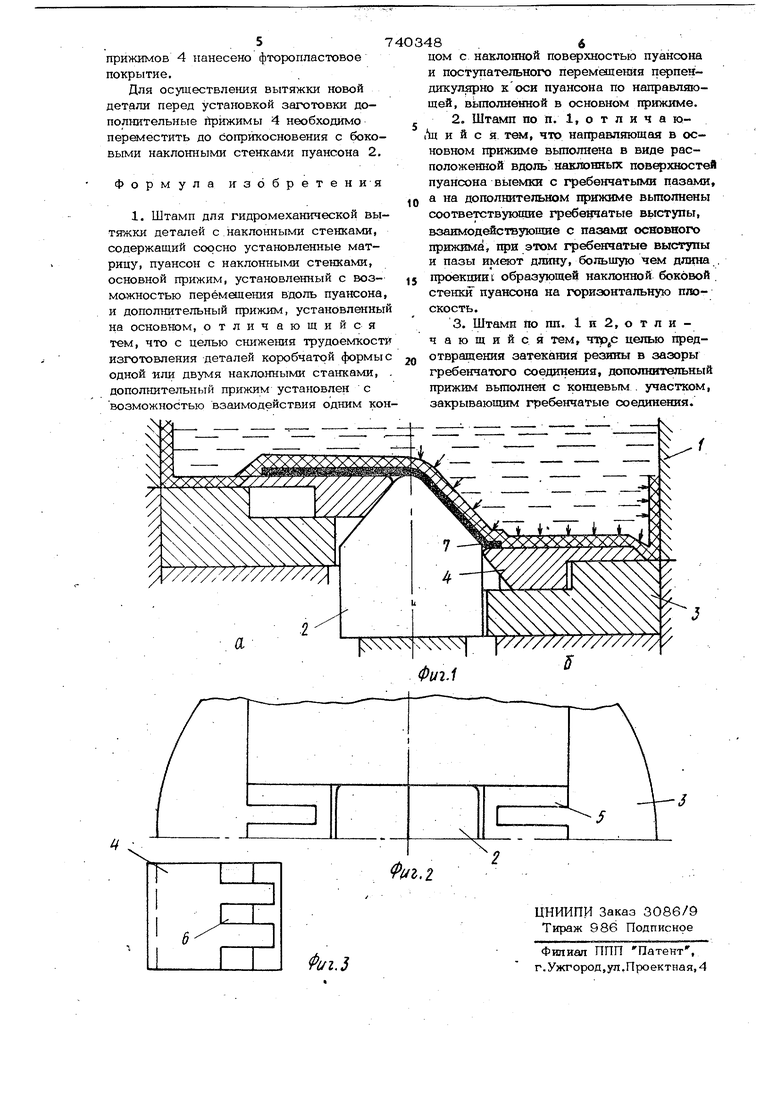
Цель изобретения - снижега1е трудоемкости изготовления деталей и увеличение производительности работы штампа при изготовлении деталей коробчатой формы не более чем с двумя накпонными стенками. Это достигается тем, что в продлаrae vioM штамп-е дополнительные прижимы установлены с возможностью взаимо действия их одним своим кондом с наклонной поверхностью пуансона и поступательного перемещения перпендикулярно к оси штампа по направляпощим, выполненным в основном прижиме. Для размещения допол1штельных прижимов, в основном прижиме изготовлены выемки длиной, равной ширине наклонной части яуансона. По всей длине выемок выполнены гребенчатые пазы, оси которых пересекают наклонные стен пуансона. Каждый из допопнительных прижимов снабжен гребенчатыми выступ ми, которые взаикюдействуют с пазами основного прижима. Гребенчатые выступы и пазы имеют длину, большую длины проекции образующей наклонной боковой части пуансона на горизонтальную плоскость, что необходимо во избежание са- мропрокидыва1шя дополнительных прижимоВ и ликвидации заклинивания их при работе штампа. Для предотвращения затекания резин гкдро эластично и матрицы в гребенчатые соединения штампа, дополнительные при жимы снабжены концевыми участками, Которые закрывают гребенчатые соединения при работе. На.фиг. 1 показан описываемый штам разрез (а - исходное положение, б - положение в конечныймомент вытяжки); нафиг. же, план ,на фиГ. 3 - дополни тельный прижим со стороны гребенчатых выступов. Предлагаемый штамп предназначен для изготовлетшя деталей коробчатой формы С двумя накло1Шыми стенками. Он состоит из схэосно установленных гидроэластичной матрицы 1, пуансона 2 с двумя наклонными стенками, основного прижима 3 и двух дополнительных при- жимов 4 установленных в направляюЩ1ГХ оснбвного прижима с возможностью поступательного перемещения перпендикулярно к оси штампа. Для осуществления строго определенного напряжения дополнительных прижимов 4 воспринимаемой нагрузки со стороны гидроэластичной матрицы 1, в направляющих основного прижима 3 выполнены гребенчатые пазы 5. В них входят направляющие поверхности допол484нительных прижимов 4 в виде гребенок 6, которые расположены со стороны, противоположной рабочей поверхности прижима. Дополнительные 4 расположены в направляющих основного прижима 3, так что своими наклонныкт концами взаимодействуют с рабочими боковыми поверхностями 2. При этом длина хода поступательного перемещения дополнительных прижимов 4 должна быть больше проекции образующей наклонной боковой части пуансона на горизонтальную плоскость, что необхощтмо для предотвраще1шя самоопрюкидывания их при установке в направляющие основного прижима. Для предотвращения затекания диафрагмы гидроэластичной матрицы 2 в гребенчатые соединения, дополнительные прижимы 4 выполнены с концевыми участками, закрывающими гребенчатые соединения. Под действием давления гидроэластагчной матрицы 1, основной приж1гм 3 с расположенными в направляющих дополнительными прижимами 4 вертикально перемешается относительно пуансона 2. Так как пуансон 2 имеет наклонные боковые стенки, дополнительные прижимы 4, постоянно взаимодействующие с наклонными поверхностями пуансона, получают при осевом перемощеьши гидроэластичной матрицы 1 и основного прижима 3 дополнительно поступательное перемещёние по направляющим пазам основного, прижима. При этом дополнительные прижимы 4 постоянно поддерживают заготовку 7 и предотвращают втягивание штампуемого материала в зону между основным прижимом 3 и наклонными стенками пуансона 2. Заготовка 7 деформируется в полое изделие, принимая форму пуансона 2. После окончания процесса вытяжки снимается давление гидроэластичной матрицы 1, основной прижим 3 и дополнительные .прижимы 4 поднимаются вверх, а готовая деталь снимается с пуансона 2.; Для уменьшения величины трения между пуансоном 2, основным прижимом 3 и дополнительными прижимами 4, возникающего при штамповке труднодеформируемэгх материалов, для которых требуется высокое давление со стороны гидроэластичной матрицы 2, на контактирующие поверхности дополтштельных
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Штамп для многопереходной вытяжки | 1977 |
|
SU645729A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Устройство для глубокой вытяжки | 1982 |
|
SU1049142A1 |
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1192884A1 |
