(54) ШТАМП ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для многопереходной вытяжки | 1977 |
|
SU645729A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Штамп для гидромеханической вытяжки | 1978 |
|
SU740348A1 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Штамп для вытяжки ступенчатыхдЕТАлЕй | 1979 |
|
SU841713A1 |
| Штамп для многопереходной вытяжки | 1986 |
|
SU1333447A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
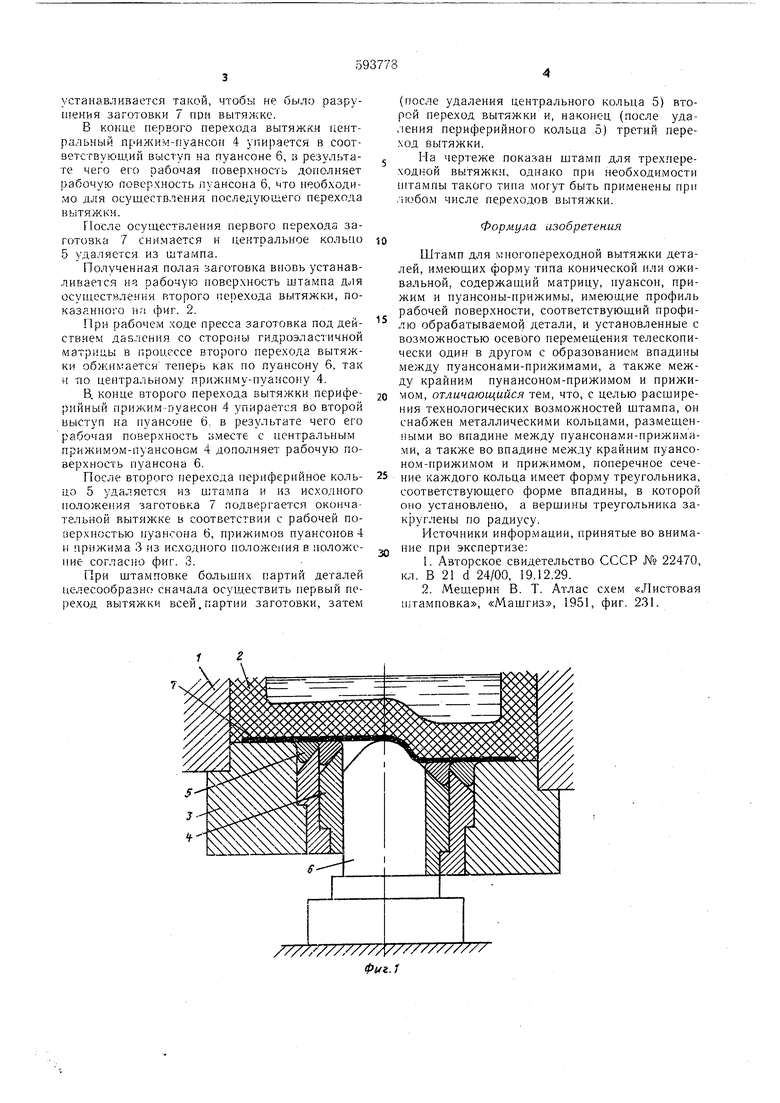
Изобретение относится к обработке штампов давлением и может быть использовано при изготовлении штамповкой из листа деталей конической, оживальной и тому подобной формы. Известен штамп для вытяжки деталей конической формы, содержашей пуансон, матрицу в виде наполненного маслом под давлением цилиндра и помешенные в ней концентрические кольца для последовательного воздействия на них при штамповке раструбом пуансона 1. Недостатком данного штампа является необходимость применения большого числа колец особенно при вытяжке тонкостенных конических изделий. Известен также штамп для вытяжки конических изделий, содержа1ций матрицу, пуансон, прижим и пуансоны-прижимы, имеюшие профиль рабочей поверхности, соответствующий профилю обрабатываемой детали, и установленные с возможностью осевого перемещения телескопически один в другом с Образованием впадины между пуансонами-прижимами, а также между крайним пуансоном-прижимом и прижимом 2. Однако данный штамп характеризуется ограниченной областью применения, например для глубокой вытяжки гидроэластичной матрицей он не может быть использован. Целью изобретения вляется расширение технологических возможностей штампа. Это достигается тем, что штамп снабжен металлическими кольцами, размещенными во впадине между пуансонами-прижимами, а также во впадине между крайним пунасоном-прижимом и прижимом, при этом поперечное сечение каждого кольца имеет форму треугольника, выполненного соответствующим форме впадины, в которой оно установлено, а вершины треугольника закруглены по радиусу. На фиг. 1-3 показан штамп на различных переходах вытяжки, обший вид. Штамп состоит из контейнера 1 с заключенной в нем гидроэластичной матрицей 2, прижима 3, пуансонов-прижимов 4, колец 5 и пуансона 6. Позицией 7 обозначена обрабатываемая деталь. Работа штампа осушествляется следуюши.м образом. Листовую заготовку 7 устанавливают на прижим 3 кольца 5 и при рабочем ходе пресса давление, развиваюшееся со стороны гидроэластичной матрицы 2, осуществляет первый переход вытяжки (см. фиг. 1). При этом ширина свеса заготовки между пуансоном 6 и центральным прижимом-пуансоном 4 с кольцом Г)
устанавливается такой, чтобы не было разрушения заготовки 7 при вытяжке.
В конце первого перехода вытяжки центральный прижим-пуансон 4 упирается в соответствующий выступ на пуансоне 6, в результате чего его рабочая поверхность дополняет рабочую поверхность пуансона 6, что необходимо для осушествленин последующего перехода вытяжки.
После осуидествлення первого перехода заготовка 7 снимается и центральное кольцо 5 удаляется из штампа.
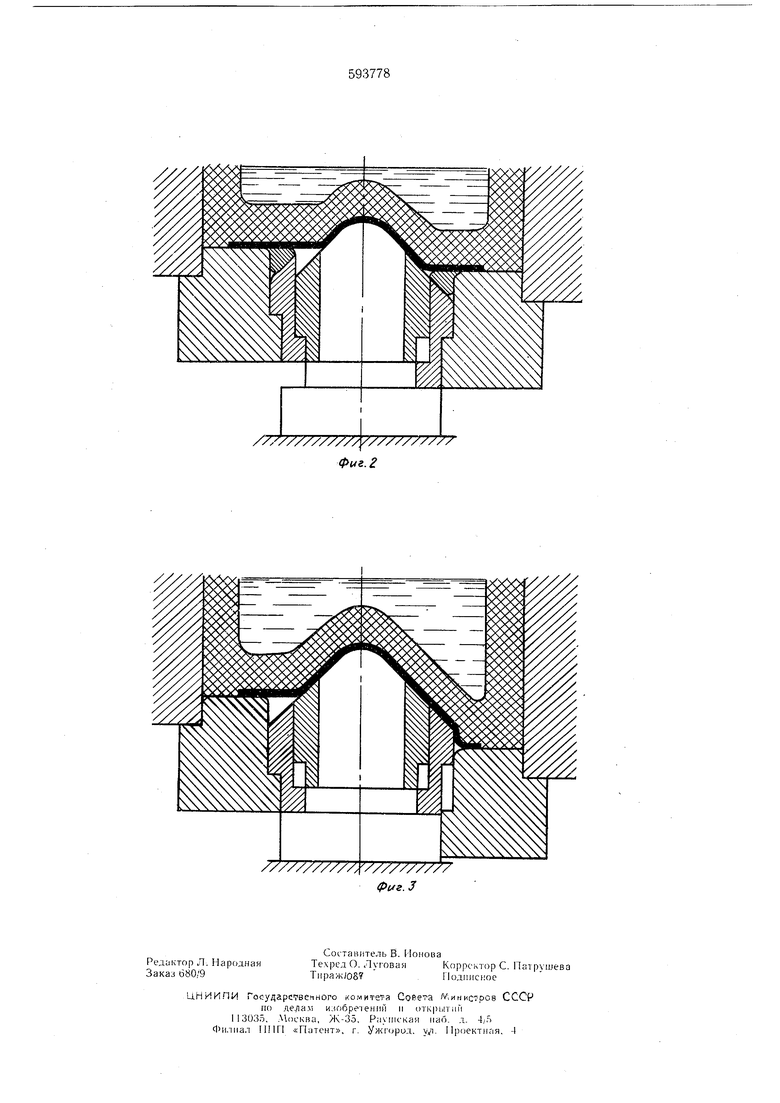
Полученная полая заготовка вновь устанавливаелся на рабочую поверхность штампа для осуществления второго перехода вытяжки, показанного ня фиг. 2.
При рабочем ходе пресса заготовка под действием давления со стороны гидроэластичной матрицы в процессе второго перехода вытяжкн обжимается теперь как по пуансону 6, так и по центральному прижиму-пуансону 4.
В, конце второго перехода вытяжки периферийный прижим-.lyaHCOH 4 упирается во второй выступ на пуансоне б, в результате чего его рабочая поверхность вместе с центральным прижимом-пуансоном 4 дополняет рабочую поверхность пуансона 6.
После второго перехода периферийное кольцо 5 удаляется из штампа и из исходного положения заготовка 7 подвергается окончательной вытяжке в соответствии с рабочей поверхностью 1гуансона 6, прижимов пуансонов 4 и прижи1ма 3 из исходного положения в положение согласно фиг. 3.
При штамповке больших партий деталей целесообразно сначала осуществить первый переход вытяжки всей, партии заготовки, затем
/77Z
(после удаления центрального кольца 5) второй переход вытяжки и, наконец (после удаления периферийного кольца 5) третий переход вытяжки.
На чертеже показан штамп для трехпереходной вытяжки, однако при необходимости пггампы такого типа могут быть применены при /побо.м числе переходов вытяжки.
Формула изобретения
Штамп для многопереходной вытяжки деталей, имеющих форму типа конической пли оживальной, содержащий матрицу, пуаксон, прижим и пуансоны-прижимы, и.меющие профиль рабочей поверхности, соответствующий профилю обрабатываемой детали, и установленные с возможностью осевого перемещения телескопически один в другом с образованием впадины между пуансонами-прижимами, а также между крайним пунансоном-прижимом и прижимом, отличающийся тем, что, с целью расширения технологических возможностей штампа, он снабжен металлическими кольцами, размещеп11ЫМИ во впадине между пуансонами-прижимами, а также во впадине между крайним пуансоно.м-прижимом и прижимом, поперечное сечение каждого кольца имеет форму треугольника, соответствующего форме впадины, в которой оно установлено, а вершины треугольника закруглены по радиусу.
Источники информации, принятые во внимание при экспертизе:
/77777777777/
Фиг. г
