1
Изобретение относится к листовой штамповке и касается изготовления полых деталей конической, оживальной и тому подобной формы.
Известен штамп многопереходной
вытяжки деталей конической, оживальной и тому подобных форм, содержащий гидроэластичную матрицу, прижим, ступенчатый пуансон, прижим-пуансоны, устанавливаемые в прижиме с возмож-
ностью осевого перемещения по ступейяМ пуансона, и съемные металлические кольца треугольного сечения, которые расположены во впадинах между прижим-пуансонами. Металлические кольца предотвращают втягивание материала заготовки и среды гидроэластичной матрицы во впадины. По мере осуществления вытяжки детали металлические кольца удаляются из щтампаИ.
Однако известный щтамп отличает большая трудоемкость изготовления прижим-пуансонов и соответствующих им металлических колец, профили которых
должны точно соответствовать форме впадин,в Которых они установлены, так как неприлегание металлических колец к прижим-пуансонам может привести в процессе вытяжки к их разрушению от воздействия высокого давления гидроэластичной матрицы. Кроме ТОГо, поДдействием высокого давления металлические кольца прйтзталяют Острую крбглку рабочей поверхности прижим-пуансонов, в результате чего при опускании последних после удаления металйсйч еских КоЖц йз впадйн на рабочей поверхности образуются кольцевые вмятины, которые оставляют следы на поверхности штампуемых деталей.
Цель изобретения - снижение трудоемкости изготовления штампа и повышение качества штампуемых деталей.,
Для этого прижим-пуансоны выполнены сменными, а металлические кольца выполнены в виде вкладышей, устанавливаемых на ступенях пуансона и составлятотцих часть его рабочей поверхности.
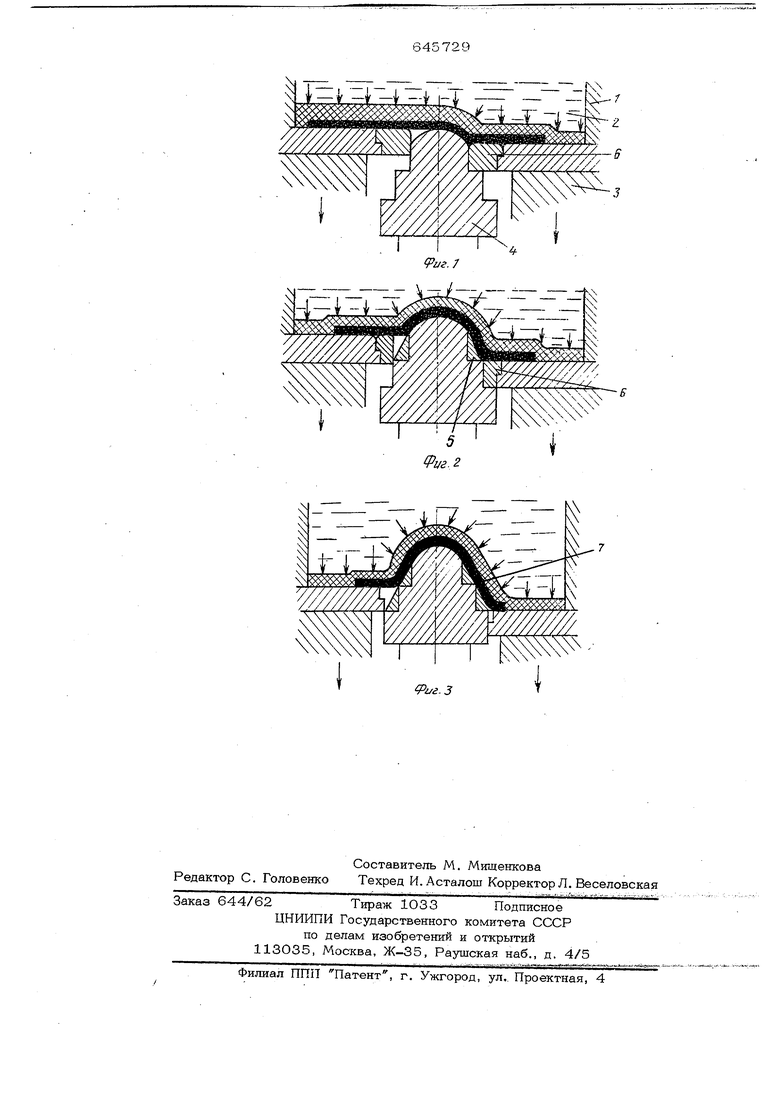
На фиг. 1, фиг. 2 к фиг. 3 показан обший вид штампа на различных переходах вытяжки.
Штамп состоит из контейнера 1 с заключенной в нем гидроэластичной матрицей 2, прижима 3, пуансона 4, имеющего впадинь на своей рабочей поверхности в виде ступеней под металлические кольца 5, которые в радиальном сечении образуют форму треугольника, а одна из поверхностей каждого кольца является частью рабочей поверхности пуансона 4; нескольких прижш-iпуансонов 6, соосно установленных с пуансоном 4 и прижимом 3.
Работа штампа осуществляется следующим образом.
Листовая заготовка 7 устанавливается на прижим 3 и прижим-пуансон 6. При рабочем ходе пресса давлением со стороны гидроэластичной матрицы 2 осуществляется первый переход вытяжки (см. фиг. 1). При этом щирина свеса заготовки между пуансоном 4 и прижим-пуансоном б устанавливается такой, чтобы не произошло разрушение заготовки 7 при вытяжке.
В конце перехода вытяжки прижимпуансон 6 опускается во впадину на пуансоне 4, заготовка 7 снимается, прижим-пуансон удаляется из штампа, во впадину пуансона 4 устанавливается кольцо 5, дополняющее рабочую поверхность пуансона 4, что нeoбxoдшv o для осуществлния последующего перехода вытяжки, а вместо удаленного прижим-пуансона
6на уровне основного прижима 3 устанавливается новый прижим-пуансон.
Полу{енная полая заготовка вновь устанавливается на рабочую поверх- ность штампа для осуи1ествления 2-го перехода вытяжки (см. фиг. 2).
При рабочем ходе пресса заготовка
7под действием давления со стороны 1 чдро эластично и матрицы 2 в процессе 2-го перехода вытяжки обжимается теперь как по пуансону 4, так и
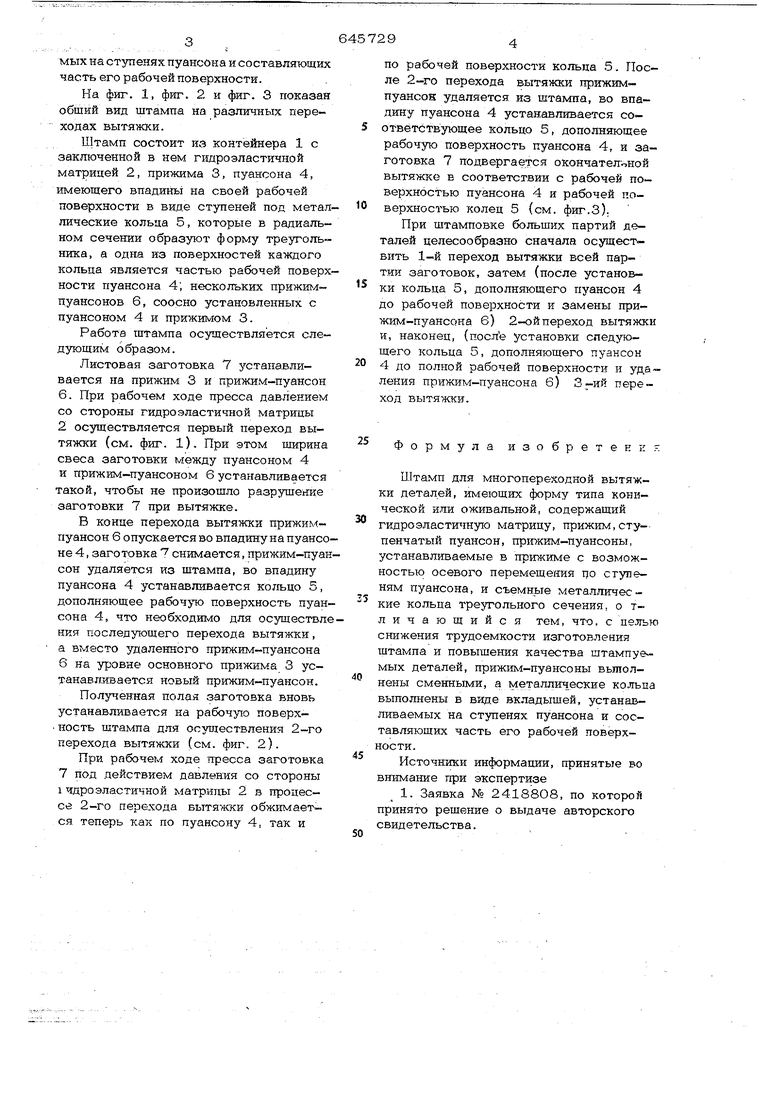
ПО рабочей поверхности кольца 5. После 2-го перехода вытяжки прижимпуансон удаляется из штампа, во впадину пуансона 4 устанавливается соответствующее кольцо 5, дополняющее рабочую поверхность пуансона 4, и заготовка 7 подвергается окончательной вытяжке Б соответствии с рабочей поверхностью пуансона 4 и рабочей поверхностью колец 5 (см. фиг.З).
При штамповке больших партий деталей целесообразно сначала осуществить 1-и переход вытяжки всей партии заготовок, затем (после установки кольца 5, дополняющего пуансон 4 до рабочей поверхности и замены прижим-пуансона 6) 2-ой переход вытяжки и, наконец, (после установки следующего кольца 5, дополняющего пуансон 4 до полной рабочей поверхности и удаления прижим-пуансона 6) 3-ий переход вытяжки.
Формула изобретени
Штамп для многопереходной вытяжки деталей, имеющих форму типа конической или оживальной, содержащий гидроэластичную матрицу, прижим, сту-пенчатый пуансон, прижим-пуансоны, устанавливаемые в прижиме с возможностью осевого перемещения по ступеням пуансона, и съемные металличес кие кольца треугольного сечения, о тличающийся тем, что, с цель снижения трудоемкости изготовления штампа и повышения качества штампуемых деталей, прижим-пуансоны вьшолнены сменными, а металлические кольц выполнены в виде вкладышей, устанавливаемых на ступенях пуансона и составляющих часть его рабочей поверхности.
Источники информации, принятые во внимание при экспертизе
1. Заявка № 2418808, по которой принято решение о выдаче авторского свидетельства.
гг.З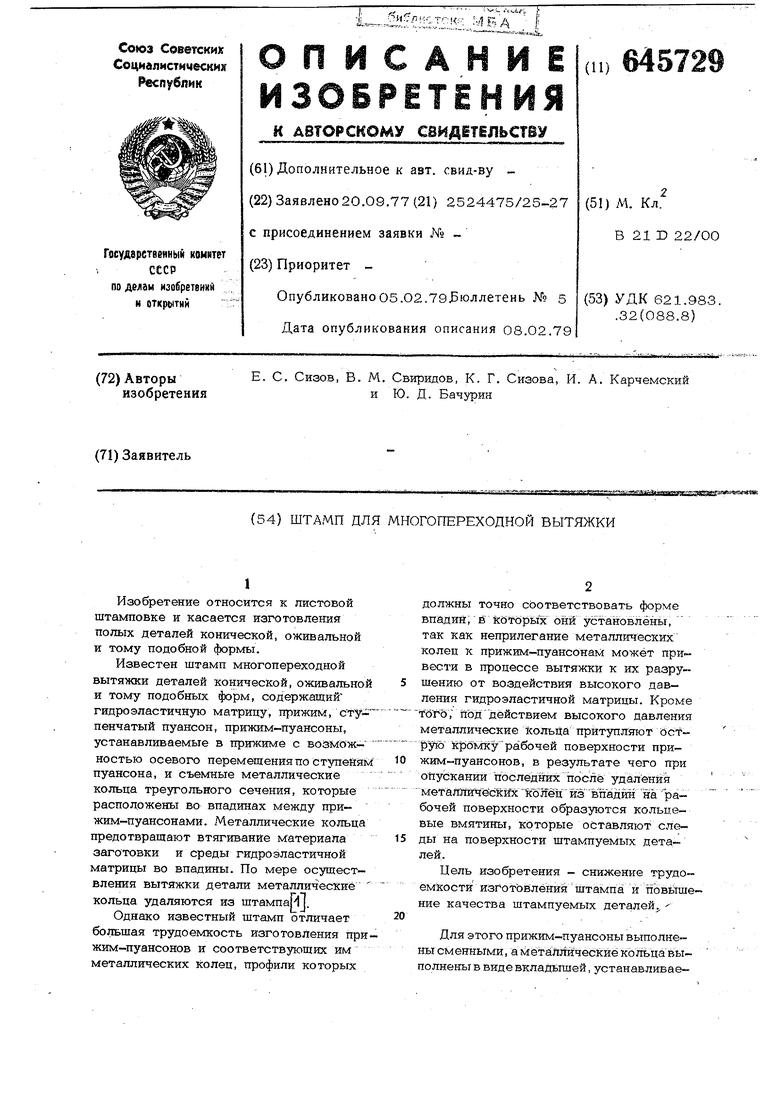
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для многопереходной вытяжки | 1976 |
|
SU593778A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| Штамп для гидромеханической вытяжки | 1978 |
|
SU740348A1 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Штамп для вытяжки деталей коробчатой формы | 1977 |
|
SU662204A1 |
| Штамп для вытяжки | 1988 |
|
SU1562043A1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1201024A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |