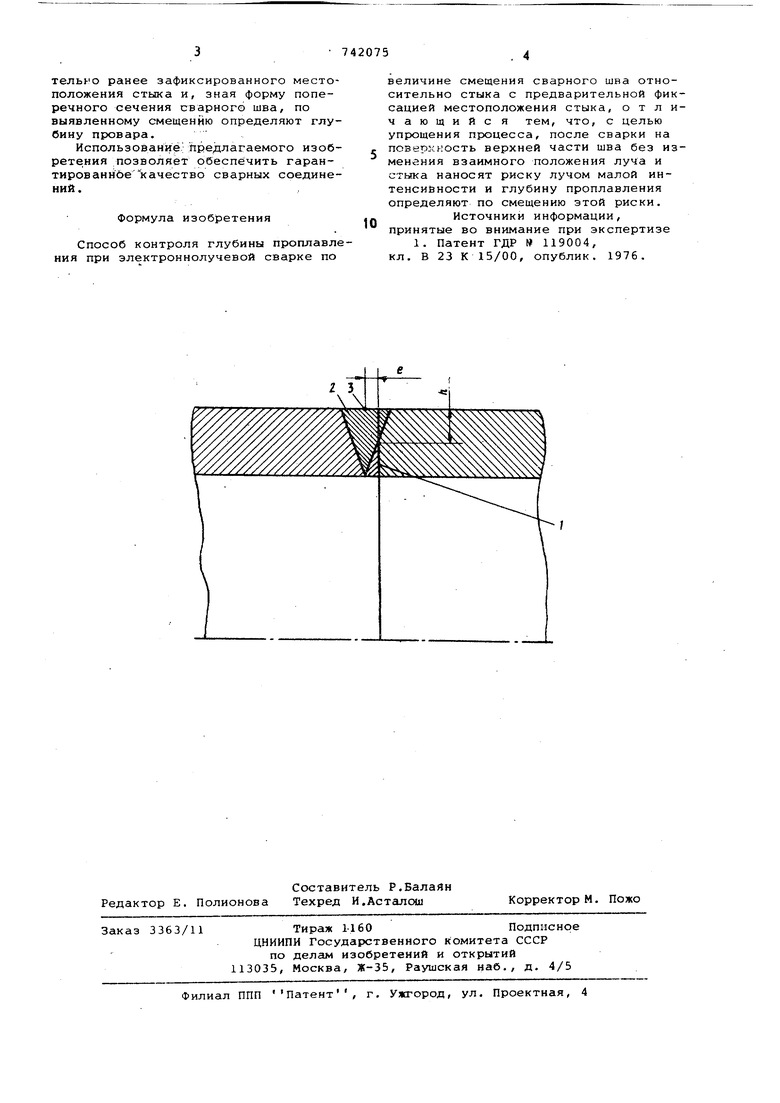
(54) СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКЕ Изобретение относится к области электроннолучевой сварки. Известен способ контроля глубинь. проплавления при электроннолучевой сварке по величине смещения сварног шва относительно стыка с предварительной фиксацией местоположения стыка 1. Недостатком этого способа являет ся СЛОЖНОСТЬ контроля глубины проплавления из-за необходимости нанес ния на поверхность изделия рисок ме ханическим путем. Целью изобретения является упрощ ние процесса контроля глубины проплавления. Это достигается тем, что после сварки на поверхность верхней части шва без изменения взаимного положеВИЯ луча и стыка наносят риску лучо малой интенсивности и глубину проплавления определяют по смещению этой риски. На чертеже показана схема осущес вления способа. На поверхности изделия со стыком 1 и швом 2 без изменения взаимного положения луча и стыка лучом малой интенсивности наносят риску 3. Определяют расстояние между риской 3 и стыком 1 и, зная поперечное сечение шва, определяют глубину проплавления h, что упрощает контроль глубины проплавления в результате отказа от дорогостоящей механической обработки. Способ осуществляют следующим образом. Проводят контроль глубины проплёшлений цилиндрического изделия электронным лучом со следующим режимом сварки: ускоряющее напряжение 40 кВ, ток луча 10 мА, ток фокусировки 565 мА, скорость сварки 1 об/мин, фокусное расстояние 50 мм. До сварки фиксируют расстояние от стыка до любой имеющейся на свариваемом изделии ПЛОСКОСТИ. После сварки без изменения относительного положения луча и стыка сосуда на сварный шов наносят риску электронным лучом при токе X, 2 мА, совершая полный оборот изделия. Так как электронным лучом малой интенсивности повторяют траекторию сварочного луча, риска оказывается точно по середине сварного шва. Затем линейным измерением определяют смещение в нанесенной риске относителькО ранее зафиксированного местоположения стыка и, зная форму поперечного сечения сварного шва, по выявленному смещению определяют глубину провара.
Использование;предлагаемого изобретения позволяет обеспечить гарантированй6е качество сварных соединений .
Формула изобретения
Способ контроля глубины проплавления при электроннолучевой сварке по
величине смещения сварного шва относительно стыка с предварительной фиксацией местоположения стыка, о т л ичающийс я тем, что, с целью упрощения процесса, после сварки на поверхность верхней части шва без изменения взаимного положения луча и стыка наносят риску лучом малой интенсийности и глубину проплавления определяют по смещению этой риски.
Источники информации, принятые во внимание при экспертизе
1. Патент ГДР № 119004, кл. В 23 К 15/00, опублик. 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СОВМЕЩЕНИЯ СВАРОЧНОГО ЛУЧА СО СТЫКОМ ПРИ СВАРКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1837470A1 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301136C2 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ ЦИРКОНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2254216C2 |
| Способ лучевой сварки | 1990 |
|
SU1815080A1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| СПОСОБ КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2495737C1 |
