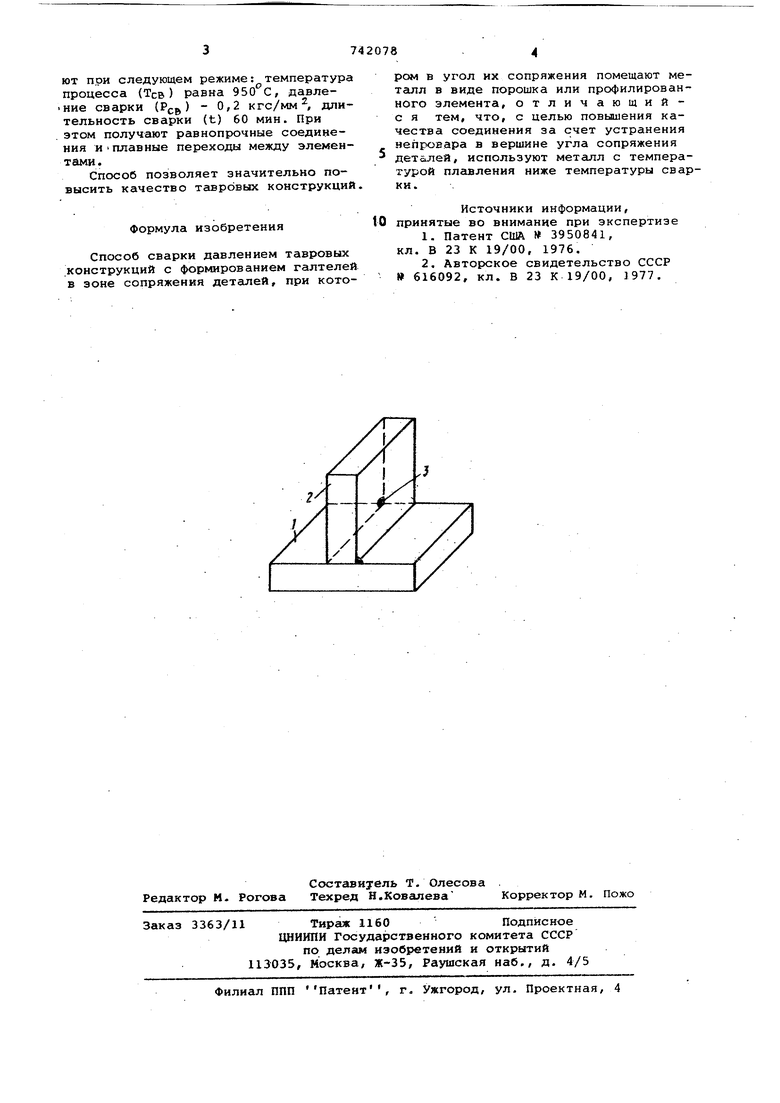
Изобретение касается технологии сварки давлением, в частности, тавр вых конструкций. Известен способ сварки давлением тавровых конструкций, при котором галтели между деталями конструкции получают за счет интенсивной пластической деформации кромок деталей 1 .Однако при таком способе вблизи кромок возникают дефекты. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ сва ки давлением тавровых конструкций с формированием галтелей в зоне сопряжения деталей, при котором в уго их сопряжения помещают металл в вид порошка или профилированного элемента 2 . Однако при таком способе часто имеют место непровары в вершине уг ла сопряжения деталей. Целью изобретения является повы шение качества сварного соединения за счет устранения непровара в верш не угла сопряжения деталей. Это достигается тем/ что исполь зуют металл с темпер.атурой плавлен ниже температуры сварки. . На чертеже дана схема осуществления способа. При сборке соединяемых деталей 1, 2 под сварку в углы сопряжения помещают металл или сплав 3 с температурой плавления на Ю-ЗО ниже температуры сварки. Металл или сплав должен обладать достаточно хорошей смачиваемостью в условиях, в KOTOpfcDC проводят сварку давлением. Таким образом, одновременно с процессом сварки происходит расплавление введенного в углы сопряжения мет&лла или сплава и заполнение углов сопряжения деталей тавровой конструкции жидким металлом за счет действия капиллярных сил. Жидкая фаза устраняет краевые дефекты, непровар в. вершине угла сопряжения и высокие параметр таврового соединения в условиях действия знакопеременных нагрузок. Пример осуществления способа. Предлагаемым способом получают тавровые соединения пластин размером 40x30x3 мм сплава ВТбч. Для образования жидкой фазы используют сплав следующего состава, %: Си 22, Zr 12, Ni В, остальное титан. Сплав имеет такие характеристики: Тр 920с; Сср 36-43 кг/мм. Сварку осуществляют при следующем режиме: температура процесса (Тсв) равна , давление сварки (РСВ ) 0/2 кгс/мм, длительность сварки (t) 60 мин. При этом получают равнопрочные соединения иПлавные переходы между элементами.
Способ позволяет значительно повысить качество тгшровых конструкций,
формула изобретения
Способ сварки давлением тавровых конструкций с формированием галтелей в зоне сопряжения деталей, при котором в угол их сопряжения помещают металл в виде порошка или профилированного элемента, отличающийс я тем, что, с целью повышения качества соединения за счет устранения непровара в вершине угла сопряжения дето1лей, используют металл с температурой плёшления ниже температуры сварки.
Источники информации, 0 принятые во внимание при экспертизе
1.Патент США 3950841, кл. В 23 К 19/00, 1976.
2.Авторское свидетельство СССР 616092, кл. В 23 К 19/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением с подогревом тавровых конструкций | 1984 |
|
SU1219298A2 |
| Способ изготовления тавровых конструкций диффузионной сваркой и устройство для его осуществления | 1978 |
|
SU749598A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Двухэлектродная горелка | 1985 |
|
SU1291323A1 |
| Способ изготовления тавровых изделийдиффузиОННОй СВАРКОй | 1979 |
|
SU823032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
