1
Изобретение относится к сварочному производству и может быть использовано в авиационной промышленности при изготовлении конструкций, в основе которых лежат Т-образные соединения .
Цель изобретения - повышение стабильности качества соединения и надежности конструкции.
На чертеже представлена конструкция свариваемых элементов.
Сущность способа заключается в следующем.
В промежуточном элементе 1, в поперечном с.ечении представляющем собой равнобедренную трапецию высотой не менее стенки тавра, в верхнем его основании вырезают продольный паз шириной, равной толщине стенки 2, и глубиной примерно 2/35 где S - толщина стенки, причем основанию паза придают цилиндрическую форму радиусом 1/2Б. Выбор радиуса равным половине толщины стенки обусловлен недопустимостью сохранения линии перелома сопрягаемых поверхностей в области зоны сварки, так как при сварке поверхностей под углом друг к другу в значительной мере вероятно образование дефектов типа непроваров, а распределение их по зоне сопряжения может явиться потенциальным концентратом напряжений при приложении эксплуатационных нагрузок. Угол при основании трапеции выбирают равным 40-50 . Выполне
. „о ние углов меньшими 40 приводит к
образованию непроваров вблизи кромок элемента вследствие недостаточного контактного давления. При выполнении углов большими 50 возникает опасность образования подрезов. Нижней части стенки 2 тавра, устанавливаемой в паз, придается цилиндрическая форма той же кривизны, что и в основании паза, Указанная величина кривизны поверхности обусловлена оптимальным распределением напряжений в зоне сопряжения плоских и криволинейных поверхностей при сварке.
Для улучшения условий сварки стенки тавра с боковыми поверхностями паза промежуточного элемента . (как и в случае прототипа) нижнее основание его, расположенное на полке тавра 3, может быть выполнено вогнутым по направлению к меньшему
,
2192982
основанию с неличиной прогиба по оси стенки ,1S .
Металлографический и расчетно- г.рафический анализ зоны сварки пока5 зал, что описываемая форма и размеры соединяемых элементов обеспечивают оптимальное распределение давления между стенкой и полкой тавра. Кроме того, исключается возможность
10 образования непроваров и подрезов в зоне соединения Деталей конструкции по сопрягаемым поверхностям благодаря устранению сопряжения по взаимно перпендикулярным поверхностям.
f5 Потеря устойчивости стенки при сварке предотвращается использованием технологической оснастки.
При необходимости (после сваркг) зона сопряжения полки тавра со стен20 кой может быть механически обработана с целью получения галтели нужной формы.
Пример. По предлагаемому способу получают тавровые соедине25 ния пластин размером 40x30x3 мм из титанового сплава ВТб. Промежуточный элемент, устанавливаемый в зону соединения, имеет следующие размеры: высота 3 мм, верхнее основание 3 мм,
30 угол к. 45, ширина паза 3 мм, глубина паза 2 мм, радиус кривизны основания паза и нижней части стенки 1,5 мм. Сварку вьтолняют по следую- режиму: давление Р 0,3кгс/мм
35 (3 Ша) в расчете на сечение стенки, температура сварки Т 930 С, длительность процесса t 90 мин. После сварки фрезеруют галтели радиусом 2,5 мм. При механических
40 испытаниях на отрыв стенки тавра с изгибом полки и малоцикловую усталость разрушение происходит по основному материалу. Испытания показали высокую надежность и работоспособ45 ность соединений.
Сравнительные исследования двух партий изделий показали, что технический эффект при сварке изделий по предлагаемому способу заключается
50 в повышении качества соединения. В изделиях, сваренных по известному способу, в углах паза промежуточного элемента во всех случаях обнаружены микродефекты в виде полостей,
55 а в изделиях, сваренных по предлагаемому способу, дефектов в зоне контакта стенки тавра и промежуточного элемента не обнаружено.
в(«40-50 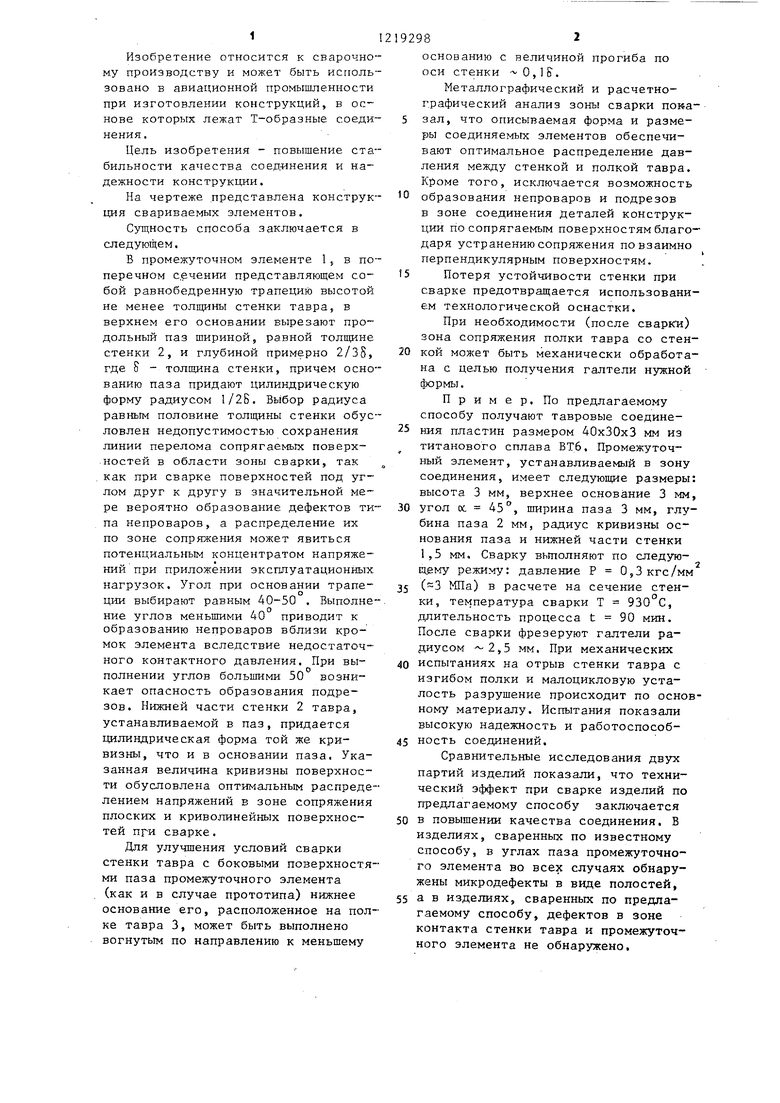
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тавровых конструкций диффузионной сваркой и устройство для его осуществления | 1978 |
|
SU749598A1 |
| Способ сварки давлением с подогревом тавровых конструкций | 1978 |
|
SU774861A1 |
| Способ изготовления тавровых изделийдиффузиОННОй СВАРКОй | 1979 |
|
SU823032A1 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Устройство для диффузионной сварки | 1978 |
|
SU679358A1 |
| Способ сварки тавровых соединений | 1984 |
|
SU1199526A1 |
| Способ сварки поперечного стыка фасонных профилей | 1977 |
|
SU740434A1 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |

| Патент США № 3547599, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ диффузионной сварки тавровых соединений | 1977 |
|
SU616092A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
