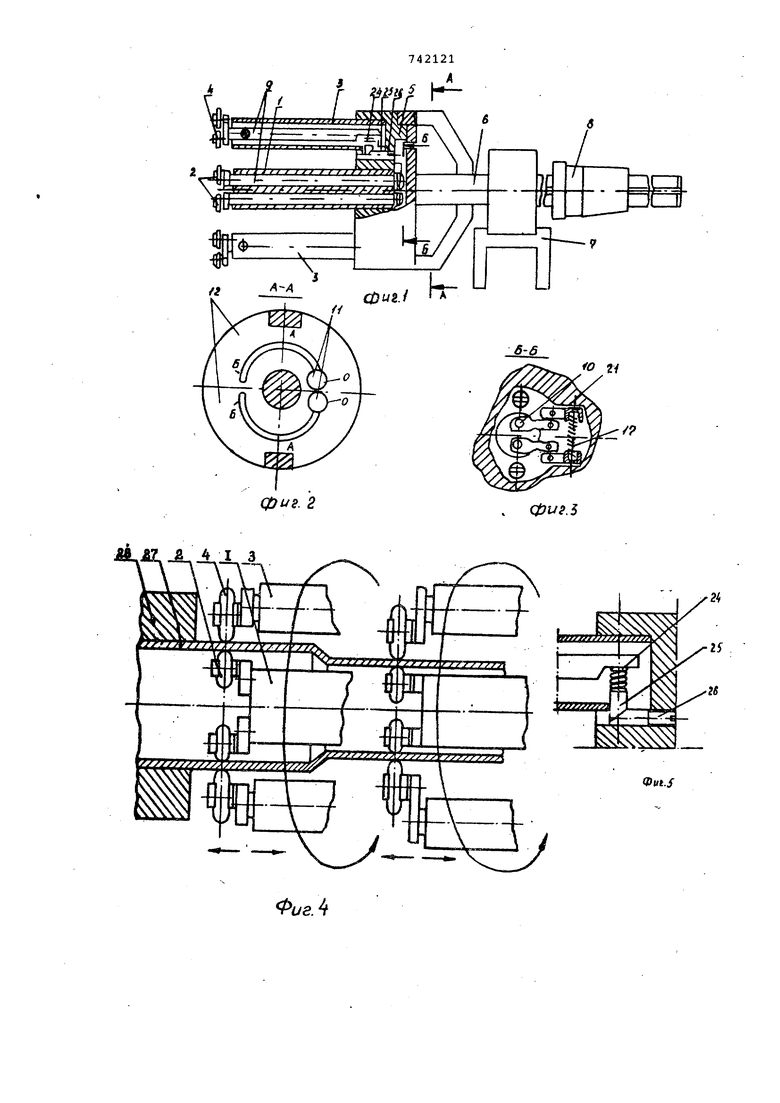
шкала планшайбы устройства, разрез А-А на фиг.1; на фиг. 3 - приспособление для создания усилия обкатки внутренней поверхности трубы, разрез Б-Б на фиг.2; на фиг.4 представлена рхема ббкатки трубы переменного диаметра с помощью предлагаемого устройства; на фиг. 5 - механизм создания усилия обкатки наружной поверхности; на фиг.б - механизм поворота и.создания усилия при работе внутренних поверхностей .
Устройство состоит из оправки 1, несущей два ролика 2, предназначенной для обработки внутренней поверхности трубы, и оправки 3, несущей ролики 4, предназначенной для обработки наружной поверхности трубы. Оправки закреплены на планшайбе 5, хвостовик 6 которой посредством вилки 7 соединяется с приспособлением 8 для закрепления его в патроне токарного станка.
Ролики 2 и 4 в оправках с помсяцью кривошипов установлены на торсионных валах 9, установленных на планшайбе с возможностью поворота посредством вилок 10 и рукоятки 11, при этом необходимый угол поворота фиксируют по шкале 12 задней поверхности планшайбы 5.
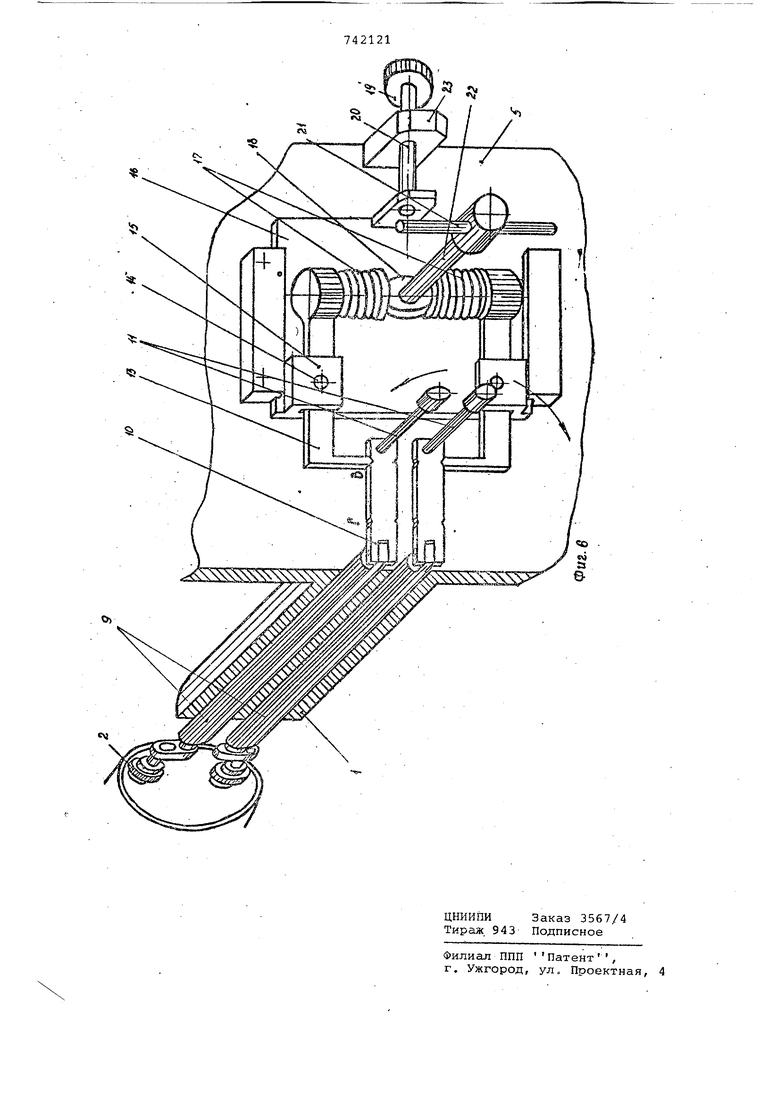
Механизм создания усилия обкатки внутренней поверхности состоит из фиксаторов 13, установленных на осях 14, вставленных в цапфы 15, и подвижного корпуса 16. Один конец каждого из фиксаторов 13 входит в паз на вилках ДО, на второй конец воздействует тарированная пружина 17. Сжатие пружины (при котором создается усилие обкатки) производят с помощью кулачка 18. Поворот кулачка осуществляют вращением ручки 19, при этом винт 20 перемещается вперед и воздействует на.рычаг 21, поворот которого приводит к повороту оси 22 кулачка. Винт 20 установлен в серьге 23 на корпусе планшайбы 5.
Механизм создания усилия обкатки наружной поверхности состоит из тарированных пружин 24, клиньев 25 и винтов 26.
Устройство работает следующим образом.
Перед началом процесса обкатки трубу 27 закрепляют в приспособлении 28, установленном на станине станка (фиг.4). Устройство с помощью приспособления 8 закрепляют в патроне сТанка, вилку 7 подшипника закрепл-яют в суппорте станка. Ролики 4 поворачивают и закрепляют таким образом, чтобы расстояние между их обрабатывающими поверхностями на 2-3 мм превышало наружный диаметр обкатываемой трубы. Ролики 2 повора.чивают с помощью рукоятки 11 и закрепляют в таком положении, чтобы оправка с роликом могла войти внутрь конца трубы, т.е. чтобы расстуяние между крайними точками обрабатывающих поверхностей роликов было меньше внутреннего диаметра трубы. Фиксаторы 13 при этом выведены из пазов вилок 10, что осуществляют предварительным перемещением корпуса 16 в направлении, перпендикулярном оси трубы.
Рукоятки 11 в этом случае находятся в положении О (фиг.2). После того.
как ролики подведены к началу зоны обкатки, осуществляют поворот роликов до касания стенок трубы, чему соответствует положение А рукояток 11 на шкале планшайбы. После этого корпус 16 перемещают в положение, в котором
5 фиксаторы 13 входят в пазы В вилок 1о, и с помощью ручки 19 поворачивают кулачок 18, сжимая пружины 17. Это приводит к созданию необходимого усилия обкатки внутренней поверхности участка трубы меньшего диаметра. После обкатки требуемой зоны снимают усилие обкатки, перемещают корпус 16, выводя из контакта фиксаторы 13 и вилки 10, и продвигают обкатник дальше до начала требуемой зоны обкатки трубы участка трубы большего диаметра. Далее вышеописанные операции повторяются, . отличие состоит только в том, что фиксаторы 13 вводятся в пазы Г вилок 10. Включают механизм вращения и продольной подачи станка и осуществляют первый проход обкатки требуемого участка трубы. В случае, если обкатку проводят за несколько проходов, в конце зоны обкатки включают реверс механизма продольной подачи станка и выполняют второй проход, затем таким же образом третий проход и т.д.
Формула изобретения
Устройство для одновременной обкатки наружной и внутреннейповерхностей труб, содержащее планшайбу с расположенными в ней держателями, несущими
деформирукщие ролики и механизм нагрухчения, отличающееся тем, что, с целью повышения качества обработки за счет выравнивания величин удельных давлений на наружной и
внутренней поверхностях, держатели выполнены в виде двух оправок, несущих валы, предназначенных для размещения роликов для наружной и внутренней обработки и установленных на планшайбе с возможностью поворота, при этом ролики для внутренней обработки установлены на оправке с эксцентриситетом относительно ее оси, а отношение диаметра ролика для наружной обработки к диаметру ролика для внутренней
обработки составляет 1,5-2,0.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 499100, кл. В 24 В 39/00, 1974.
фиг. 2
ФигЛ
. ф1/г5
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол с самоцентрирующей планшайбой | 1984 |
|
SU1227358A1 |
| Инерционный привод | 1986 |
|
SU1371844A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
| Устройство для резки труб переменного сечения | 1978 |
|
SU764877A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Установка для винтовой гибки изделий | 1985 |
|
SU1238829A2 |