ера и расположенных над ним двух лойадок, одна ;иэ которых располоена в вертикальной плоскости, а друая смонтирована с зазором и под; глом к первой и выполнена с проезями.
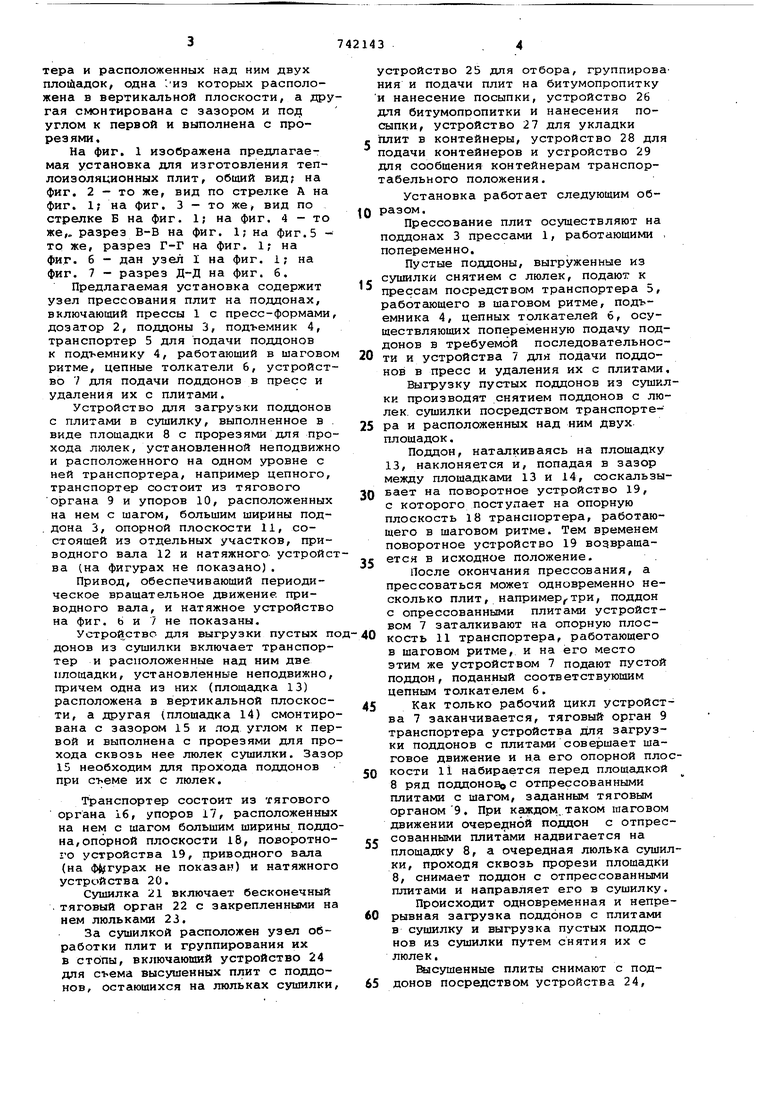
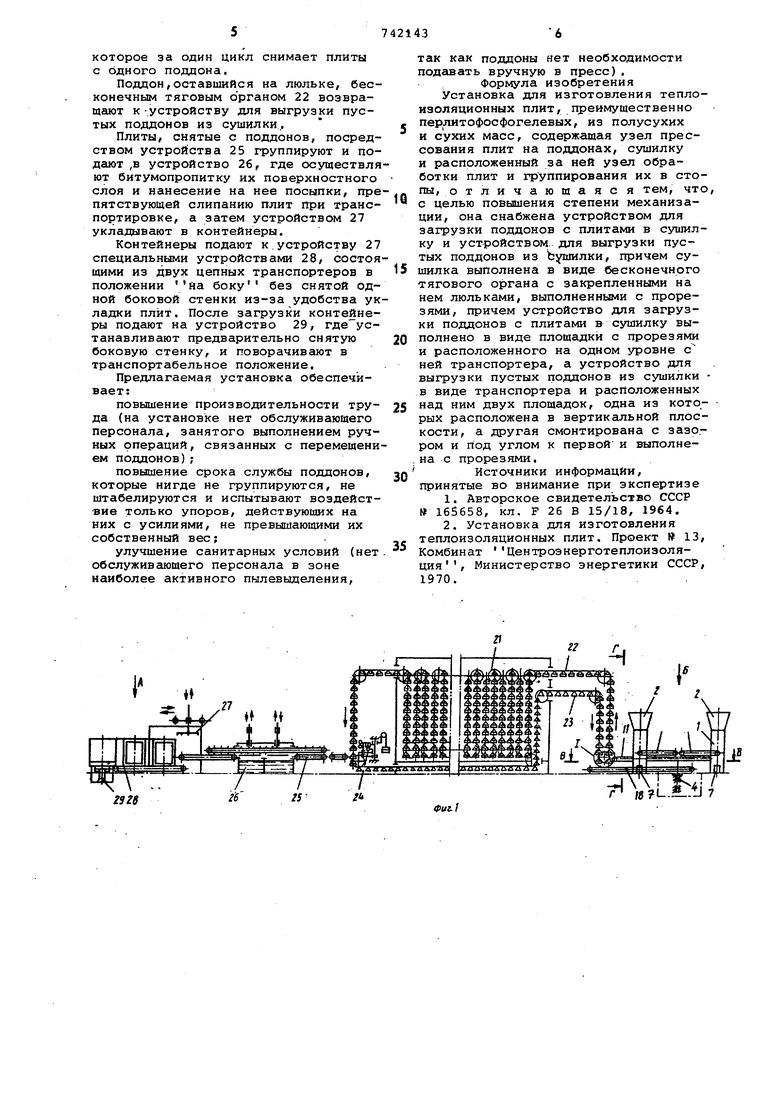
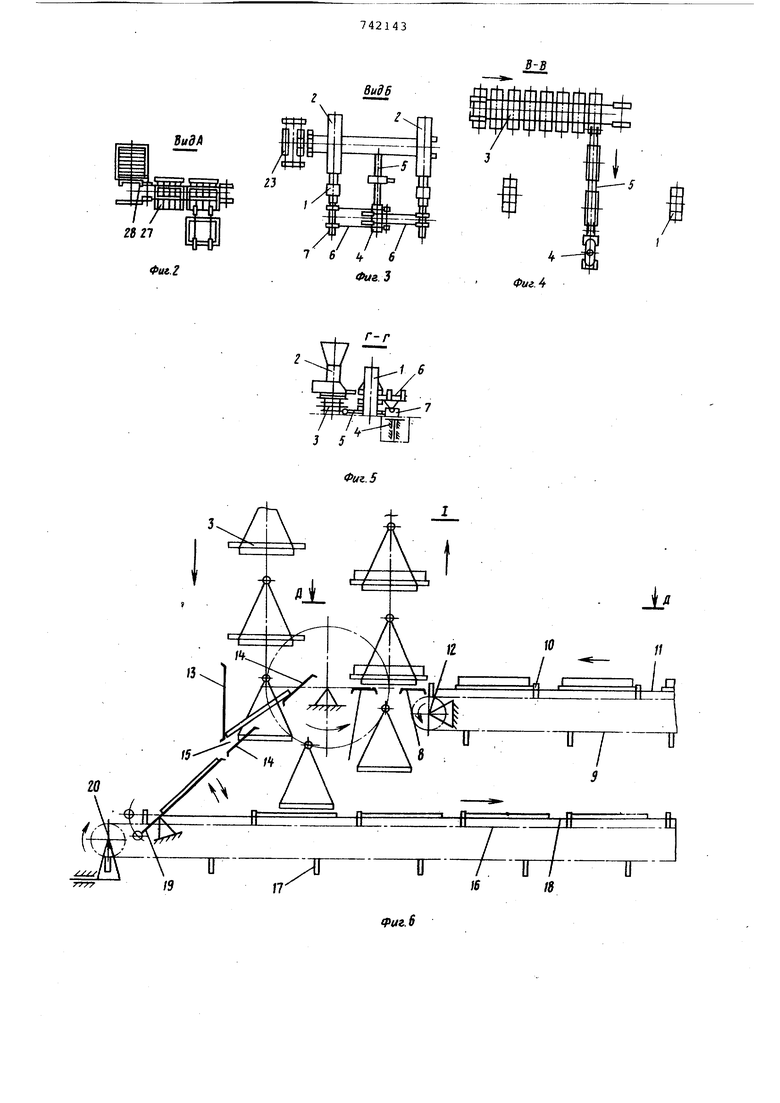
На фиг. 1 изображена предлагаеая установка для изготовления тепоизоляционных плит, общий вид; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид по стрелке Б на фиг. 1; на Фиг, 4 - то же,„ разрез В-В на фиг. 1; на фиг.5 то же, разрез Г-Г на фиг. 1; на фиг. б - дан узел I на фиг. 1; на фиг. 7 - разрез Д-Д на фиг. 6.
Предлагаемая установка содержит узел прессования плит на поддонах, включающий прессы 1 с пресс-формами, дозатор 2, поддоны 3, подъемник 4, транспортер 5 для подачи поддонов к подъемнику 4, работающий в шаговом ритме, цепные толкатели 6, устройство 7 для подачи поддонов в пресс и удаления их с плитами.
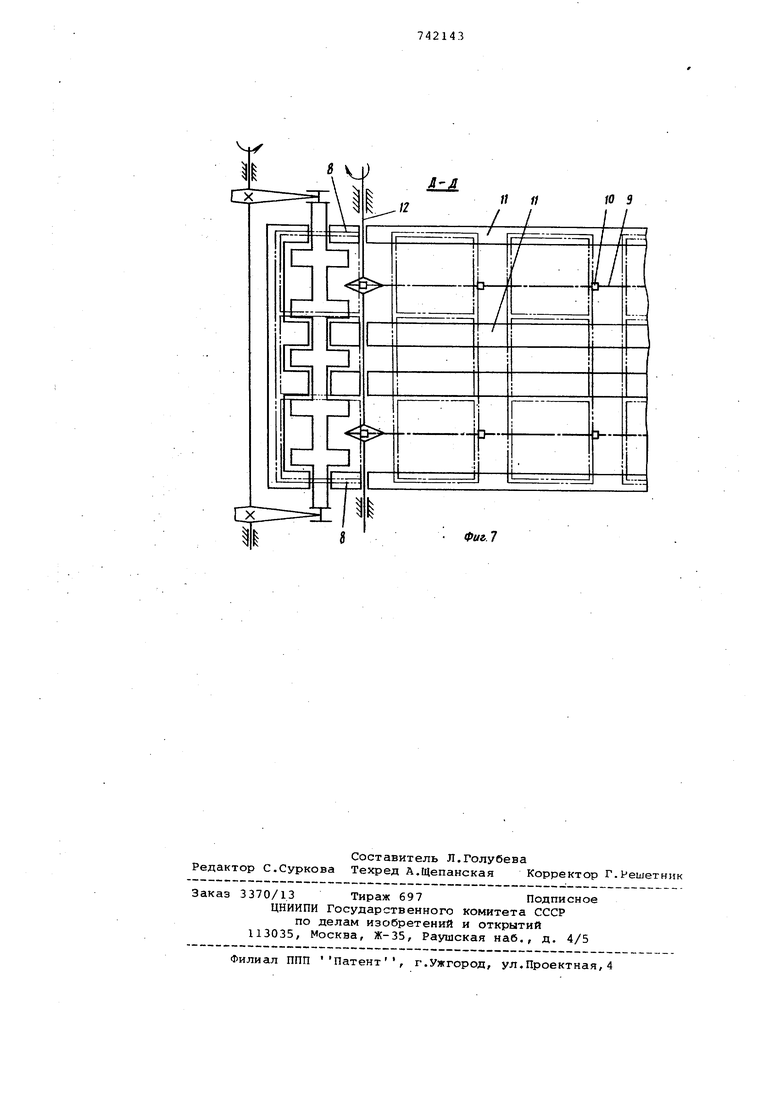
Устройство для загрузки поддонов с плитами в сушилку, выполненное в . виде площадки 8 с прорезями для прохода люлек, установленной неподвижно и расположенного на одном уровне с ней транспортера, например цепного, транспортер состоит из тягового органа 9 и упоров 10, расположенных на нем с шагом, большим ширины поддона 3, опорной плоскости 11, состоящей из отдельных участков, приводного вала 12 и натяжного- устройства (на фигурах не показано).
Привод, обеспечивающий периодическое вращательное движение приводного вала, и натяжное устройство на фиг. ь и 7 не показаны.
Устройство для выгрузки пустых поддонов из сушилки включает транспортер и расположенные над ним две площадки, установленные неподвижно, причем одна из них (площадка 13) расположена в вертикальной плоскости, а другая (плошадка 14) смонтирована с зазором 15 и под углом к первой и выполнена с прорезями для прохода сквозь нее люлек сушилки. Зазор 15 необходим для прохода поддонов при съеме их с люлек.
Транспортер состоит из тягового органа 16, упоров 17, расположенных на нем с шагом большим ширины поддона, опорной плоскости 18, поворотного устройства 19, приводного Bcuia (на Ф4;гурах не показан) и натяжного устройства 20.
Сушилка 21 включает бесконечный . тяговый орган 22 с закрепленными на нем люльками 23.
За сушилкой расположен узел обработки плит и группирования их в стопы, включающий устройство 24 для съема высушенных плит с поддонов, остающихся на люльках сушилки.
устройство 25 для отбора, группирова ния и подачи плит на битумопропитку и нанесение посыпки, устройство 26 для битумопропитки и нанесения посыпки, устройство 27 для укладки с плит в контейнеры, устройство 28 для подачи контейнеров и устройство 29 для сообщения контейнерам транспортабельного положения.
Установка работает следующим образом.
Прессование плит осуществляют на поддонах 3 прессами 1, работающими , попеременно.
Пустые поддоны, выгруженные из - сушилки снятием с люлек, подают к прессам посредством транспортера 5, работающего в шаговом ритме, подъемника 4, цепных толкателей 6, осуществляющих попеременную подачу поддонов в требуемой последовательности и устройства 7 для подачи поддонов в пресс и удаления их с плитами.
Выгрузку пустых поддонов из сушилки производят снятием поддонов с люлек, сушилки посредством транспортера и расположенных над ним двух площадок.
Поддон, наталкиваясь на площадку 13, наклоняется и, попадая в зазор между площадками 13 и 14, соскальзыQ вает на поворотное устройство 19, с которого постула-ет на опорную плоскость 18 транспортера, работающего в шаговом ритме. Тем временем поворотное устройство 19 водвраща5 ется в исходное положение.
После окончания прессования, а прессоваться может одновременно несколько плит, например три, поддон с спрессованными плитами устройством 7 заталкивают на опорную плоскость 11 транспортера, работающего в шаговом ритме, и на его место этим же устройством 7 подают пустой поддон, поданный соответствующим цепным толкателем 6.
5 Как только рабочий цикл устройства 7 заканчивается, тяговый орган 9 транспортера устройства для загрузки поддонов с плитами сове зшает шаговое движение и на его опорной плоскости 11 набирается перед площадкой 8 ряд поддоновос отпрессованными плитами с шагом, згщанным тяговым органом9. При каждом.таком шаговом движении очередной поддон с отпрессованными плитами надвигается на
площадку 8, а очередная люлька сушилки, проходя сквозь прорези площадки 8, снимает поддон с отпрессованными плитами и направляет его в сушилку. Происходит одновременная и непрерывная загрузка поддонов с плитами в сушилку и выгрузка пустых поддонов И.З сушилки путем снятия их с люлек,
йдсушенные плиты снимают с поддонов посредством устройства 24,
которое за один цикл снимает плиты с одного поддона.
Поддон,оставшийся на люльке, бесконечным тяговым органом 22 возвращают к -.устройству для выгрузки пустых поддонов из сушилки.
Плиты, снятые с поддонов, посредством устройства 25 группируют и подают ,в устройство 26, где осуществляют битумопропитку их поверхностного слоя и нанесение на нее посыпки, препятствующей слипанию плит при транспортировке, а затем устройством 27 укладывают в контейнеры.
Контейнеры подают к.устройству 27 специальными устройствами 28, состоящими из двух цепных транспортеров в положении йа боку без снятой одной боковой стенки из-за удобства укладки плит. После загрузки контейнеры подают на устройство 29, где устанавливают предварительно снятую боковую стенку, и поворачивают в транспортабельное положение.
Предлагаемая установка обеспечивает:
повышение производительности труда (на установке нет обслуживающего персонала, занятого выполнением ручных операций, связанных с перемещением поддонов);
повышение срока службы поддонов, которые нигде не группируются, не штабелируются и испытывают воздействие только упоров, действующих на них с усилиями, не превышающими их собственный вес;
улучшение санитарных условий (нет обслуживающего персонала в зоне наиболее активного пылевыделения.
так как поддоны нет необходимости подавать вручную в пресс).
Формула изобретения Установка для изготовления теплоизоляционных плит, преимущественно пермтофосфогелевых, из полусухих и сухих масс, содержащая узел прессования плит на поддонах, сушилку и расположенный за ней узел обработки плит и группирования их в стопы, отличающаяся тем, что, с целью повышения степени механизации, она снабжена устройством для загрузки поддонов с плитами в сушилку и устройством., для выгрузки пустых поддонов из Ъушилки, причем сушилка выполнена в виде бесконечного тягового органа с закрепленными на нем люльками, выполненными с прорезями, причем устройство для загрузки поддонов с плитами в сушилку выполнено в виде площадки с прорезями и расположенного на одном уровне с ней транспортера, а устройство для выгрузки пустых поддонов из сушилки в виде транспортера и расположенных над ним двух площадок, одна из кото- рых расположена в вертикальной плоскости, а другая смонтирована с зазо,ром и под углом к первой и выполнена с прорезями.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 165658, кл. F 26 В 15/18, 1964.
2.Установка для изготовления теплоизоляционных плит. Проект № 13, Комбинат Центроэнерготеплоизоляция, Министерство энергетики СССР, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПИЩЕВЫХПРОДУКТОВ | 1970 |
|
SU423450A1 |
| Агрегат для нанесения и высушивания клеевой пленки на деталях низа обуви | 1976 |
|
SU766573A1 |
| Устройство для межоперационного транспортирования детален к станкам | 1941 |
|
SU66996A1 |
| Устройство для укладки хлеба в контейнер | 1982 |
|
SU1191049A1 |
| Устройство для загрузки и разгрузки многослойных прессов | 1935 |
|
SU54757A1 |
| Линия для подачи хлебобулочных изделий и их укладки на полки многоярусных контейнеров | 1989 |
|
SU1630746A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ КАМЕРА ДЛЯ ОХЛАЖДЕНИЯ | 1969 |
|
SU247339A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
| Устройство для погрузки на полочные вагонетки камерных сушил пустотелых керамических блоков | 1951 |
|
SU95524A1 |
SudA
Видб
Фиг A
Фи&.7
