Изобретение относится к способу изготовления металлической структуры, в частности элемента с сотовой структурой каталитического нейтрализатора, предпочтительно каталитического нейтрализатора отработанных газов двигателя внутреннего сгорания, состоящей из по крайней мере на некоторых участках структурированных свернутых в рулон, скрученных или уложенных слоями металлических листов.
Металлические структуры, в частности элемент с сотовой структурой, состоящие из гладких и структурированных металлических листов, известны, например, из описания патентов DE 2924592 A1 и DE 3634235 C2. В этих конструкциях гладкие и гофрированные листы набирают в пакеты, попеременно чередуя их.
Отдельные металлические листы по крайней мере на некоторых участках спаивают между собой. Из патента DE 2924592 известен способ изготовления элемента с сотовой структурой, состоящий в том, что гладкую и гофрированную металлические ленты свертывают в рулон, получая многослойную конструкцию, при этом между слоями с помощью накатного устройства, снабженного валками, наносят припой либо в виде сплошных полосок на гладкую ленту, либо, соответственно, на вершины гофр гофрированной ленты, и затем в печи этот припой расплавляют.
Другие способы спаивания такого элемента с сотовой структурой подробно описаны в международной заявке WO 89/11938, при этом в соответствии с существующим уровнем техники все способы спаивания включают на заключительной стадии процесс пайки в печи. Такой процесс пайки по большей части осуществляют в вакууме, причем значительные затраты времени (например, 6 часов) на создание вакуума и на нагрев обусловливают в настоящее время очень продолжительные производственные циклы, а достигаемая при этом производительность является только очень небольшой.
Из описания патента DE 2947694 A1 известен способ изготовления металлической структуры, в частности элемента с сотовой структурой каталитического нейтрализатора для очистки отработанного газа двигателей внутреннего сгорания, состоящего из свернутой металлической ленты, причем в этом способе гофрированную металлическую ленту в местах ее соприкосновения с гладкой металлической лентой и при необходимости с кожухом, в который заключены обе металлические ленты, соединяют путем спекания в единый конструктивный элемент. Спекание осуществляют за одну стадию, на которой проводят термообработку при температуре, находящейся ниже точки плавления материала металлической структуры. Последующая термическая обработка на дополнительной стадии процесса, например, отжиг для снятия напряжений, оказывается излишней.
Наиболее близким аналогом является способ и устройство для вакуумной пайки элементов металлической структуры по патенту DE 2908829 C3, согласно которому производят вакуумную очистку элемента в очистительной камере, перемещение его в камеру обработки и соединение листов элемента в вакууме.
Задачей настоящего изобретения является создание способа, который позволяет повысить производительность при соединении металлических структур, в частности элементов с сотовой структурой. Кроме того, способ должен быть более выгоден в энергетическом отношении по сравнению с известными на сегодняшний день способами изготовления. Кроме того, поверхность структуры по своим свойствам должна быть хорошо подготовлена для последующего покрытия тонким керамическим слоем и каталитически активным материалом.
Эта задача решается с помощью способа согласно пункту 1 формулы изобретения. Предпочтительные варианты осуществления являются предметом зависимых пунктов формулы изобретения.
Способ по изобретению заключается в том, что структуру сначала подвергают очистке в очистительной камере под вакуумом. Нагревают ее до заданной температуры. Для устранения многих загрязнений на внешней поверхности, которые впоследствии не будут приводить к загрязнению собственно камеры для обработки, соответственно не будут препятствовать процессу соединения, достаточным может оказаться пониженное давление. После проведенной очистки структуру перемещают в камеру для обработки, в которой осуществляют процесс соединения. После завершения процесса соединения структуру перемещают в камеру для охлаждения, где охлаждают до заданной температуры. По достижении этой заданной температуры охлаждения структуру удаляют из камеры для охлаждения и подают на дальнейшую обработку. Следует отметить, что, хотя до сих пор речь шла только об одной структуре, очевидно, что каждые отдельные стадии процесса можно осуществлять с большим количеством структур.
Очистку структуры осуществляют под вакуумом. Преимущество такой методики состоит в том, что при понижении давления в очистительной камере налипшие в камере для обработки загрязнения частично быстро испаряются и могут при этом уносить с собой другие загрязнения, благодаря чему достигается высокое качество поверхности, хорошо подготовленной для дальнейшего процесса соединения.
Преимущество очистки структуры под вакуумом заключается также в том, что примыкающую к очистительной камере камеру для обработки не нужно заново полностью вакуумировать для каждой помещаемой в эту камеру партии конструкций, так как камера для обработки соединена либо посредством шлюза, либо непосредственно с очистительной камерой. За камерой для обработки установлена камера для охлаждения, в которой структуру охлаждают до заданной температуры. Благодаря такому проведению способа можно повысить производительность, так как отдельные стадии процесса осуществляют последовательно, т.е. в то время, когда камера для обработки загружена одной партией, в очистительной камере обрабатывают предыдущую партию, а в камере для очистки последующую партию. Камера для обработки также не контактирует с окружающей атмосферой, поэтому камеру для обработки не нужно каждый раз вакуумировать заново. Кроме того, в камеру для обработки не попадает никаких загрязнений.
Нагрев элемента в очистительной камере производят предпочтительно до температуры приблизительно 200oC. Преимущество нагрева состоит в том, что, во-первых, ускоряется процесс очистки, а, во-вторых, может быть сокращено время пребывания структуры в камере для обработки, так как структуру в этом случае нужно нагревать не от температуры окружающей среды до температуры, при которой осуществляется соединение, а от более высокой температуры.
Очистительную камеру предпочтительно продувать инертным газом. В качестве инертного газа можно применять технически чистый аргон.
Продувку очистительной камеры осуществляют нагретым инертным газом. Преимущество этого заключается в том, что при прохождении инертного газа через структуру последняя прогревается более равномерно, чем с помощью системы подогрева, установленной на стенках очистительной камеры.
Было установлено, что процесс в очистительной камере предпочтительно проводить при пониженном давлении от 10-3 до 10-6, особенно предпочтительно при приблизительно 10-5 бар.
Соединение металлических листов может быть осуществлено с использованием или без использования вспомогательных материалов. При этом соединение отдельных металлических листов можно предпочтительно осуществлять пайкой или спеканием.
Процесс пайки или спекания в камере для обработки осуществляют при температуре, регулируемой в зависимости от применяемых материалов. Температуру в камере для обработки сначала повышают до первой температуры выдержки и поддерживают на этом уровне в течение определенного времени. При этом достигается равномерное распределение температуры в партии и соответственно в каждой структуре. Затем температуру в камере для обработки повышают до второй температуры выдержки. Температуру в камере для обработки поддерживают на этом втором уровне в течение определенного времени. Затем температуру в камере для обработки повышают до температуры, превышающей 1200oC, что необходимо для осуществления соединения, и поддерживают на этом уровне в течение определенного времени.
После завершения процесса соединения температуру в камере для обработки понижают. Понижение температуры можно осуществлять за счет того, что камеру для обработки открывают на большой площади со стороны камеры для охлаждения и/или очистительной камеры. При этом камера для обработки вследствие теплового излучения отдает тепло камере для охлаждения и/или очистительной камере. За счет этого процесс охлаждения может быть сокращен приблизительно на 15 минут. При этой температуре партию структур перемещают из камеры для обработки в камеру для охлаждения. В камере для охлаждения структуры охлаждают, вводя инертный газ. Одновременно с подводом инертного газа на структурах образуется оксидный слой. Структуры охлаждают в камере для охлаждения приблизительно до 150oC и затем удаляют из этой камеры.
Стадией, определяющей время производства, является стадия, проводимая в камере для обработки. Время пребывания партии в форкамере и соответственно в камере для охлаждения может быть меньше, чем в камере для обработки, так что продолжительность загрузки и выгрузки не удлиняет продолжительности цикла всего процесса изготовления.
Другие преимущества и отличительные особенности способа по изобретению описаны на примере предпочтительного варианта осуществления, которым, однако, изобретение не ограничено. При этом на чертежах изображено:
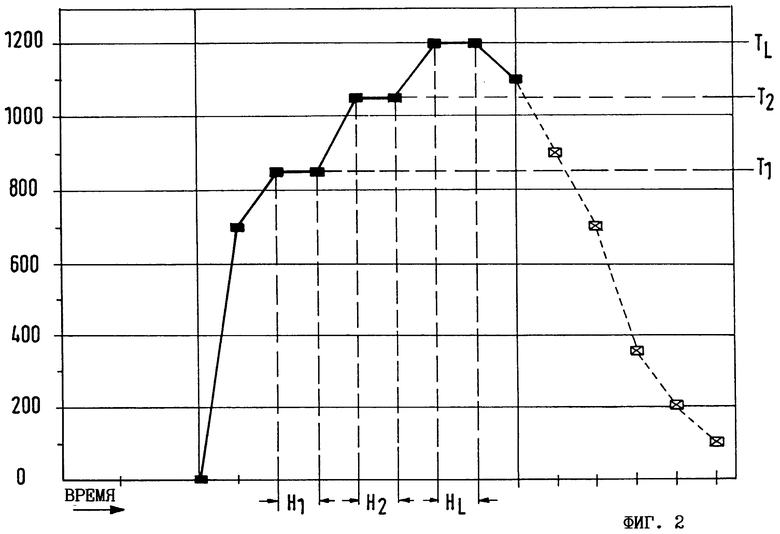
на фиг. 1 - схема устройства для осуществления способа и
на фиг. 2 - график временной зависимости температуры в вакуумной печи для плавления.
Устройство для осуществления способа изготовления элемента с сотовой структурой каталитического нейтрализатора включает очистительную камеру 2, камеру 3 для обработки и камеру 4 для охлаждения. Очистительная камера 2 имеет цилиндрический корпус, который выполнен в виде кожуха с двойными стенками. В кольцевое пространство между двойными стенками кожуха по линии 5 подачи подводится рабочая среда, которая отводится по линии 6. В качестве рабочей среды может использоваться вода. С помощью этой среды можно нагревать и соответственно охлаждать очистительную камеру.
Очистительная камера 2 имеет дверцу 7 загрузочного окна, которая герметично закрывает очистительную камеру 2.
Очистительная камера 2 соединена с камерой 3 для обработки промежуточным корпусом 8 с дверцей. В промежуточном корпусе 8 имеется не изображенная на чертеже более подробно дверца, которая отделяет очистительную камеру 2 от камеры 3 для обработки. Дверца может быть выполнена в виде задвижки. Дверца уплотнена таким образом, чтобы исключить потерю вакуума в окружающее пространство.
Внутри очистительной камеры 2 предусмотрено внутреннее устройство для транспортировки, с помощью которого установленная на поддоне партия элементов 1 с сотовой структурой может перемещаться из очистительной камеры 2 в камеру 3 для обработки. Устройство для транспортировки может представлять собой, например, трехзубые загрузочные вилы, которые перемещаются горизонтально с помощью бесступенчатого гидравлического привода. Поддон выполнен из графита с керамическим покрытием. Отдельные элементы с сотовой структурой устанавливают на поддон вертикально на фасонных деталях, которые также выполнены из графита, покрытого слоем керамики. Такой поддон имеет устойчивую форму и обладает термостойкостью. Керамическое покрытие защищает графит также от истирания.
Дверца между очистительной камерой 2 и камерой 3 для обработки может подниматься и опускаться гидропневматически. Прижимной механизм, обеспечивающий уплотнение, установлен со стороны форкамеры.
Камера 3 для обработки имеет сменные электрические нагревательные элементы, которые предпочтительно устанавливают в нескольких зонах. Камера 3 для обработки имеет внутреннюю камеру, которая окружена корпусом этой камеры 3. Между внутренней камерой камеры 3 для обработки и корпусом по подводящей линии 9 и отводящей линии 10 может быть подведена охлаждающая среда, благодаря чему происходит охлаждение камеры 3 для обработки.
К камере 3 для обработки примыкает камера 4 для охлаждения, которые соединены между собой посредством промежуточного корпуса 11 с дверцей. Камера 4 для охлаждения имеет цилиндрический корпус, который выполнен двустенным и который охлаждают, соответственно нагревают с помощью рабочей среды. Камера 4 для охлаждения может быть изолирована от окружающей среды с помощью разгрузочной дверцы 12. При открытии и закрытии разгрузочная дверца 12 сдвигается в сторону с помощью электропривода.
В промежуточном корпусе 11 имеется промежуточная дверца, не изображенная детально, которая может подниматься или опускаться, например, с помощью гидропневматического привода.
Каждая камера имеет соответственно устройство для создания вакуума. Устройство включает клапан 13, диффузионный насос 14 и насосный агрегат 15, состоящий из форвакуумного насоса 15a и ротационного насоса Рута 15b.
В представленном примере осуществления очистительная камера 2, камера 3 для обработки и камера 4 для охлаждения соединены насосной линией 16 с насосным агрегатом 17. В линиях 16a, 16b и 16c установлен клапан 18. Насосный агрегат 17 служит для быстрого предварительного вакуумирования камер до начального давления соответствующего высоковакуумного насосного агрегата, а также для откачки значительных объемов газа при нагревании партии.
На чертеже не изображены измерительные устройства, контролирующие уровень вакуума.
Загрузку и разгрузку устройства осуществляют, например, с помощью загрузочного устройства. Для этого открывают загрузочную дверцу 7 и в очистительную камеру 2 загружают партию элементов 1 с сотовой структурой. Затем закрывают загрузочную дверцу 7. Дверца между очистительной камерой и камерой для обработки, а также дверца между камерой 3 для обработки и камерой 4 для охлаждения закрыты. Клапана 13 закрыты. Открывают клапан 17 и с помощью насосного агрегата 18 создают вакуум в камерах 2, 3 и 4. По достижении в камерах предварительного разрежения клапан 17 закрывают и открывают клапан 13 в вакуумной линии 19, ведущей к очистительной камере 2. С помощью диффузионного насоса 14, а также насосного агрегата 15 в форкамере 2 создают глубокий вакуум.
Партия элементов 1 с сотовой структурой остается в очистительной камере до завершения процесса очистки. Перед созданием вакуума очистительная камера 2 может быть продута инертным газом.
По завершении процесса очистки открывают дверцу в промежуточном корпусе 8 и партию перемещают из очистительной камеры 2 в камеру 3 для обработки с помощью внутреннего устройства для транспортировки. Дверцу в промежуточном корпусе 8 закрывают. Клапан в вакуумной линии 19 также закрыт. После этого очистительную камеру 2 можно загружать снова.
В соответствии с управлением температурным режимом изменяют температуру в камере 3 для обработки. На фиг. 2 представлена зависимость температуры от времени.
По достижении в камере 3 для обработки температуры TV, при которой осуществляется соединение, и поддержания ее на этом уровне в течение промежутка времени HV открывают дверцу в промежуточном корпусе 11 и с помощью внутреннего устройства для транспортировки перемещают партию в камеру 4 для охлаждения. В этой камере 4 создают вакуум, который практически соответствует вакууму в камере для обработки. После выгрузки партии из камеры 3 для обработки дверцу в промежуточном корпусе 11 закрывают. По подводящей и отводящей линиям соответственно 20 и 21 в двустенный корпус камеры 4 для охлаждения вводят охлаждающую среду и за счет этого охлаждают партию элементов 1 с сотовой структурой.
После достижения выходной температуры TA открывают разгрузочную дверцу 12 камеры 4 для охлаждения и выгружают партию из камеры 4. В то же время температуру печи для плавления понижают до входной температуры TE. После выгрузки партии камеру 4 для охлаждения закрывают и вновь вакуумируют.
На фиг. 2 в качестве примера приведена временная зависимость температуры в камере для обработки, а также в камере для охлаждения. Камеру для обработки нагревают до температуры TE. При этой температуре партию из форкамеры перемещают в камеру для обработки. Температуру в камере для обработки повышают до первой температуры выдержки T1 Скорость, с которой достигают этой температуры, зависит от мощности нагревающего устройства камеры для обработки. Камеру для обработки выдерживают при температуре T1 в течение промежутка времени H1. В течение этого времени в камере для обработки происходит выравнивание температуры. Затем температуру в камере для обработки повышают до второй температуры выдержки T2 и поддерживают на этом уровне в течение промежутка времени H2. В завершение температуру в камере для обработки повышают до температуры, при которой происходит соединение и которая может превышать 1200oC. Процесс в камере для обработки проводят при этой температуре TV в течение промежутка времени HV. По истечении времени HV прекращают нагревание камеры для обработки и открывают дверцу в камеру для охлаждения. Благодаря этому температура в камере для обработки быстро понижается до температуры T3. На фиг. 2 штриховой линией показано изменение температуры в камере для охлаждения. Изменение температуры в камере для охлаждения не регулируется. Оно реализуется за счет подвода защитного газа и перемешивания защитного газа в камере для охлаждения с помощью вентилятора. По достижении температурой в камере для охлаждения значения приблизительно 150oC партию можно выгружать.
Перечень обозначений
1 Структура
2 Очистительная камера
3 Камера для обработки
4 Камера для охлаждения
5 Подводящая линия
6 Отводящая линия
7 Загрузочная дверца
8 Промежуточный корпус с дверцей
9 Подводящая линия
10 Отводящая линия
11 Промежуточный корпус с дверцей
12 Разгрузочная дверца
13 Клапан
14 Диффузионный насос
15 Насосный агрегат
15a Насосный агрегат
15b Ротационный насос Рута
16 Насосная линия
16a, b, c Линия
17 Насосный агрегате
Способ может быть использован при изготовлении элемента с сотовой структурой, в частности для каталитического нейтрализатора. Элемент состоит из структурированных по крайней мере на некоторых участках, свернутых в рулон, скрученных или уложенных слоями металлических листов. Элемент вакуумируют в очистительной камере. Перемещают в камеру обработки. Осуществляют процесс соединения пайкой или спеканием. Перемещают элемент в камеру охлаждения. Охлаждают в камере охлаждения до заданной температуры. Способ предпочтительно осуществляют в трехкамерном устройстве. Способ обеспечивает сокращение производственного цикла, рациональное использование энергии и благоприятное воздействие на внешнюю поверхность элемента с сотовой структурой. 2 с. и 12 з. п.Ф-лы, 2 ил.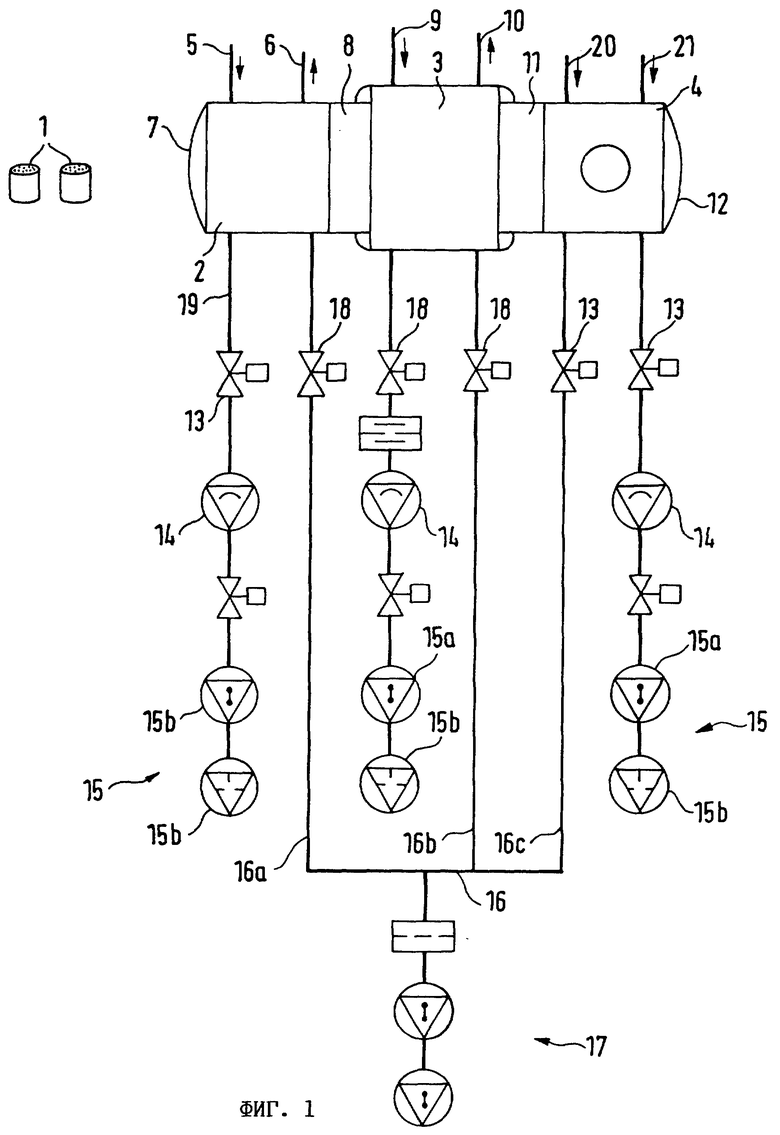
| DE 2908829 C3, 18.04.91 | |||
| Устройство для вакуумной пайки | 1984 |
|
SU1225728A1 |
| Способ пайки сотовых панелей | 1987 |
|
SU1445877A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| DE 2947694 A1, 03.09.81 | |||
| US 3756489 A, 04.09.73. | |||

