Изобретение относится к области сварки плавлением и может быть использовано при изготовлении сварных конструкций в различных отраслях машиностроения.
Известен способ сварки пластичных металлов путем сдвига одной детали относительно другой при приложении силы нормального давления по отношению к плоскости стыка совместно с силой, вызывающей сдвиг и направленной вдоль плоскости стыка 1.
Недостатком устройства является то,- что возможна сварка только пластичных металлов и деталей ограниченных размеров, способных разме111дться в специальных установках.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ сварки плавлением, при котором свариваемые детали собирают без зазора встык, на их поверхности располагают накладку, выполняют сквозное проплгшление на режимах резки под углом к поверхности свариваемых деталей и сдавливание стыка путем приложения давления по нормали к поверхности деталей.
Согласно известному способу детали собирают со смещением кромок относительно друг друга в сторону меньшего угла наклона стыка, процесс проплавления ведут на режимах резки/ а давление создают на кромки по нормали к поверхности деталей, при этом смещение кромок выбирают равньм 1,2...2,О ширины реза 2.
10
Недостатком способа является то, что при сборке деталей под сварку необходимо выполнять смещение кротлок относительно друг друга. Это усложняет процесс сборки и фиксации деталей.
Кроме того, создание косого стыка до сварки приводит к дополнительным расходс1М на механическую обработку и зачистку кромок, особенно в случае
20 сварки разнородных металлов через промежуточную вставку. Для длинномерных деталей указанное обстоятельство требует специальных станков для снятия фаски на деталях, что 25 снижает эффективность .способа.
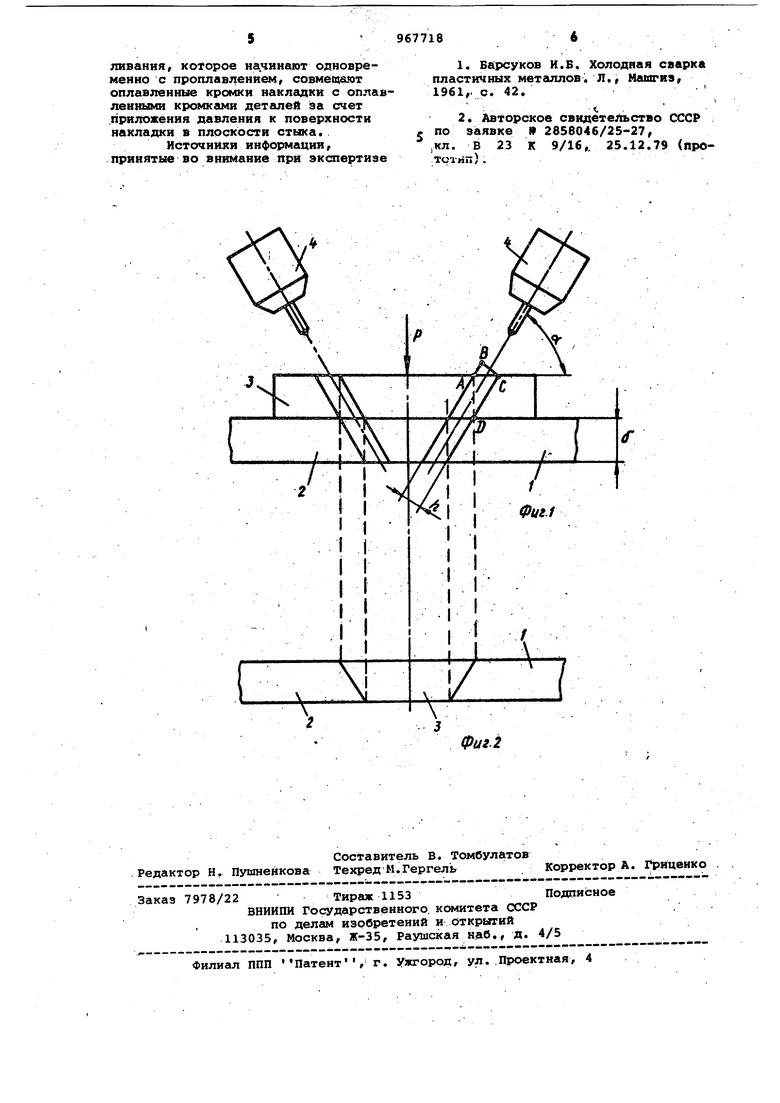
Целью изобретения является повышение производительности, качества сварных соединений и расширение технологических возможностей. Поставленная цель достигается тем, что согласно способу сварки плавлением, при котором свариваемые детали собирают без зазора встык, на их поверхности располагают накладку, выполняют сквозное проплавле ние на режимах резки под углом к поверхности свариваемых деталей и сдавливание стыка путем приложени давления по нормали к поверхности детали,. накладку располагают по оси стыка и выполняют ее в виде пластины с толщиной, равной толщине деталей-, проплавление осуществляют двум горелками, установленными со сторон накладкр симметрично по разные стороны от стыка Под углом d arcsln где h - ширина проплавления, о толщина детали,, а в процессе сдавливания, которое начинают одновременно с проплавлением,.совмещают оплавленные кромки накладки с оплав ленннми кромками деталей за счет приложения давления к поверхности накладки в плоскости стька. На фиг.1 показана схема сборки деталей пйд сварку; на фиг.2 - гото вое сварное соединение. Схема содержит детали 1 и 2, нак ладку 3, сварочные горелки 4, Способ- осуществляют следующим образом, Детали 1-й 2 собирают встык. На наружную поверхность деталей по линии стыка устанавливают накладку 3, свойства которой в зависимости от поставленной цели могут быть отличн ми от свойств свариваемых деталей, например, в случае сварки разнородных металлов через промежуточную проставку. Затем устанавливают электроды сварочных горелок 4 со стороны накладки по разные стороны от линии стыка и cи мeтpичнo ей (фиг.1). Уго наклона электрода к плоскости стыка находится в зависимости от ширины реза-проплавления h пакета деталь. накладка и толщины сГ деталей об arcs in jr, которая установлена из геометрических соображений. Размер ширины реза задается таблично. К наружной поверхности накладки прикладывается давление Р. После нагружения собранного узла усилием, создающим давлением Р, переходят не посредственно к сварке. Сварку осуществляют одновременно двумя сварочньвли горелками 4 на режимах, характеризующих условия резк В процессе резки обра,зуются два сходящихся реза. В месте реза метал находится в твердо-жидком состоянии В процессе резки под действием-.давления Р центральная часть накладки 3 вытесняет, крайние части деталей и занимает их место. Схватывание и /сварка деталей осуществляется в результате, соприкосновения и сдавливания оплавленных границ стыкуемых деталей с границами центральной, вырезанной частью накладки . Сваркой по предложенному способу достигают повышения качества и .расгяирения технологических возможностей за счет выбора накладки из требуемого матёригша, обладающего заданными свойствами. Повышения производительности добиваются сваркой одновременно двух стыков и исключением большого объема механообработки кро мок деталей перед сваркой. П РИМ е р. Производят сварку в среде инертных газов полос из титанового сплава В12р толщиной б мм. С целью повышения пластичности сварного соединения в качестве накладки (вставки) используют титан ВТ1-0 такой же толщины. Режим сварки: величина тока - 550-600 А; скорость сварки (резки) - 20-25 м/ч; ширина реза - i мм; угол наклона электродов -30° . Сварку по данному способу желательно осуществлять плазменной горелкой с дурой косвенного действия в различных отраслях машиностроения при создании сварных конструкций с задаваемыми свойствами сварного соединения и стыками из разнородных металлов. Использование предложенного способа дает возможность повысить производительность и качество соединений. Формула изобретения Способ сварки плавлением, при котором свариваемые детали собирают без зазора встык, на их поверхности располагают накладку, выполняют сквозное проплавление на режимах резки под углом к поверхности свариваемых деталей и сдавливание стыка путем приложения давления по нормаЛИ к поверхностям деталей, о т л ич а ю щи и ,С я тем, что, с целью повышения производительности, качества сварных соединений и расширения технологических возможностей, накладку располагают по оси стыка и выполняют ее в виде пластины с толщиной, равной то-гацине деталей, проплавление осуществляют двумя горелками, установленными со стороны макладки симметрично по разные стороны от стыка под углом - arcs in i , где h - ширина проплавления,Г толщина дeтaJ Jeй, а в процессе сдавливания, которое начинают одновременно с проплавленнем, совмещают оплавленные кромки накладки с оплавленными кромками деталей за счет .приложения давления к поверхности накладки в плоскости стыка.
Источники информации, принятые во внимание при экспертизе
1.Барсуков И.Б. Холодная сварка пластичных металлов. Л., Нашгиз, 1961,. с. 42.
. .
2.Авторское свидетельство СССР по заявке 9 2856046/25-27,
,кл. В 23 К 9/16, 25.12.79 (проTCTrin) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ сварки плавлением | 1979 |
|
SU863235A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| Способ сварки плавлением | 1980 |
|
SU941064A2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
Фиг 2
