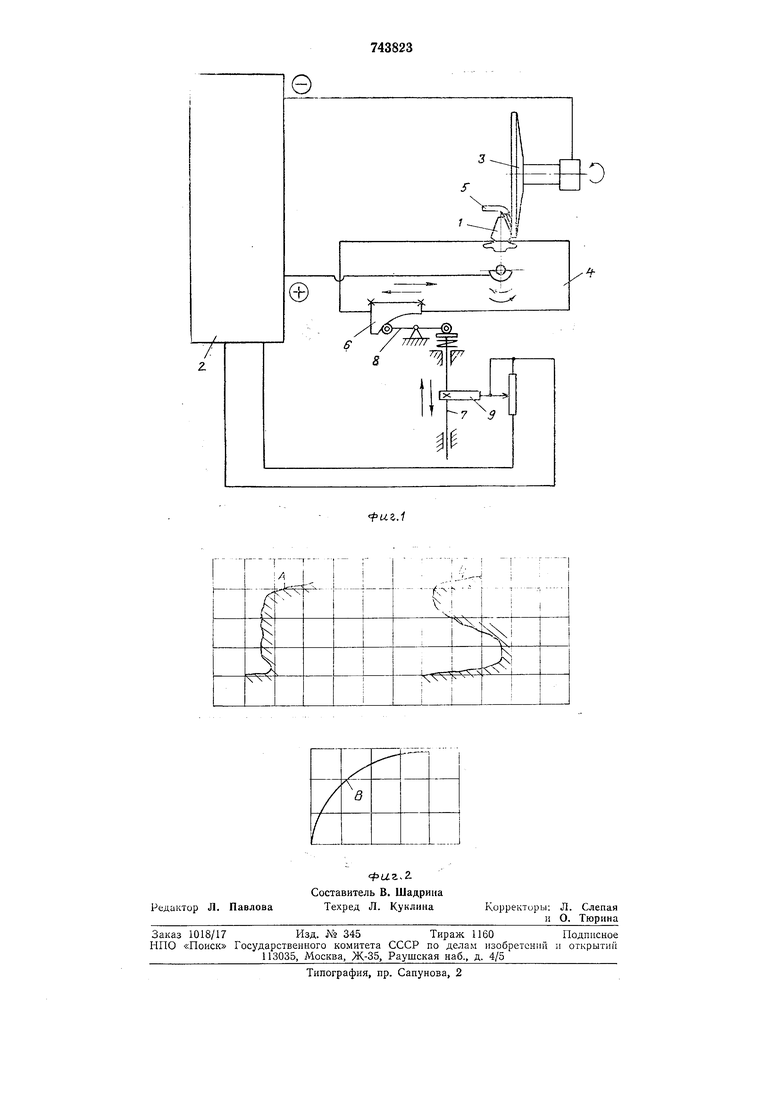
два движения осуществляются бабкой 4 изделия, конструкция которой может быть различной.
Жидкий электролит подается в зону резания через соило 5.
Регулирование рабочего нанряжения по описанному выше способу осуществляется с помощью механизма регулирования, состоящего из копира 6, жестко связанного с бабкой изделия, задающий сигнал фиксируется штангой 7 через рычаг 8, ползун 9 на активном сопротивлении (потеициометре), встроенном в систему управления источника тока. Наличие жесткой связи копира и бабки изделия позволяет исключить фактор времени из профиля копира п использовать его для диапазона изделий.
Переналадка устройства для обработки зубчатых изделий с различными m и z, а также изменение диапазона регулироваиия осуществляется за счет измеиения плеч рычага 8.
Путем расчета н экспериментальных данных установлено, что наилучшие результаты по точности обработки эвольвентного нрофиля получены при регулировке рабочего напряжения в зависимости от текущей коордииаты точки обката но параболическому закону при движении шлифовального круга от головки к ножке зуба и от к головке.
На кривой А представлены результаты шлифования эвольвентпого профиля токоnpOEO;UIbIM шлифовальным iCpyrOM Г:3 ЭЛЬбора шестерни m Q; (3 0°; НРС 60-62 подачей па глубину резания
0,05 мм при семи двойных ходах бабки изделия за мин и трех проходах с регулированием рабочего напряжения, на кривой Б без регулирования. На кривой В изображен
общий закон регулирования рабочего напряжения.
Использование предлагаемого способа электрохимической обработки зубьев зубчатых колес позволяет обработать зубчатые
изделия 4-5 степени точности без корректировки профиля инструмента путем автоматического регулирования рабочего напряжения межэлектродного промежутка так, что сохраняется постоянной величина
электрохимического съема.
ij о р м у ji а и 3 о б р е т е н и я
Способ электрохимической обработки зубьев зубчатых колес методом обкатки с
использованием в качестве анода заготовки, которую вращают вокруг своей оси и зацепляют с инструментом катодом с подачей электролита в зону зацепления заготовки с инструментом, а рабочее напряжение непрерывно регулируют в зависимости от величины требуемого съема, о т л н ч а ю щ и йс я тем, что, с целью новыщения точности обработки, регулирование осуществляют в зависимости от положения текущей координаты точки обката при движении инструмента от головки к ножке и от ножки к головке зуба по параболическому закону так, что произведение величины напряжения на время контакта инструмента н изделия в
дайной точке остается постоянным в процессе обкатки всего профиля зуба.
-э
5--Ф
L/
3t
v(
ГШТ
r
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU298454A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Инструмент для обкатки зубчатых колес | 1989 |
|
SU1616749A1 |
| Способ шлифования зубьев цилиндрических зубчатых изделий | 1986 |
|
SU1426711A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
....-,..
X
