Изобретение относится к области абразнвиой обработки и может быть нспользовано при устаиовке опорного ножа бесиентрово-шлифовального станка.
Известны устрО ства для установки опор- 5 ного ножа па беснентропочн.чнфовальных станках, вынолпеппые в виде базпруюшеГ1ся но ножу н кругу призмы, в пазу которой размсн1,ен ползун, нере; 1СН1аю ппйся по биссектрисе угла между рабочими ю граиями нризмы и снабжсииый осью, иа KOTOpoii поворачиваются лпие; 1К 1 со шкалами до соприкосновения с мерными фланцами, установленными иа ппшндслях шлнфовальиого н нсдушего кругов 1. От- 5 счет параметров пастроГ|кп ножа ocyniecTвляется но пазваппым шкалам.
Однако такие устро1 ства громоздки и ие обеснечивагот необходимо точ 1ости измереиия настраиваемых параметров.20
Цель изобретения - повышение точиости наладки бесиентр01 0-и1лифовальпь х станков, иовьинепие стеиеии ушнзсрсальиостн и удобства обс,|ужг.ваипя устройства.
Для этого уст;)оГ|ство снабжепо корну- 25 сом, несупп | подвижную V-образную ирнз.му, разме неину1о на детали с возможностью ее охвата, а нлоскость симметрии призмы исрнсндпку,ля1)на к базовому основаппю корпуса, в котором расположены 30
введенные в устройство п установленные с возможностью регулирования их вылета стержни, оси которых иараллельиы базовому осиованню.
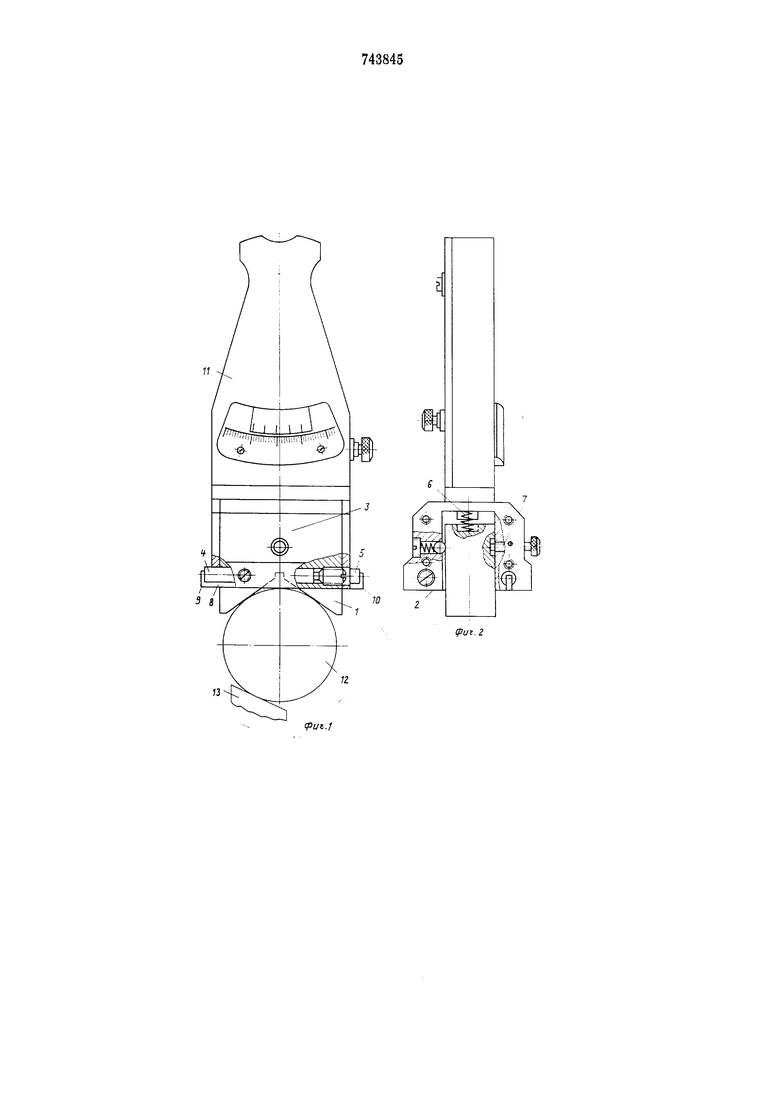
На фиг. 1 изображено ycTpoiicTBo, обший внд; на фиг. 2 - то же, вид сбоку; на фиг. 3 - схема установкн ножа по оиорным углам.
Устройство содержит элементы ориентации и средство отсчета нараметров наладки (опорных углов). Э.чсмепты ориептацпи выиолнены в виде А-образиой подвижной ирнзмы 1, илоскость симметрии которой нериендикуляриа к базовому основаиню 2 кориуса 3, в котором установлены два стержня 4 н 5 с возможностью точного регулирования их вылета. Оеи стержией параллельны базовому основан ио 2 корнуса 3. Велнчина иеремеи1,еиия иризмы 1 иод деГь ствием иружииы 6 ограиичивастся винто.м 7. В иазы стержней 4 н 5 заирессоваиы иризматические шпонки 8, выступающие части которых свободио неремен1аютея в прорезях корпуса 3. С целью уирощения расчета вылета стержней рабочие кромки 9 и 10 шпонок 8 расиоложеиы в плоскости базового основания 2 корпуса 3.
Средством отсчета иараметров наладкн является маятниковая уг.юмерная го.ювка 11, которая кренится к корпусу 3.
Подготовка устройства к работе состоит в установке рабочих кромок 9 и 10 шпонок 8 относительно оси симметрии иризмы 1 на расчетные расстояния, соответственно /4 и /5 (фнг. 3), онределяемые но формуле
4+ -/RI7)J о,
где г - радиус шлифуемой детали;
Ri - радиус шлифовального ()
или вяжущего (г 5) кругов; i - номер стержня.
у
ЕСЛН-- ;0,1, то можно нользоваться более простой, приближенной формулой
/,. + 0,.(2)
Радиус детали г следует измерять с точностью до 0,01 мм, а радиусы кругов Ri с точностью до 1 мм. В этом случае нри установке вылета стержней k но расчетным значениям погрешность измерения опорных углов не будет превышать 5.
При контроле правильности установки опорного ножа бесцептрово-шлифовального станка нодготовленное устройство устанавливается призмой 1 на нредварительно нрошлифованиую деталь 12, которая ориентируется в рабочей зоие станка оиорным ножом 13 и ведушнм кругом 14 (фиг. 3). Под действием силы тяжести и небольшого усилия руки наладчика, преодолевая усилие пружин 6, корпус 3 устройства опускается до тех пор, пока его базовое основание 2 не коснется иоверхиости детали. Для измерения угла а устройство наклоняется (без
потери контакта с деталью) против 1асовой стрелки до соприкосновения рабочей кромки 9 с новерхност1ло шлифовального круга. Для измереиия угла (i устройство наклоняется в иротивоиололсную сторону до соирикосновення рабочей кромки Ш с поверхностью ведушего круга. Угломерная головка 11 показывает величину измеряемых параметров.
Примененне устройства не связано с использованием мерных фланцев, не ограничено раз.мерами шлифуемых деталей и величинами опорных углов, а также позволяет контролировать паладку станка в том
месте рабочей зоны, для которого заданы значения нараметров наладки, пзменяюнщеся вдоль оси ведуигего круга.
Формула изобретения
Устройство для установки иожа бесцеитрово-шлифовального станка, выполненное в виде иризмы, отличающееся тем, что, с це;1ью повышения точности паладкп станка, устройство снабжено корпусом, песушим призму, выиолненную V-образной п размешенную на детали с возможностью ее охвата, нри этом плоскость симметрии призмы перпендикулярна к базовому основанию кориуса, в котором расположены введенные в устройство и установленные с возможиостью регулирования их вылета стержни, оси которых параллельны базовому осповаиию.
Источники миформапии,
припятые во внимание при экспертизе
1. Авторское свидетельство СССР № 205(544, кл. В 24В 5/13, 1966.
F
1риг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| УСТРОЙСТВО для УСТАНОВКИ ОПОРНОГО НОЖА | 1967 |
|
SU205644A1 |
| Устройство для загрузки и выгрузкидЕТАлЕй HA бЕСцЕНТРОВО-шлифОВАльНОМСТАНКЕ | 1979 |
|
SU823067A1 |
| Устройство для бесцентровой обработки деталей | 1986 |
|
SU1414576A1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| Устройство для шлифования деталей с радиусной поверхностью | 1986 |
|
SU1346401A1 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
| Устройство для шлифования пре-цизиОННыХ СООСНыХ пОВЕРХНОСТЕй | 1978 |
|
SU814667A1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| Приспособление к бесцентровому шлифовальному станку для автоматического сближения кругов соответственно требуемому размеру изделия | 1947 |
|
SU71084A1 |