упоров 16 каретка 6 вместе с обрабатываемой деталью 8, взаимодействуя через закрепленные на ней ролики с зубчатой рейкой, расположенной горизонтально внутри корпуса 2 и кинематически связанной с приводом перемещения каретки 6. На верхней плоскости каретки 6 имеются базовые отверстия для установки и крепления сменных наладок. Вертикальная ось симметрии торца шлифовального круга 27 и вертикальная ось симметрии устройства параллельны между собой и располол ены в одной плоскости. В той же плоскости на вертикальной оси симметрии устройства расположен центр радиуса обрабатываемой поИзобретение относится к обработке металлов резанием и может быть использовано при шлифовании криволинейных поверхностей, преимуш,ественно больших радиусов.
Цель изобретения - повышение точности обработки и расширение технологических возможностей путем симметричного расположения перемешаюшихся по радиусным направляющим узлов устройства, увеличения их жесткости и применения сменных наладок, которые увеличивают величину радиуса обрабатываемой детали.
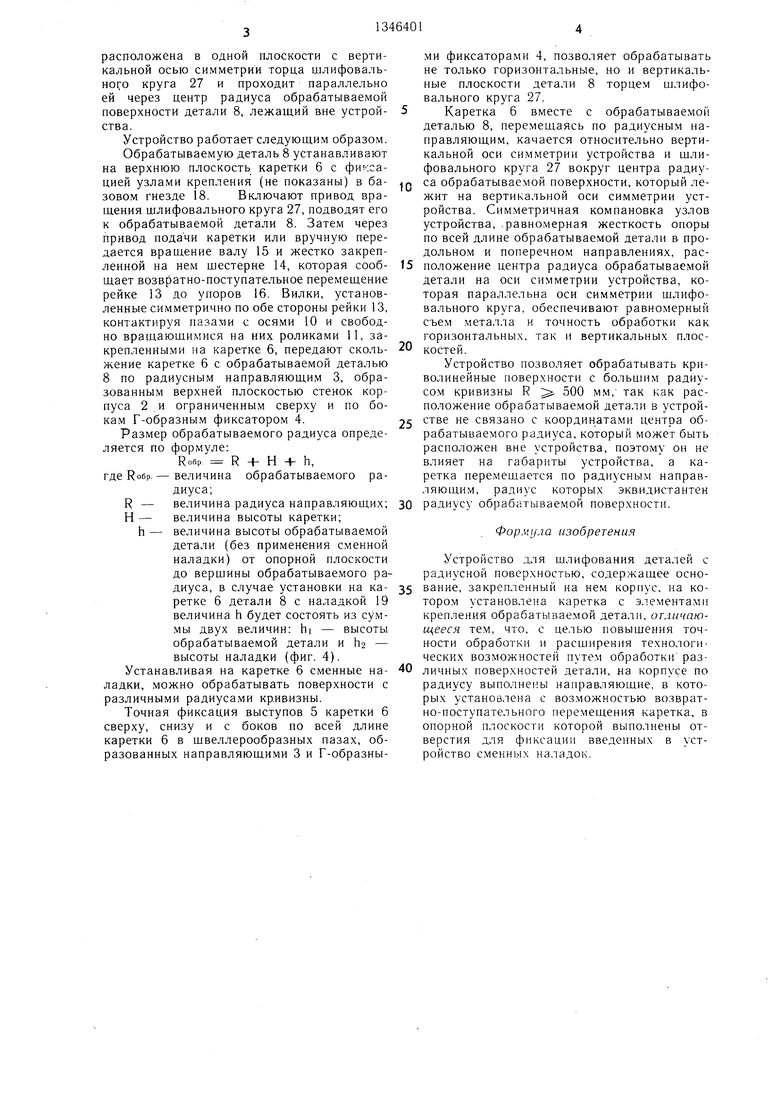
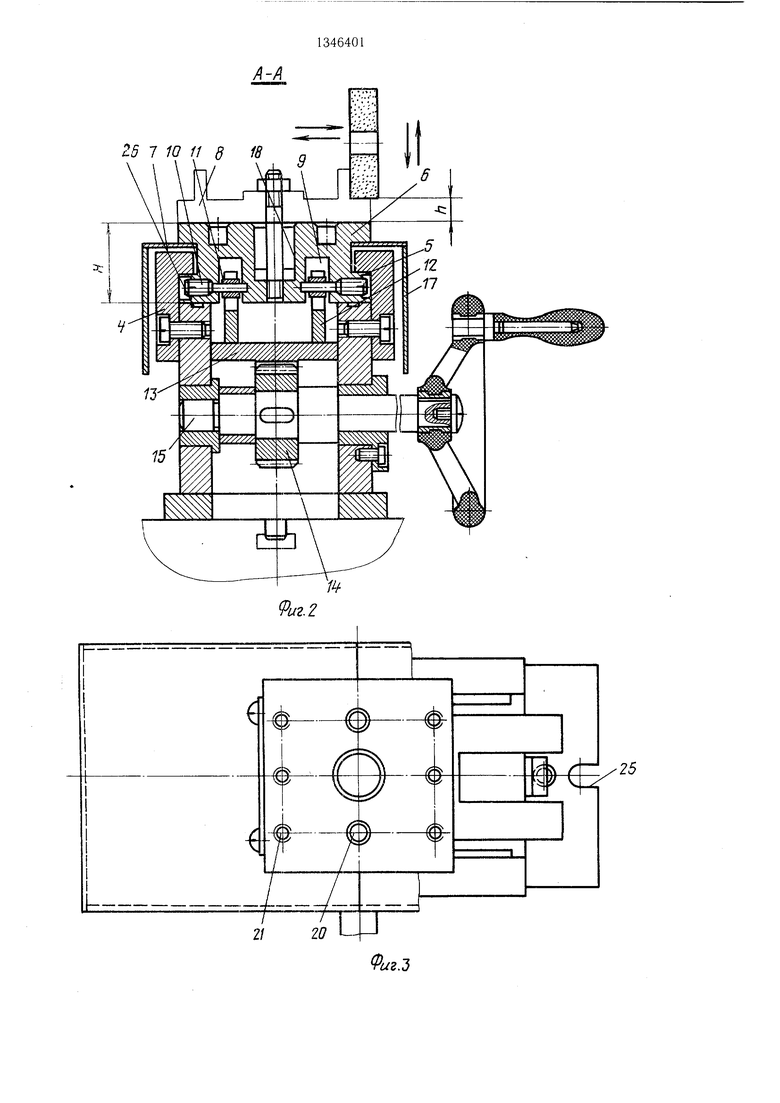
На фиг. 1 изображено предложенное устройство, разрез; на фиг. 2 - разрез .4-А на фиг. 1; на фиг. 3 - устройство, вид сверху; на фиг. 4 - разрез А-А на фиг. 1 в случае обработки детали с применением сменной наладки.
Устройство состоит из основания 1, закрепленного на нем корпуса 2, снабженного радиусными направляющими 3. На наружных поверхностях боковых стенок корпуса 2 жестко закреплены Г-образные фиксаторы 4, образующие вместе с направляющими 3 швеллерообразные пазы, которые выполнены по радиусу эквидистантно обрабатываемой поверхности. Швеллерообразные направляющие фиксируют выступы 5, выполненные по всей длине каретки 6 сверху, снизу и с боков. Выступы 5 и пазы 7 каретки 6 выполнены подобно направляющим 3 по радиусу эквидистантно обрабатываемой поверхности детали 8. На нижней плоскости каретки симметрично выполнены два продольных паза 9, через которые Перпендикулярно оси симметрии проходят оси 10 со свободно вращающимися цилиндрическими роликами 11. Ролики 11, размещенные в пазах 9 на осях 10, контактируют с пазами вильчатообразного кронштейна 12, расположенными в продольных пазах 9 и
верхности и смонтированы все узлы устройства. Шлифовальный круг 27 подводится к обрабатываемой поверхности детали 8. Включается привод вращения и подачи шлифовального круга и привод перемещения каретки 6. Шлифовальный круг и каретка 6 перемещаются во взаимноперпендикулярных плоскостях. Пр.оисходит обработка горизонтальной или вертикальной поверхности по радиусу торцом щлифовального круга. При этом каретка 6 вместе с обрабатываемой деталью 8 совершает качательные движения относительно шлифовального круга 27 вокруг радиуса обрабатываемой поверхности. 4 ил.
жестко установленными на верхней плоскости рейки 13. Рейка 13 вместе с вилками размещена внутри корпуса 2 и кинематически связана с шестерней 14, уста- новленной на валу 15, который закреплен на боковых стенках внутри корпуса 2 и связан с приводом перемеш.ения.
Упоры 16, закрепленные на корпусе 2, ограничивают угловое перемещение карет
ки 6.
Устройство снабжено кожу.хом 17, закрепленным на каретке 6 вдоль направляющих 3 и плотно ее охватывающим.
Кожух 17, перемещаясь вместе с кареткой 6, предохраняет направляющие 3 от попадания стружки, пыли.
На верхней плоскости каретки 6 выполнено базовое гнездо 18 для установки обрабатываемой детали 8 по вертикальной оси симметрии устройства.
Для расширения диапазона обрабатывае- мых радиусов на каретке 6 можно устанавливать и крепить сменные наладки 19, фиксируемые в базовых отверстиях 20 и резьбовых отверстиях 21, выполненных на верхней плоскости каретки 6, при помощи фиксаторов 22 и 23, устанавливаемых в самих наладках 19.
Для установки и закрепления устройства на столе станка оно снабжено пальцами 24 и пазами 25.
Для уменьшения трения на направляю- щей 3 выполнена канавка 26, заполняющаяся смазкой. Обрабатывающим инструментом является шлифовальный круг 27 с приводом вертикальной и продольной осевой подачи (не показан).
Все узлы устройства вместе с установ- ленной на нем обрабатываемой деталью 8 смонтированы симметрично относительно вертикальной симметрии устройства, которая
расположена в одной плоскости с вертикальной осью симметрии торца шлифовального круга 27 и проходит параллельно ей через центр радиуса обрабатываемой поверхности детали 8, лежащий вне устройства.
Устройство работает следующим образом. Обрабатываемую деталь 8 устанавливают на верхнюю плоскость каретки 6 с фи :са- цией узлами крепления (не показаны) в базовом гнезде 18. Включают привод вращения шлифовального круга 27, подводят его к обрабатываемой детали 8. Затем через привод пода чи каретки или вручную передается вращение валу 15 и жестко закрепленной на нем шестерне 14, которая сообщает возвратно-поступательное перемещение рейке 13 до упоров 16. Вилки, установленные симметрично по обе стороны рейки 13, контактируя пазами с осями 10 и свободно вращающимися на них роликами 11, закрепленными на каретке 6, передают скольжение каретке 6 с обрабатываемой деталью 8 по радиусным направляющим 3, образованным верхней плоскостью стенок корпуса 2 ,и ограниченным сверху и по бокам Г-образным фиксатором 4.
Размер обрабатываемого радиуса определяется по формуле:
Rofip, R + Н + h,
где Ro6p.- величина обрабатываемого радиуса;
R - величина радиуса направляющих; Н - величина высоты каретки;
h - величина высоты обрабатываемой детали (без применения сменной наладки) от опорной плоскости до вершины обрабатываемого радиуса, в случае установки на каретке 6 детали 8 с наладкой 19 величина h будет состоять из суммы двух величин: hi - высоты обрабатываемой детали и h2 - высоты наладки (фиг. 4). Устанавливая на каретке 6 сменные наладки, можно обрабатывать поверхности с различными радиусами кривизны.
Точная фиксация выступов 5 каретки 6 сверху, снизу и с боков по всей длине каретки 6 в щвеллерообразных пазах, образованных направляющими 3 и Г-образными фиксаторами 4, позволяет обрабатывать не только горизонтальные, но и вертикальные плоскости детали 8 торцем шлифовального круга 27.
Каретка 6 вместе с обрабатываемой
деталью 8, перемещаясь по радиусным направляющим, качается относительно вертикальной оси симметрии устройства и шлифовального круга 27 вокруг центра радиуQ са обрабатываемой поверхности, который лежит на вертикальной оси симметрии устройства. Симметричная компановка узлов устройства, .равномерная жесткость опоры по всей длине обрабатываемой детали в продольном и поперечном направлениях, рас5 положение центра радиуса обрабатываемой детали на оси симметрии устройства, которая параллельна оси симметрии шлифовального круга, обеспечивают равномерный съем .металла и точность обработки как горизонтальных, так и вертикальных плос0 костей.
Устройство позволяет обрабатывать криволинейные поверхности с большим радиусом кривизны R 500 мм, так как расположение обрабатываемой детали в устрой5 стве не связано с координатами центра обрабатываемого радиуса, который может быть расположен вне устройства, поэтому он не влияет на габариты устройства, а каретка перемещается по радиусным направляющим, радиус которых эквидистантен
0 радиусу обрабатываемой поверхности.
Формула изобретения
Устройство для шлифования деталей с радиусной поверхностью, содержащее осно- 5 вание, закрепленный на нем корпус, на котором установлена каретка с элементами крепления обрабатываемой детали, отличающееся тем, что, с целью повыщения точности обработки и расширения технологических возможностей путем обработки раз0
личных поверхностей детали, на корпусе по радиусу выполне1 Ы направляющие, в которых установлена с возможностью возвратно-поступательного перемещения каретка, в опорной плоскости которой выполнены отверстия для фиксации введенных в устройство сменных наладок.
25 7 10 11 8 IB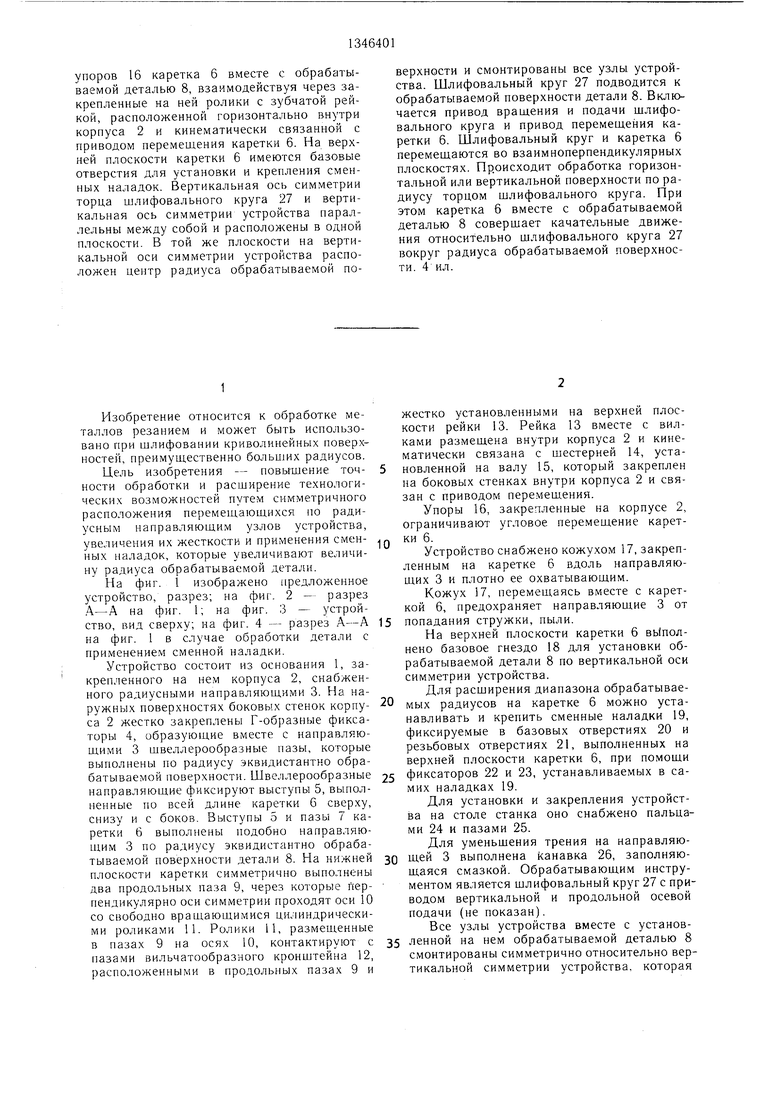
Изобретение относится к обработке металлов резанием и может быть использовано при шлифовании криволинейных поверхностей преимущественно больших радиусов. Цель изобретения - повышение точности обработки и расширение технологических возможностей устройства. Для этого в корпусе 2 с внутренней стороны противоположных стенок выполнены направляю- ш,ие, имеюш,ие в поперечном сечении форму швеллера. В продольном направлении швеллерообразные направляюш.ие выполнены по радиусу эквидистантно обрабатываемой поверхности. По ним перемещается до (Л 00 4 ОЬ 4 24 ;
25
/
2/
W
L
22
(РигМ
| Устройство для щлифования профильныхдЕТАлЕй | 1978 |
|
SU808250A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
