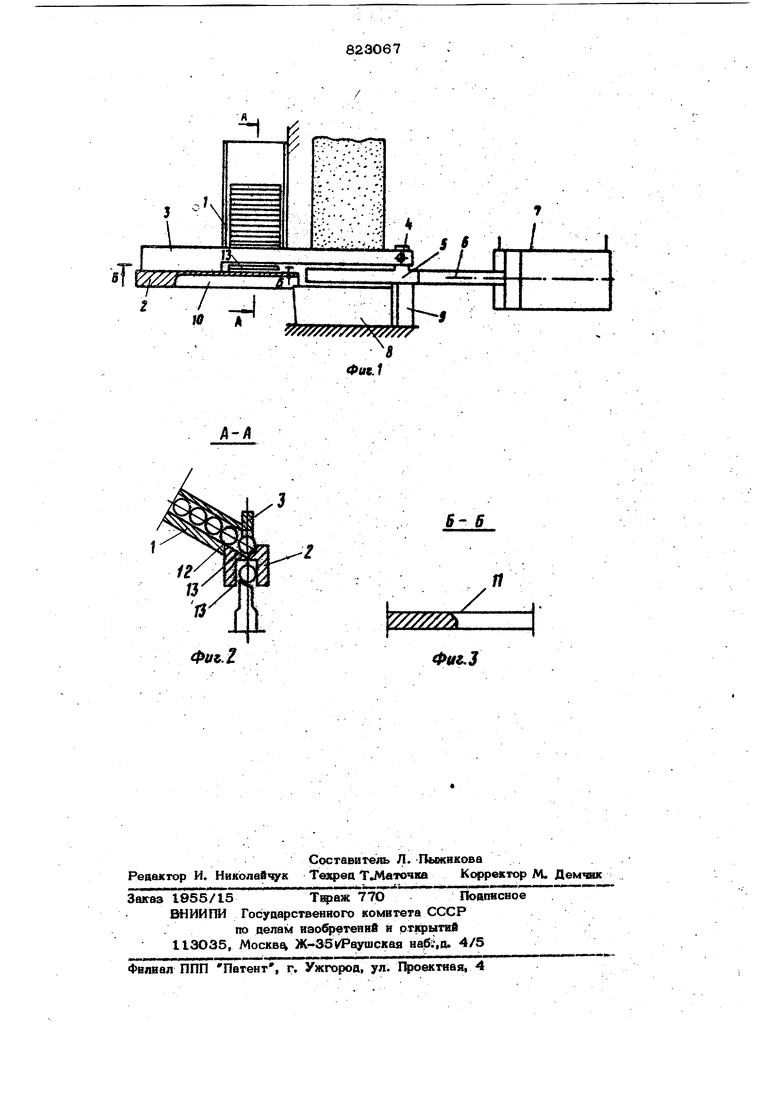
Изобретение относится к машиностроению и может быть использовано- при авто матизации механической обработки деталей типа валиков, в частности при врезном шлифовании аеталей на бесцентрово- шлифовальном станке. Известно устройство аля загрузки и выгрузки деталей на бесцентрово-шлифовальном станке, содержащее бункер, приз му, опорный нож, расположенный ниже опорной поверхности гфизмы, и ступеичатый толкатель, связанный с гицроцилинцром 13. - Недостатком устройс-юа является вытал кивание обработанной детали на противоположную от рабочего места сторону стан ка. Это обусловлено тем, что выталкивание обработанной заготовки в отводящий лоток производится следующей деталью, которая подается в зону обработки. Всле ствие того, когда рабочему требуется произвести контроль детали, он должен перейти с рабочего места на противопотожную сторону станка, произвести замер детали, вернуться на рабочее место, скорректировать размер и для подтверждения правильности корректировки повторить операцию шлифования до получения, положительного результата. Корректировка размера во время рабочего цикла конструкцией беспеитрово-шлифовальных станков предусмотрена со стороны рабочего места. Следовательно, при автоматической загрузке и выгрузке обрабатьюаемых деталей своевременный контроль размера и корректировка его должны занимать максимально короткое время. В противном случае появляется массовый брак деталей. Цель изобретения - расширение техноогических возможностей, а именно прилижение выхода обработанной детали к рабочему месту для своевременного ее контроля и корректировки наладки станка на размер обрабатываемой детали в максимально короткое время. Поставленная цель достигается тем, что ступенчатый толкатель снабжен выталкивателёл -упором, жестко закрепленным. 38 ira HOMi ОППОЭИТНО1 направленным и pacположенным выше поверхности опорного ножа, а в саелан паз для выхода обработанной детали, ось симметрии которого совпадаете про дольной осью выталкивателя-упора, причем ось симметрии призмы выше оси симметрии опорного но жа на 1,5-2,О диаметра детали. На фиг. I показано предлагаемое убтройство, вид. в разрезе; на 4иг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на 4иг. I., Устройство содержит бункер I, неподвижно закрепленный на станине станка. Призма 2 Смонтирована на бункере 1, ступенчатый толкатель 3 соединен осью 4 с выталкивателем-упсром S, который, в свою очередь, соединен со штоком 6 . гидроаилин1фа 7. Опорный нож 8 и опора 9 неподвижно закреплены на станине ста ка (на чертеже не показано). Призма 2 снабжена пазом 10, а ступенчат ый толкатель 3 имеет скос II. Окно 12 бун кера 1 служит для выдачи деталей 13. Скос 11 при Ширине ступенчатого толка- тепя 3, большей диаметра детали 13, обеспечивает захват только одной детали, Исключая подхватывание следующей. Приз ма 2 установлена так, что ее ось симмет рии выше опорного ножа на 1,5-2 диамет ра .обрабатываемой детали. -Такое располо . жение призмы дает возможность coB|jjecтить ось симметрии паза 1О с продольно осью вытaлкивaтeл -yпopa 5. Устройство работает следующим образом. По бункеру I деталь 13 скатывается а вризму 2 поа ступенчатый толкатель 3. Скос 11 при ширине ступенчатого тол .кателя 3, большей диаметра детали 13, i обеспечивает захват только одной заго- товки, исключая попадание следующей. Шток 6 гисфоцилиндра 7 совершает движение в сторону, противоположную от шлифoвaльныk кругов, и забрасывает д 7 таль 13 в зону шлифовальных, кругов. Деталь 13 под действием собственного веса опускается на опорный нож 8. Одновременно с движением штока 6 выталкивательупор 5 освобождает место для детали и останавливается в зоне упора .9, а ступенчатый толкатель 3 своей плоскостью закрывает окно 12 бункера 1. Подается команда на сближение шлифовальньк кругов и начинается пршесс шлифования. По окончании процесса шлифования круги расходятся, а выталкиватель-упор 5получает движение от гидрюцилиндра 7 через шток 6 в-сторону бункера 1. Благодаря конструктивному совмещению оси симметрии паза 10 призмы 2 с продольной осью толкателя упора 5, обработанная деталь 13 при обратном ходе штока 6гидроцилиндра 7 выталкивается в сторону рабочего места. Формула изобретения Устройство для загрузки и выг{5узки деталей на бесцентрово-шлифовальном станке, содержащее бункер, призму, опорный нож, расположенный ниже опорной поверхности призмы, и ступенчатый толкатель, связанный с гидроцилиндром, отличающееся тем, что, с целью расширения технологических возможностей устройства, ступенчатый толкатель снабжен выталкивателем-упором, жестко закрепленным на нем, оппозятно направленным и расположенным выше поверхности опорного ножа, а в призме сделан паз для выхода обработанной детали, ось сик метрии которого совпадает с продольной осью г)ыталкивателя -упора, причем ось , симметрии призмы вьпиё оси симметрии опорного ноЖа на 1,5 - 2,0 диаметра детали.,. Источники информации. принятые во внимание при экспертизе 1. Авторское свидетельство СССР j 324131, кл. В 24 В 5/18, 197U.
Фт.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и выгрузки деталей на бесцентрово-шлифовальном станке | 1986 |
|
SU1335406A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 1995 |
|
RU2092293C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1969 |
|
SU258057A1 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| Манипулятор к бесцентрово-шлифовальному станку | 1989 |
|
SU1824298A1 |
| СПОСОБ И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2013 |
|
RU2638478C2 |
| СПОСОБ ШЛИФОВАНИЯ ДЕТАЛЕЙ ТИПА ОСЕЙ И МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354527C1 |
| Устройство для бесцентрового шлифования | 1980 |
|
SU1036496A1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| Устройство для бесцентровой обработки деталей | 1986 |
|
SU1414576A1 |
6-6
и
У
N
//7///7i
