число грЗНей которого зависит от числа слоев эмалевого шликера, наносимого яа энутреннюю поверхность труб. На торцовых стенках неподвижных ванночек устаиовле.ны регулируемые ролики, через которые проходят Г-образные направляющие кронштейны, оБязаиные с подвижными ванночками л балкаими, шарнирно ооедйненнымя рычагам -с единым гидроприводом для возвратно-.постуллтельного перемещения под 3|ИЖ1ных ваиночек, в днище которых установлены коллекторы с головкаади по числу обрабатываемых труб. Головки состоят из уплотняющих малжет и упорных втулок, имеющих воздухоподводящие :кан,алы к уплотняющим м.анжета1М, установленным иа .направляющих втулках, которые выполнены с коническими ловерхностямм IB верхней чаСТ1И. Для точной установки труб в вертикалыной плоскости и получения необходимой :велич1ины эмалевого шликера, надосимого на фланцевые отбортов,ки труб, в торцах упорных втулок гголовок подвижных заниочек установлены регулируемые опоры. Подвижные (ванночКи в нерабочем положении утапливаются в эмалевый шликер, находящийся в неподвижных ванночках.
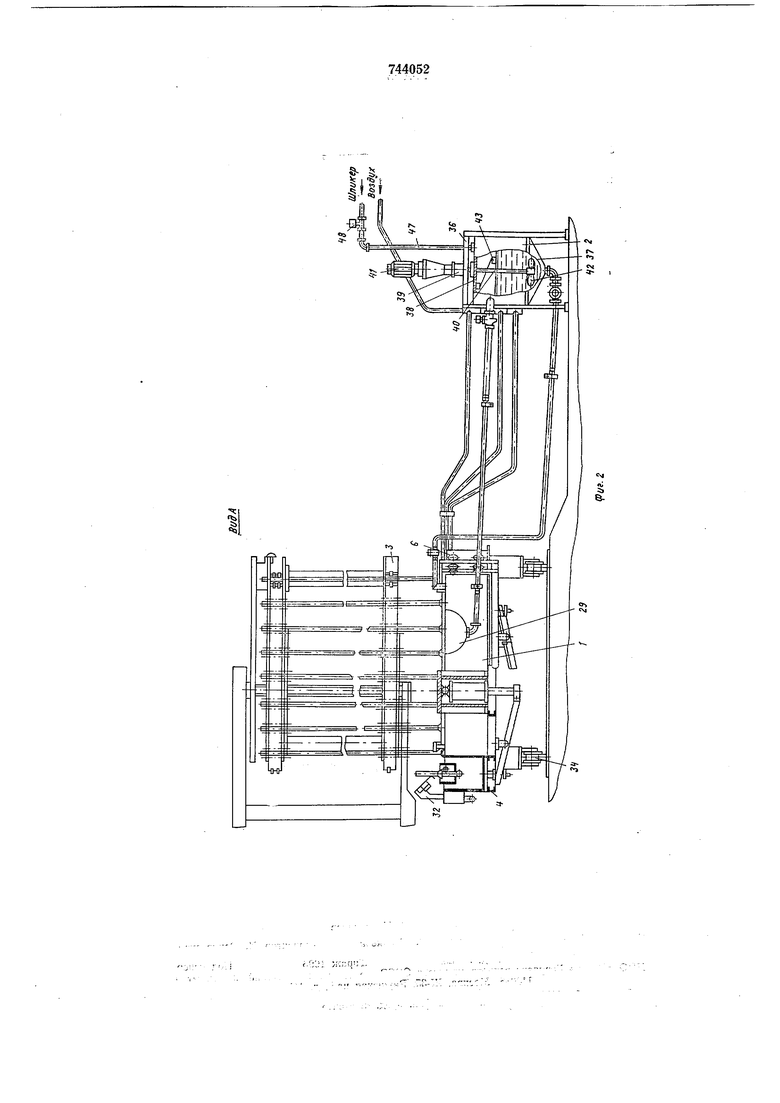
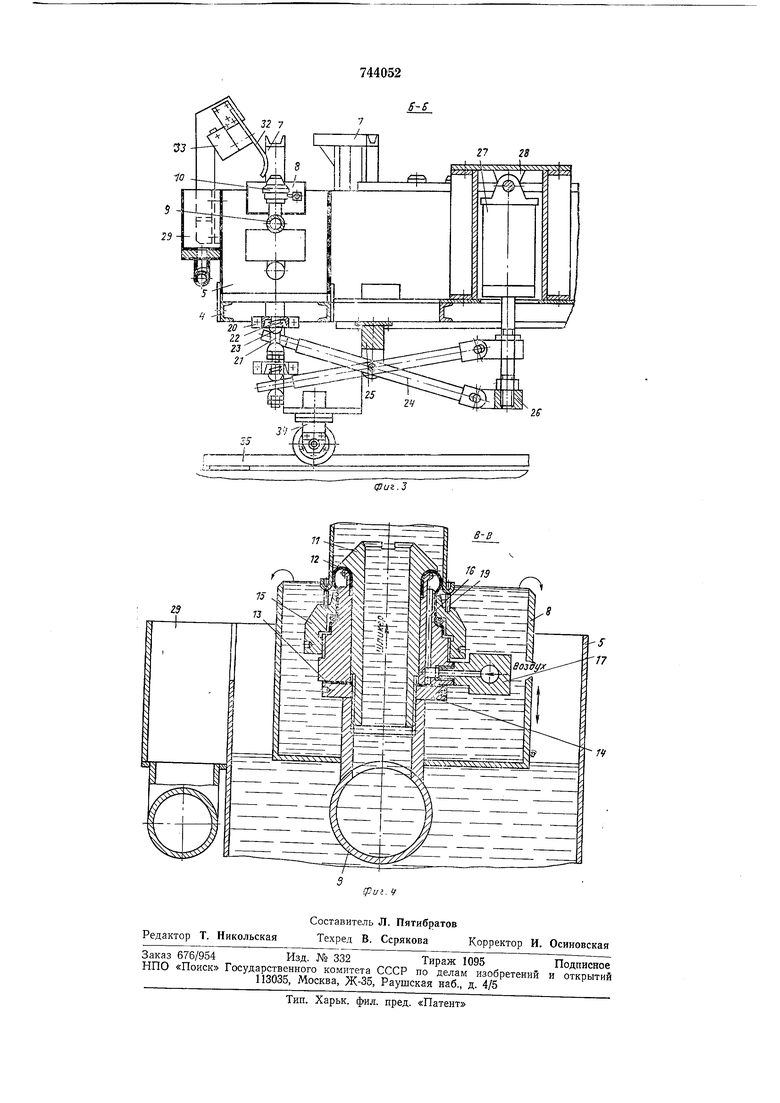
На фиг. 1 изображена предлагаемая установка, общий «ид; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - оечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Предлагаемая установка состоит из устройства 1 подачи шликера, шликерных резервуаров 2 и транспориирующего устройства .с подвесками 3, обарудованны-ми зажимными устройствами для труб. Устройство подач1и эмалевого .шликера содержит раму 4, на которой закреплены неподвижные ванночжи 5, Образующие равносторонний многоугольник (треугольник), число граней которого зависит от числа слоев эмалевого шликера, наносимого на иоиерхиость труб. В данном случае .наноаится три слоя эмалевого шликера. Неподвижные ванночки на торцовых сторонах имеют по две пары направляющих роликов 6, расстояние между регулируется эксцентриковыми осями. Через направляющие ролики проходят Г-обр аз1ные направляющие кр онштейны 7, закрепленные к торцовым стенкам подвижных ванночек 8, которые расположены в неподвижных ванночках б. В днище подз ижных ванночек 8 расположены резьбовые отверстия, количест&о которых зависит от числа одновременно обр а1батываемы,х труб. Резыбовые отверстия соединены коллектором 9. В резьб0|вые отвер стия вставлены головки 10, через которые подается эмалевый шликер внутрь трубы через их нижний .конец. Головка 10 состоит (см. фиг. 3) из направляющей втулки /;/, уплотняющей манжеты 12, пр окладки 13, гайки 14, упорной втулки 15, С1и.абжен1ной воздухоподводящим кан. 1(6 в ма.нжету и резьбовым отверст1ием под тройник 17. Тройни1ш 17
соединяются в каждой подвижной ванночке 5 трубопроводом 18. ,В торец упорной втулки /5 установл аны регулируемые опоры 19, служащие для точной устаиовки труб в
вертикальной плоскости и получения необходимой величины эмалевого шликера, наносимого на фла1НЦевые отбортовки труб, равной расстоянию от регулируемых упоров до верхних iKpoiMOK стенок подвнж.ных
ванночек, выполненнььх со скосом.
Г-образные направляющие кронщтейны 7 подвижных ванночек закреплены (см. фиг. 3) с другой стороны на балке 20, имеющей в средней части резьбовой штырь 21,
на который установлена пружина 22, сферическая щайба 23, охватывающая рычаг 24. Рычаг 24 качается на оси (В проущБне 25 рамы 4, конец его щарнирно соединен с голов,кой 26 гидроцилиндра 27, щарнирно з.акрепл.анного в пр оушине 28 рамы 4. Верхние края ПОДВ.ИЖНЫХ ванночек 8 имеют скос - острую , через который переливается зм-алевый шликер. Неподвижные ванночки 5 в средней части имеют отверстия и сливные горЛОвины 29, исключающие возм ожность перелива эмалевого щликеря через края неподвижных ванночек 5. Коллекторы подвижных ванночек 5 и сливные горл овины 29 неподвижных ванночек 5 соединены трубопроводом 30 и 31 шликер ными резервуа рами 2. На .каждой неподвижной ванночке 5 установлен качающийся на оси IB .проушине рычаг-щуп 32, который одним концам конта.ктирует с концезым выключателэм 33, а вторым концом вступает в контакт .с устанавли.ваемьш.и трубами. Рычаг-щуп служит для подачи эмалевого шликера только при наличии труб. Рама 4 установлена на трех катках
34, которые устан0(влены на .на правляющих 35. По направляющим устройство подачи шлгл.кера может выта.дюиваться в пр оцессе эксплуатации, а для надежной установки 3 рабочем положении служит фиксатор.
Шликерные резервуары 2 установлены на общ.ей раме 36. Количество щлвкер.ных резервуаров за висит от числа слоев эмалевого щликера, наносимого на поверхность труб. Шликерный резервз ар состоит (см. фиг. 1
и 2) из корпуса 37, нижняя часть которого соединена с трубоправодом 30 .наполнения и эмалев ого ш.ликера через голо.вК|И W, а в верхней цилиндрической части корпуса подключ.ен трубопровод 31, соедиленный со сливной .горЛ01В|И.ной 29 неподвижной 5. 37 герметически соединяется через П|роклад.ку с крышкой 38, в центре которой закреплена по.дшипн.нковая опора 39 с ва.лом 40, соединеиньм через
.муфту с мотор-редуктором 41. На конце вал.а установл1ены пропеллерные мешалки 42, предназначенные для пер емешивания эмалевого шликера с целью устранения выпадания осадка и получевия однородной
по .составу эмал1и. На .крышке 38 внутри корпуса устаяовлен прлбор 43 контроля уровня эмалевого шликера, служащий для поддержания постоя,нно,го уровня. На крышке 38 смонтирован трубопровод 44 с воадухораспределипелем 45, эл-ектроконтактным манометром 46, служащим для создааия регулируемого давления сжатым воздухом на поверхНОсть эмалевого шликера ,в корпусе шлкгкерного peaepiByapa, который необходим для подъема эмалевого шликера в трубах иа заданную высоту (зависит от длины эмалируемой трубы). В крышке 38 смонтирован трубопровод 47 с мембранным вентилем 48, служлший для автоматической лодкачки насооом э.малввого шликера,в резервуар. Установка р.аботает следуюшим образом. Грулны труб, зажатые в подвеске транспортируюш,его устройства, подаются к устройству лодачи эмалевого шликера установки и останавливаются. После этого в лидроцилиндре 27 маслостанцией создается давление и шток нажимает через ось шарнира на рычаги 24, которые через сферические шайбы 23 и штыри 2} передают усилие ла бал-ки 20 с Г-обр.аз ным1И -кронштейнами 7и поднимают 1вве;рх подвижные ванночки 8с головками Ю. Головки 10 входят в трубы до контакта с упоравди 19, которые выставляют трубы на одном уровле. При наличии труб ла гранях подвеск И рычаг-шуп 32 поворачивается и нажимает на концевой выключатель 33, подавая команду воздухораспределителю ла подачу сж.атОГО воздуха по трубопроводу 18 В манжеты 12 головки 10. Манжеты уплотняют трубы, а эмалевый шликер по трубопроводам 30 .подается через коллекторы 9 и головки 10 в трубы и подвижные ванночки из шликерных резер.вуаров 2 сжатым воздухом .с помощью воздухораспределителя 45 по трубопроводу 44. Давление в шликерлом резервуаре регулируется лимбом электроконтактного манометра 46. При подъеме эмалевого шл-икера в трубах ла заданную высоту (трубы бывают разной длины), соответствуюш,ую определенлому давлению, электрок-онтактный манометр 46 подает команду на лрекраш,влие подачи сж атого воздуха и постепеиный регулируемый по времени выпуск его из. р;ез.ервуара. В результате этого происходит постепбн.ный регулируемый по скорости слив эмалевого шликера в резервуар, чем достигается качественное равномерное покрытие ловерхлости. Одно(вргем1енно флаицевые отбортовки труб своей наружной поверхностью находятся попруж-екными в эмалевый шликер подвижной ванночки на заданную необходимую высоту, оставляя непокрытыми участки, необходимые для о.беспечения дальнейшей П|ривар|К И труб к трубльш доскам. Излишки эм.алевого шликера переливаются через края подвижной ванночюи в неподвижную, а .оттуда - через слизную горлови,ну 29 при открытом мембранном .вентиле обр.атно в резервуар. После полного сл,И1В.а зм-алевого шликера л.з труб про.исходит выпуск сжатого во.здуха ИЗ манжет -12 головок 10, а эмалевый шликер, оставшийся между трубой и конической поверх.ностью на.правляюш,ей втулки 11, вытекая, покрывает поверхность, ранее контактируюш.ую с манжетой 12 при уплотиелии. После этого подвижная ванночка 8 опускается В эмалевый шликер неподвия-сной ванночки 5 и утапливается. Тем самым предохр-аняется самозасыхание эмалевого шликера на головках 10, а вытесняемый эма.левый шликер выливается че(рез сливную горлов1ину 29 в резервуар. Про.исход.ит омена труб тр анспортируюштим устройство;м, и вась процесс нанесения эма.левого шлике,ра повторяется. Формула (изобретения ) 1. Установка для нанесения эмалевого шликера на трубы, содержащая резервуары для шликера, стащионарлые ванны, устройство для подач/и эм.ал1евого .шликера, смонтирова.нное ла рааде, и траЕСПрртирующее устройство с подвеска1ми, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, она снабжена ваннами, расположенлым.и на раме и установленными с -возможностью перемешения внутри стационарных ванн, устройством для пе|ремещения ванн, коллекторами с го.г1ов.ка1м,и для подачи ШЛ|Икера. 2.Установка по п. 1, отличающаяс я тем, что устройство для перемещения ванн (выполнено в в.иде регулируемых роликов, устаетовлелных н.а торцовых стенках стационарных ванн, Г-образных направЛЯЮ.ЩИХ кронштейнов, си1стемы рычагов .и гидропривода. 3.Установка по п. 1, о т л и ч а ю щ а я сЯ тем, что головки для подачи шлике(ра выполнены с конич1аскими поверхностями и снабжены уплотняющими ма1нжетами и упорными втулками с 1кана.лами для подачи воздуха. 4.Установка по п. 1, отличающая-, с я тем, что упорные втулки снабжены опорами для регуЛ|Ирова.нИ|Я величины эмалевого покрытия на отбортовках труб. Источники .информации, прин.ятые во внимание при э.ксперт1изе: 1.Авторское свидетельство СССР № 480778, .кл. С 23 D 5/04, 1973. 2.Авторское свидетельство СССР № 434521, кл. С 23 D 5/02, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для поточного эмалирования труб | 1980 |
|
SU885349A1 |
| Полуавтомат для обработки борта эмалируемого изделия | 1989 |
|
SU1708924A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭМАЛЕВОГО ШЛИКЕРА НА ТРУБУ | 1967 |
|
SU204089A1 |
| Установка для нанесения покрытия на изделия методом погружения | 1982 |
|
SU1047536A1 |
| АВТОМАТИЧЕСКИЙ ФОТОГРАФИЧЕСКИЙ АППАРАТ | 1929 |
|
SU18033A1 |
| Агрегат для эмалирования труб | 1978 |
|
SU1052564A1 |
| Агрегат для поточного эмалирования труб | 1976 |
|
SU740864A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПРЕЦИЗИОННЫЕ МЕТАЛЛИЧЕСКИЕ НИТИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2751355C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |