(54) УСТРОЙСТВО ДЛЯ ЮГОТОВЛЕНИЯ ТОКООТВОДОВ ЩЕЛОЧНЫХ ГАЛЬВАНИЧЕСКИХ ЭЛЕМЕНТОВ
1
Настоящее изобретение относится к электротехнической промышпенности и может быть использовано для изготовления химических источников тока.
Известно устройство для изготовления ТОКООТВОДОВ щелочных гальванических элементов, содержащее кинематически связанные механизмы рихтовки, мерной подачи проволоки и рубки заготовок l. Изготовленные на данном устройстве заготовки ТОКООТВОДОВ необходимо галтовать на торцах. Процесс галтовки является непроизводительным и несовершенньгм.
Наиболее близким по технической сущности и достигаемым результатам является устройство для изготовления токоотводов щелочных гальванических элементов, содержащее кинематически связанные механизм рихтовки и мерной подачи проволоки, механизм рубки заготовок, лоток Идя 20 подачи их в механизм накатки галтелей и канавок, состоящий из барабана с профильным накатным инструментом и прижимных секторов 23.
Изготовление токоотвода на этом устройстве осуществляется профильным накатным инструментом, выступающая часть профиля которого содержит зубчатую накатку для обеспечения вращения стержневой заготовки между накатным инструментом и прижимным сектором, на выступающей части профиля которого так же сделана зубчатая накатка. Зубчатая накатка обеспечивает хорошее зацепление ее с заготовкой, что обеспечивает вращение ее в процессе накатки канавок и галтелей. Но наличие зубчатой накатки приводит к тому, что на токоотводе в зоне накатываемой канавки образуются углубления от зубцов накатки, которые при лужении стального токоотвода остаются не покрытыми оловом, т.е. покрытие токоотвода получается пористым. А это в готовом источнике тока приводит к обильному газовыделению за счёт электрохимической коррозии цинка и быстрому выходу его из строя. Кроме того, инструмент с зубчатой накаткой обладает низкой стойкостью. Зубья накатки, имея
размеры, не обладают достаточной прочностью, быстро и часто выкрашиваются, выводя инструмент из строя.
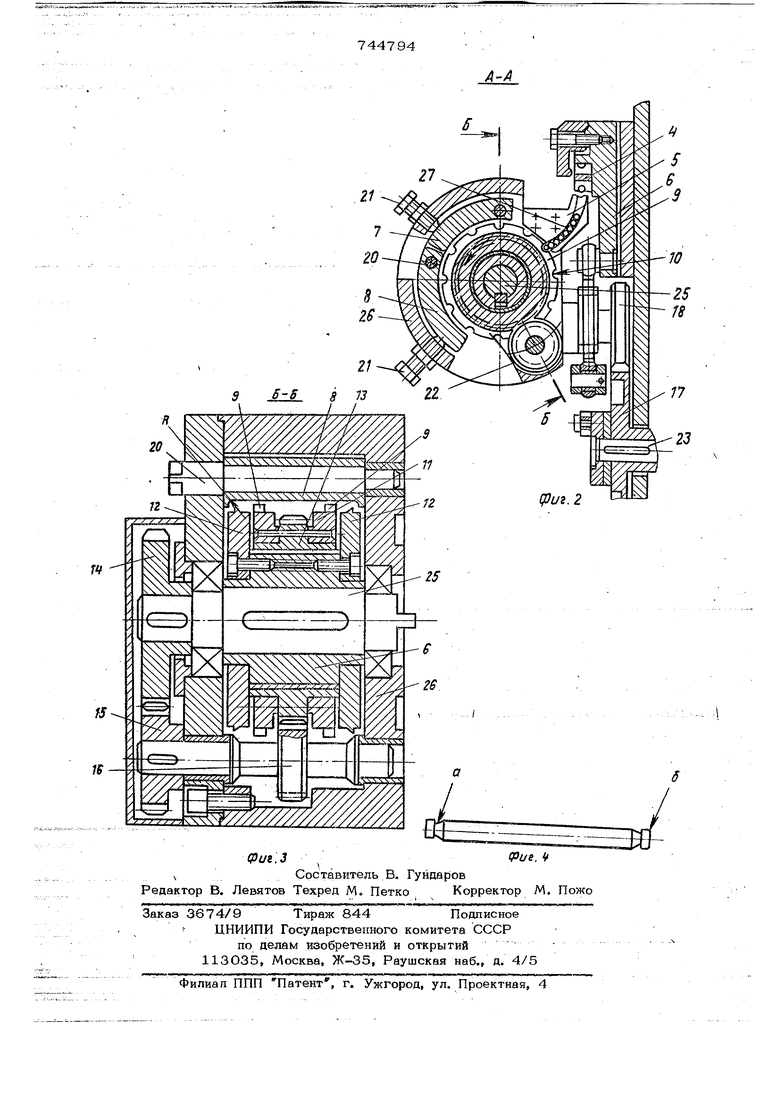
Ндстояшим .изобретением с целью улучшения качества токоотводов и повышения стойкости накатного инструмента прёдпожено барабан снабдить водилом с гнездами для заготовок, параллельными оси барабана и водило выполнить с возможностью вращения в направлении вращения барабана с передаточным отношением к нему, как 1:2, кроме того, водило Можно выполнить в виде двух венцов, расположённых с обеих сторон ведущей их ш естерни, которая кинематически связана с барабаном и механизмом рубки заготовок. На фиг 1 изображено предлагаемое устройство, общий вид{ на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 2; на фиг. 4 - обший вид токоотвода, изготавливаемого на предложенном устройстве.
Данное устройство содержит механизм рихтовки 1, механизм мерной подачи про™ вопоки 2 с роликами 3, механизм 4 рубки заготовок, лоток 5 подачи заготовок к накатному барабану, барабан 6 с профиль1ным накатным инструментом, прижимной сектор 7 накатки канавок на токоотводе, прижимной сектор 8 накатки галтели, во- дило 9 с гнездами 10 для заготовок и венцом 11, профильный инструмент 12, шестерни 13-18, подвижный упор 19, эксцентриковые оси 20, регулировочные винты 21, съемник 22, приводной вал 23, редуктор 24, вал 25 барабана, корпус 26, Работа устройства происходит следующим образом.
Проволока, проходя через рихтовочный механизм 1, выравнивается, подачу заданной длины проволоки производят ролики 3 механизма мерной подачи проволоки 2, механизм рубки заготовок 4 отрубает заданную длину заготовки 27, которая движением механизма рубки заготовок 4 и подвижным упором 19, установленными на одном ползуне, подается в лоток 5, по которому под действием веса столба з;агото- БОК поступает к барабану с профильным накатным инструментом 12. Очередная за готовка 27 западает в гнездо 10 водила 9, которое, сопровождая заготовку 27 проводит ее вначале под прижимным сектором 7, на участке которого на заготовке 27 накатывают канавки а. Прижимной сек тор 7 имеет гладкую раёочую поверхность Затем заготовка 27 токоотвода вводится водилом под прижимной .сектор 8 накатки
галтели для выполнения закруглений (f на торцах заготовки 27 токоотвода. Прижимной сектор 8 - профильный сектор, имеющий по его краям ограничительные борта с радиусом Д для образования галтели на торцах токоотвода. Оба прижимных сектора 7 и 8 установлены на эксцентриковых осях 20, дающих возможность регу пировать входной зазор между этими секторами и наружным диаметром инструмента 12, Регулирование зазора между рабочей поверхностью сектора осуществляется регулировочными винтами 21. После прохода заготовки 27 под обоими прижимными секторами 7 и 8 готовый токоотвод сбрасывается из гнезда 10 водила 9 съемником 22.
Привод барабана 6 осуществляется от главного вала 23 через шестерни 17, 18 редуктор 24, выходной вал которого соединен с валом 25 барабана 6. Водило 9 выполнено в виде двух венцов 11, расположенных с обеих сторон шестерни 13, свободно вращаюш.ейся на барабане 6, на котором с двух сторон укреплен профилный инструмент 12.
Кинематическая связь барабана б с водилом 9 осуществляется через щестер- шо 13, воедино соединенную с воДилом 9, промежуточные шестерни 15, 16 и шестерню 14, соединенную с барабаном 6.
Передаточное отношение от шестерни 13 (т.е. от водила 9) к шестерни 14 (т„е. к барабанус профильным инструментом), составляющее 1:2, необходимо для обкатки заготовки токоотвода 27 без проскальзывания относительно накатного инструмента. Барабан 6 и водило 9 вращаются в одну и ту же сторону, Ме ханизм профилирования токоотводоа собран в корпусе 26.
При работе устройства столб заготовок 27 влотке 5 удерживается на постоянном уровне, что способствует четкой, постоянной, без пропусков подачи заготовок в гнезда 10 водила 9. Постоянство уровня заготовок И7 в лотке 5 обеспечивается за счет того, что число гнезд 10на водиле 9 выполнено кратным числу рабочих ходов, механизма рубки заготовок 4, а число оборотов водила 9 вокруг его оси равным частному от деления числа ходов механизма рубки заготовок 4 на число гнезд 10 водила 9.
Применение предложенного устройства позволит в условиях массового производства токоотводов щелочных гальван1гчес- ;1их элементов повысить их качество и ИСКЛЮЧИТЬ брак, кроме того, повысить стойкость накатного инструмента. Формула изобретения 1, Устройство для изготовления токо- отводов щелочных гальванических элемен- тов, содержащее кинематически связанные механизм рихтовки и мерной подачи проволоки, механизм рубки заготовок, лоток для подачи их в механизм накатки галтелей и канавок, состоящий из барабана с профильным накатным инструментом и прижимных секторов, отличающееся тем. что, с целью улучшений качества токоот водов и повышения стойкости накатного инструмента, барабан снабжен водилом с гнездами для заготовок, параллельными оси барабана, и водиповыполнено с возможностью вращения в направлении вращения барабана с передаточным отношением к нему 1:2. 2. Устройство по п. 1, отличающее с я тем, что водило выполнено в виде двух венцов, расположенных с обеих сторон ведущей их шестерни, кинематически связанной с барабаном и механизмом рубки заготовок. Источники информации, принятые во внимание при экспертизе 1. Автомат для изготовления токоотводов. Чертеж ФШ 2615.00. 2. Устройство для накатки радиуса на токротводах. Чертеж 9137.ОС.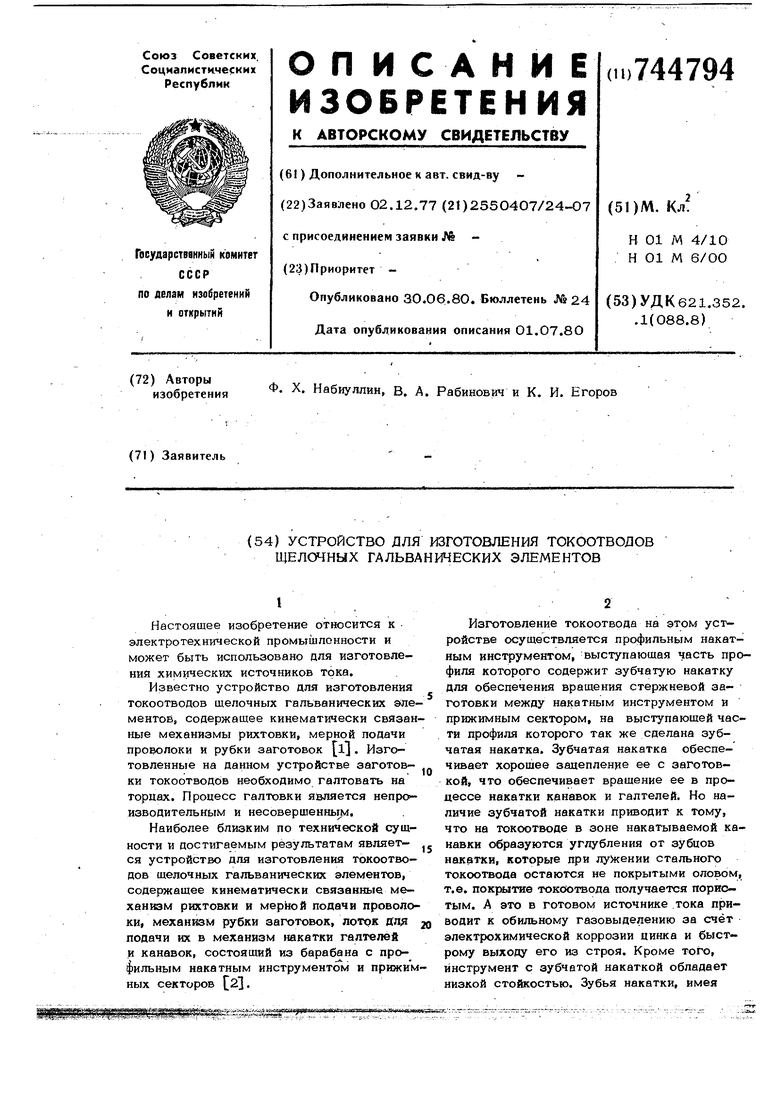
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для планетарного накатывания резьб | 1988 |
|
SU1532166A1 |
| РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ | 1991 |
|
RU2019353C1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Устройство для получения внутренних шлицев на трубчатых заготовках | 1988 |
|
SU1574440A1 |
| Станок для изготовления зубчатых колес посредством вальцевания горячих заготовок | 1936 |
|
SU48112A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1982 |
|
SU1057154A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |