I .
Изс$6ретение относится к пищевой промышленности.
Известна линия для производства корпусов конфет методом отливки, содержащая отливочную мащину, устройство для непрерывной выстойки корпусов конфет, включающее шахту с поярусно расположенными лотками, конвейеры подачи лотков и механизм регулировки nojja™ лотков к отливочной машине 1 .
Однако известная линия имеет производительность, ограниченную продолжительностью выстаивания корпусов конфет после отливки.
Целью изобретения является повышение производительности линии.
Поставленная цель достигается тем, что линия снабжена ускорительным и накопительным конвейерами, последовательно установленными между подающим транспортером и отливочной машиной.
Кроме того,, механизм регулировки подачи лотков к отливочной маиише состоит из подпружиненной пластины с злектромагнитом, подпружиненного горизонтального и вертикального
роликов и кулачково-рычажной системы с дат чиком.
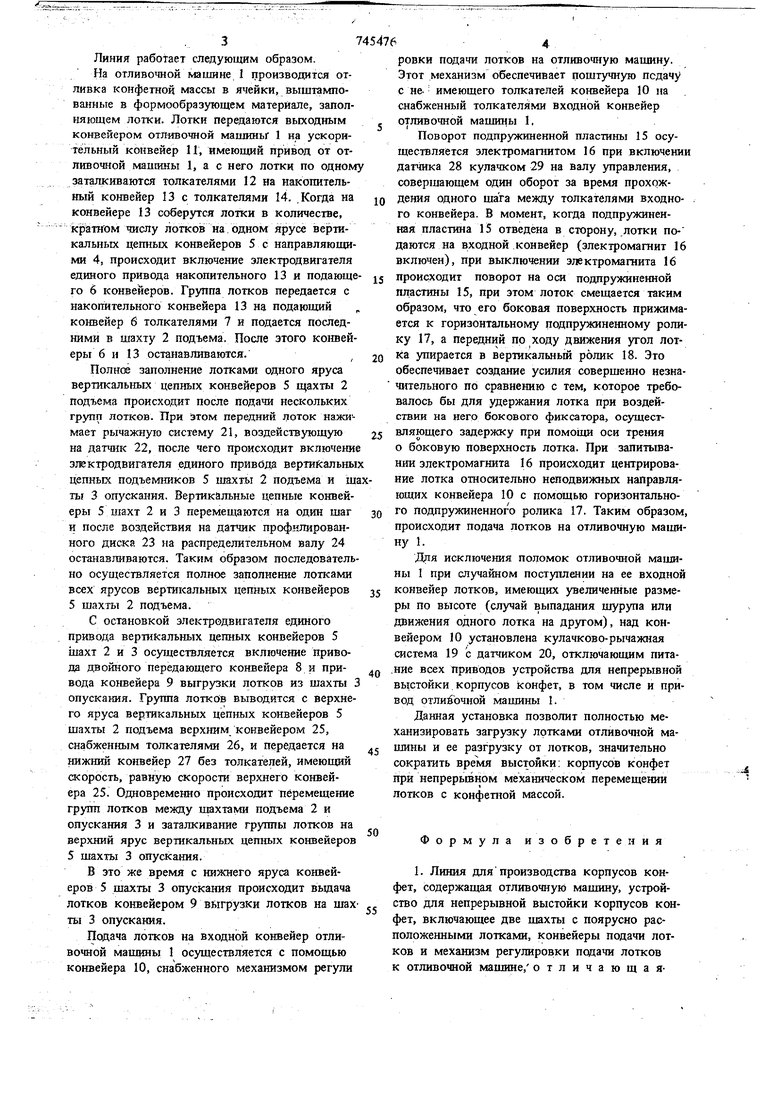
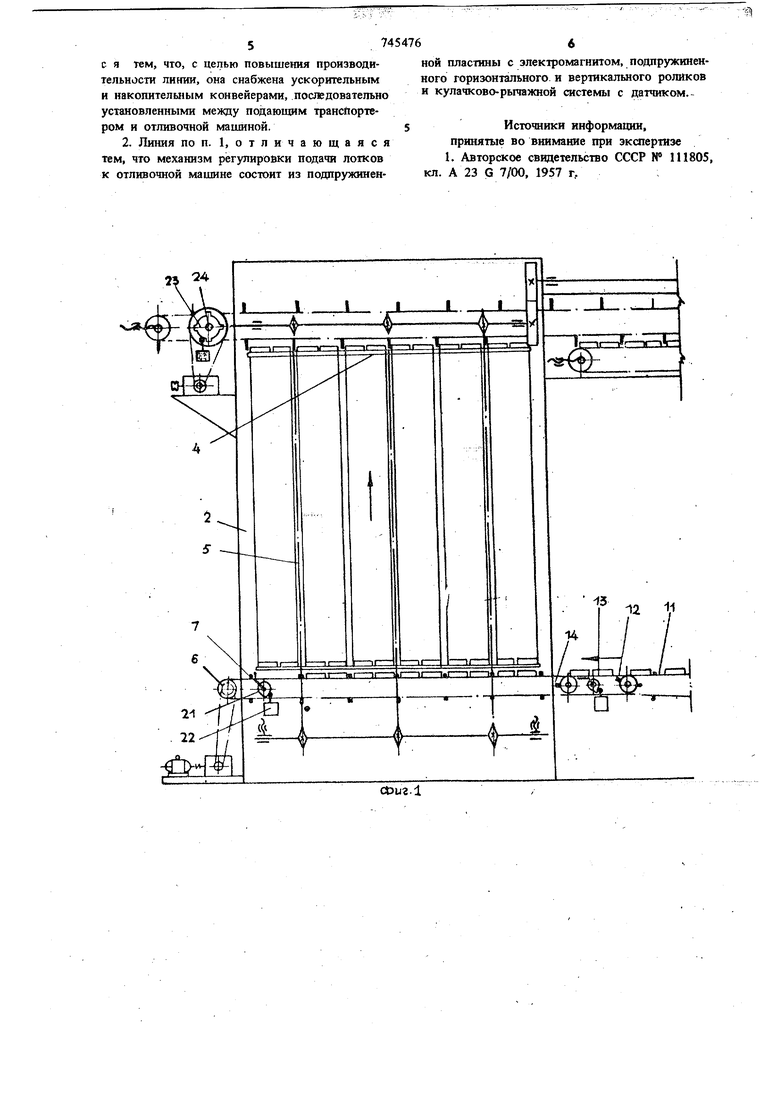
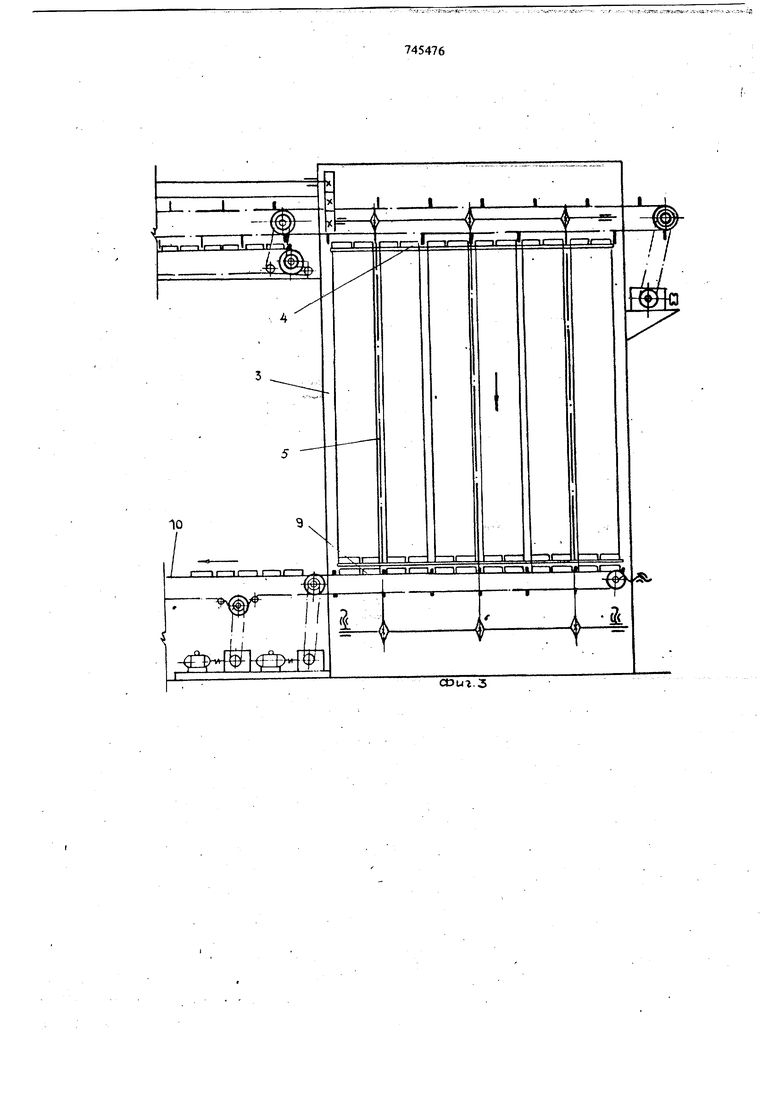
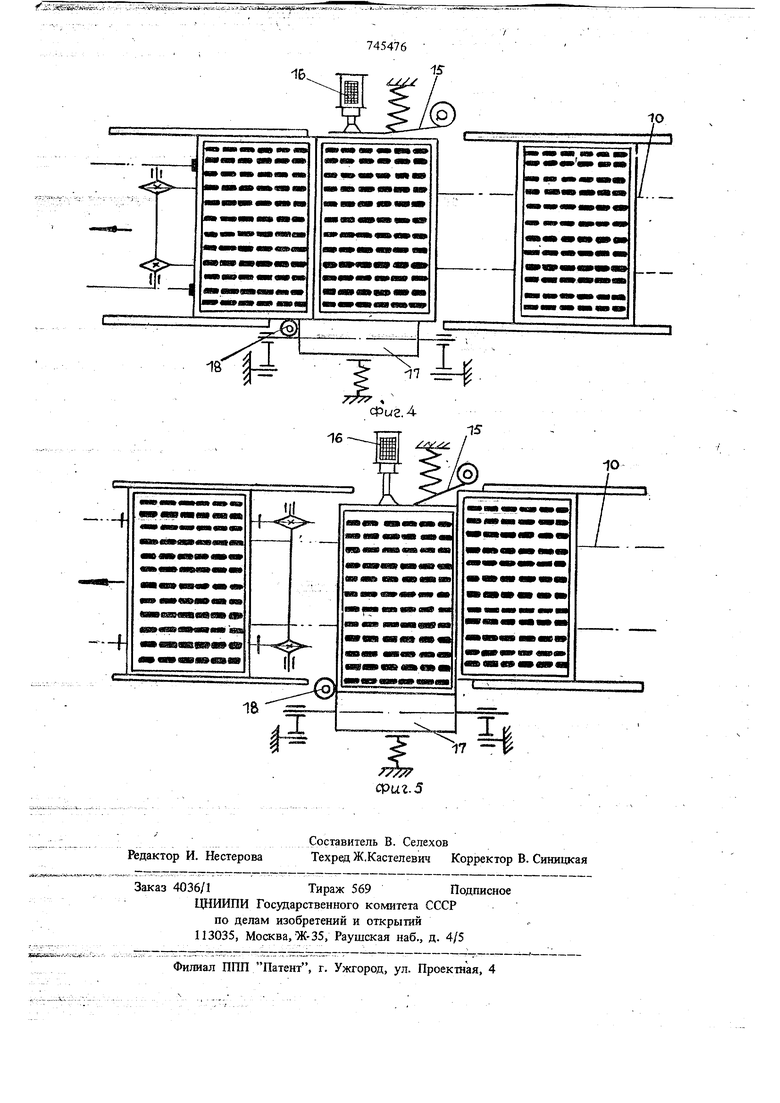
На фиг. 1-3 показана схема предлагаемой линии, общий вид; на фиг. 4, 5 - механизм регулировки подачи лотков к отливочной машине.
Линия состоит из отливочной машины 1, устройства для непрерывной выстойки корпусов конфет, включающего шахту 2 подъема и шахту 3 опускания с поярусно расположен10ными лотками на направляющих 4 вертикальных цепных конвейеров 5, конвейер 6 подачи лотков в шахту подъема с толкателями 1, ксжвейер 8 передачи лотков, конвейер 9 выгрузки лотков из шахты опускания, конвейер 10 пода15чи лотков на отливочную машину, ускорительный конвейер 11с толкателями 12, HaKonHTenv иый конвейер 13 с толкателями 14, механизм регулировки подачи лотков на отливочную машину 1, состоящий из подпружиненной пласти20ны 15 с электромагнитом 16, подпружиненного горизонтального ролика 17, вертикального ролика 18, кулачково-рычажной системы 19 с датчиком 20. 3 Линия работает следующим образом. Т5а отливочной машине 1 производится отливка конфетной массы в ячейки, выштампованные в формообразующем материале, заполняющем лотки. Лотки передаются выходным конвейером отЛивочной машины 1 на ускорительный конвейер И, имеющий привод от отливочной маишны 1, а с него лотки по одном заталкиваются толкателями 12 на накопительный конвейер 13 с толкателями 14. .Когда на конвейере 13 соберутся лотки в количестве, кратном числу лотков на одном ярусе вертикалы1ых цепных конвейеров 5 с направляющими 4, происходит включение электродвигателя единого привода накопительного 13 и подающе го 6 конвейеров. Группа лотков передается с накопительного конвейера 13 на подающий конвейер б толкателями 7 и подается последними в шахту 2 подъема. После этого конвейеры 6 и 13 останавливаются. Полис заполнение лотками одного яруса вертикальных цепных конвейеров 5 щахты 2 подъема происходит после подачи нескольких групп лотков. При этом передний лоток нажимает рычажную систему 21, воздействующую на датч11к 22, после чего происходит включени электродвигателя единого привода вертикальны цепных подъемников 5 шахты 2 подъема и щ ты 3 опускания. Вертикальные цепные конвейеры 5 шахт 2 и 3 перемещаются на один щаг и после воздействия на датчик профилированного диска 23 на распределительном валу 24 останавливаются. Таким образом последователь но осуи1ествляется полное заполнение лот1сами всех ярусов вертикальных цепных конвейеров 5 шахты 2 подъема. С остановкой электродвигателя единого привода вертикальных цепных конвейеров 5 ujaxT 2 и 3 осущесталяется включение привода двойного передающего конвейера 8 и привода конвейера 9 выгрузки лотков из шахты 3 опускания. Группа лоткс в выводится с верхнего яруса вертикальных цепных конвейеров 5 щахты 2 подъема верхгшм конвейером 25, снабженШ)1м толкателями 26, и передается на нижний конвейер 27 без толкателей, имеющий скорость, равную скорости верхнего конвейера 25. Одновременно происходит перемещение групп лотков между игахталш подъема 2 и опускания 3 и заталкивание группы лотков на верхний ярус вертикальных цепных конвейеров 5 шахты 3 опускания. В это же время с нижнего яруса конвейеров 5 шахты 3 опускания происходит вьздача лотков конвейером 9 выгрузки лотков на щаХ ,, ты 3 опускания. Подача лотков на входной конвейер отливочной машины 1 осуществляется с помощью конвейера 10, снабженного механизмом регули ровки подачи лотков на отливочную машину. Этот механизм обеспечивает пощтучную псдачу с не. имеющего толкателей конвейера 10 на снабженный толкателями входной конвейер отливочной маилщы 1. Поворот подпружиненной пластины 15 осуществляется электромагнитом 16 при включении датчика 28 кулачком 29 на валу управления, совершающем один оборот за время прохождения одного щага между толкателями входно- . го конвейера. В момент, когда подпружиненная пластина 15 отведена в сторону, лотки подаются на входной конвейер (электромагнит 16 включен), при выключении электромагнита 16 происходит поворот на оси подпружиненной пластины 15, при этом лоток смещается таким образом, что его боковая поверхность прижимается к горизонтальному подпружиненному ролику 17, а передний по ходу движения угол лотка упирается в вертикальный ролик 18. Это обеспечивает создание усилия совершенно незначительного по сравнению с тем, которое требовалось бы для удержания лотка при воздействии на негр бокового фиксатора, осуществляющего задержку при помоЩи оси трения о боковую поверхность лотка. При запитывании электромагнита 16 происходит центрирование лотка относительно неподвижных направляющих конвейера 10с помощью горизонтального подпружиненного ролика 17. Таким образом, происходит подача лотков на отливочную машину 1. Для исключения поломок отливочной машины I при случайном поступлении на ее входной конвейер лотков, имеющих увеличенные размеры по высоте (случай 1выпадания шурупа или движения одного лотка на другом), над конвейером 10 установлена кулачково-рычажная система 19 с датчиком 20, отключающим пита,ние всех приводов устройства для непрерывной выстойки корпусов конфет, в том числе и привод отлийочной мащины 1. Данная установка позволит полностью механизировать загрузку лотками отливочной машины и ее разгрузку от лотков, значительно сократить время выстойки: корпусов конфет при непрерывном механическом перемещении лотков с конфетной массой. Формула изобретения 1. Линия для производства корпусов конфет, содержащая отливочную машину, устройство для непрерывной выстойки корпусов конфет, включающее две шахты с поярусно расположенными лотками, конвейеры подачи лотков и механизм регулировки подачи лотков к отливочной машине, отличающаяс я тем, что, с целью повышения производительности литда, она снабжена ускорительным и накопительным конвейерами, .последовательно установленными между подающим трансйортером и отливочной машиной.
2. Линия по п. 1, отличающаяся тем, что механизм регулировки подачи лотков к отлнвочной машине состоит из подпружиненной пластины с электромагнитом, подпружиненного горизонтального и вертикального роликов и кулачково-рычажной системы с датчиком.Источники информация, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 111805, кл. А 23 G 7/00, 1957 г,;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выстойки корпусов конфет к конфетно-отливочиой машине | 1957 |
|
SU111805A1 |
| Устройство для выстойки корпусов конфет к конфетоотливочной машине | 1954 |
|
SU122020A1 |
| Устройство для накопления лотков к установке для выстойки конфет | 1981 |
|
SU1042723A1 |
| Устройство для накопления лотков с корпусами конфет к установке ускоренной выстойки | 1977 |
|
SU759080A1 |
| Линия непрерывного производстваОТлиВНыХ КОНфЕТ | 1978 |
|
SU847974A1 |
| Установка для отливки корпусов конфет в лотки с крахмалом | 1984 |
|
SU1321397A1 |
| Устройство для выстойки конфет,отливаемых в крахмальные формы | 1979 |
|
SU858720A1 |
| Установка для ускоренной выстойки отливных корпусов конфет | 1977 |
|
SU740215A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЛОТКОВ С КОРПУСАМИ КОНФЕТ К КОНФЕТООТЛИВОЧНОЙ МАШИНЕ | 1996 |
|
RU2123264C1 |
| Устройство для отливки и выборки мармелада | 1978 |
|
SU843923A2 |
2f 26
745476
i«i 1
4±cfc wt 2
10
|A
18
7
10
/
