(54) ГРАВИРОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Шпиндельный узел радиально-сверлильного станка | 1976 |
|
SU610616A1 |
| Станок для фрезерования каблука обуви | 1954 |
|
SU99469A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Гравировальный полуавтомат | 1979 |
|
SU845949A1 |
| ГРАВИРОВАЛЬНЫЙ СТАНОК И ГРАВИРОВАЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2495754C2 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Способ протяжки длинных изделий, в частности, клинков палашей, и станок для осуществления способа | 1948 |
|
SU82661A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Гравировальный копировальнофрезерный станок | 1974 |
|
SU517413A1 |

Изобретение относится к оборудованию для гравирования подписей и рисунков на различных плоских деталя и может быть использовано в приборостроительной, авиационной и других отраслях промышленности. Известные гравировальные станКи включают установленный с возможность перемещения по двум координатам стол и шпиндельный блок fl . С целью обеспечения точной и стабильной глубины врезания инструмента и автоматизации процесса гравировани в. предлагаемом станке шпиндельный блок выполнен в виде размещенных одна в другой/ установленных с возмо ностью относительного осевого переме щения гильз, причем во внутренней расположен шпиндель, а внешняя снабжена копиром посредством роликов связанным с внутренней гильзой. Нафиг. 1 представлена кинематическая схема станка; на фиг. 2 схема шпиндельного блока; на фиг.З разрез А-А на фиг. 2. Станок включает станину 1, двухкоординатный стол 2,гравировальную головку 3 и считывающее устройство 4. Двухкоординатный стол 2 выполнен в виде двух поперечных кареток:нижней 5 и верхней б,кинематические схемы которых идентичны. Каретки перемещаются по направляющим качения 7 от передачи винт-гайка качения 8 посредством редуктора 9 и двигателя 10. На каретках установлен тахогенератор 11, уаравляющий двигателем 10 по скорости, и датчик положения 12, управляющий двигателем 10 по пути. Гравировальная головка 3 имеет индивидуальные двигатели 13 и 14 для вращения и осевого перемещения шпинделя 15. Механизм осевого перемицения шпинделя 15 выполнен в виде двух вставленных одна в другую гильз 16 и 17. Во внутрейней гильзе 16 на подшипниках 18 установлен шпиндель 15, а на внешней гильзе 17 на подшипниках 19 широкая шестерня 20 с закрепленным на ней копиром 21, взаимодействующим с гильзой 16 через ролики 22. Между гильзами 16 и 17 установлена пружина 23, поджимающая гильзу 16 через ролики 22 к копиру 21. Между гильзами 16 и 17. и корпусом головки установлены шпонки, не дающие возможности взаимному повороту гильз относительно корпуса головки (на чертеже не показаны
Шестерня 20 зацеплена с зубчатьам сектором 24, находящимся на одном валу с шебтерней 25, которая взаимодействует с шестерней 26, жестко закрепленной на валу двигателя 14. Внешняя гильза 17 имеет зубчатый участок, зацепленный с шестерней 27 и рычагом-эксцентриком 28. Гильза 17 с шестерней 27 и рычагом-эксцентриком 28 служит для установки... инструмен та на определенную глубину врезания по сменному упора(на чертеже не показан),
Станок работает следующим обрааом, Пёрфбк api ты с 3 ак одйров ан ными н адпйсяии и рисунками, подлежаодие гравированию, устанавливают в считывающее устройство 4. Обрабатываемую деталь за срепйяют иа вёрхней каретке б координатного стола 2.
Гильзы 16 и 17 жестко взаимосвязаны посредством роликов 22, копира 21, шестерни 20, подшипников 19 и пружины .23,
При отключенном двигателе 14 гильзы 16 17 со шпинделем 15 через ролики 22, копир 21, шестерню 20, подшипники 19 перемещаются рычагом 28 как единое жесткое звёйо. При повороте рычага 28 вверх или вниз шестерня 20 через зубцовую часть гильзы 17 пёре;1йещает все звено соответственно вверх или в низ.
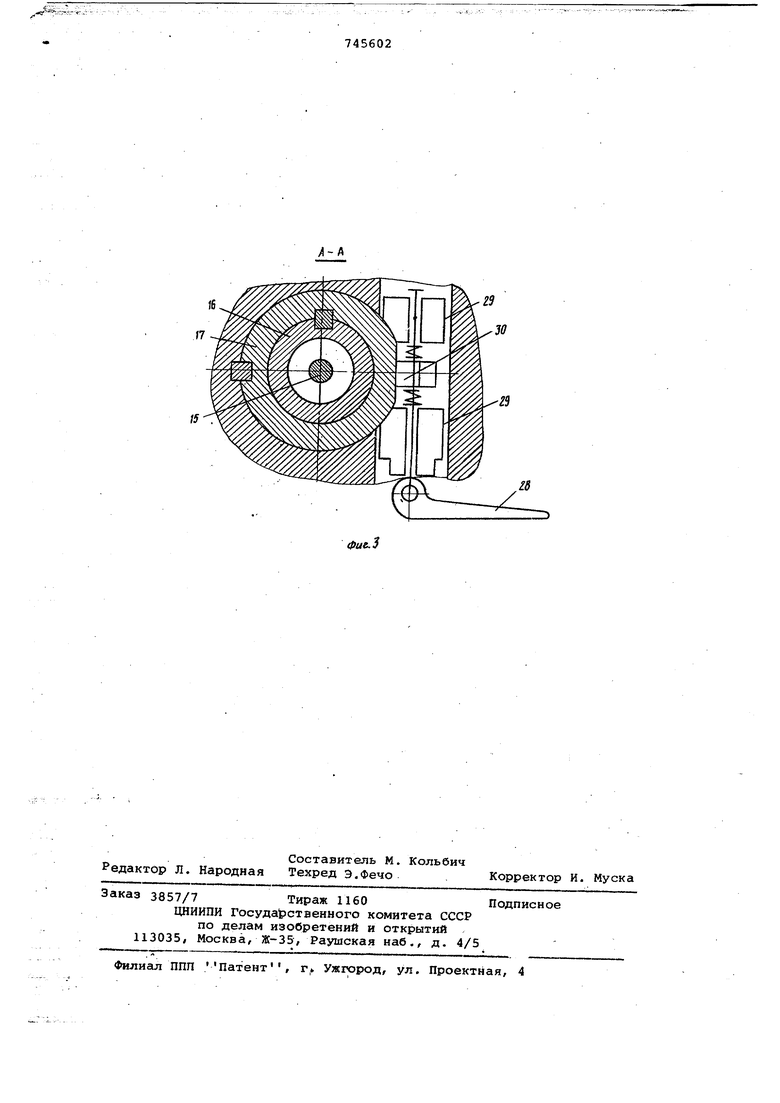
При повороте рычага 28 на себя за счет его эксцентрикового профиля сухарями 29 прои&воййтся зажимгильзы 17,Таким образом, гильза 17 жестко связывается с корпусом головки. При разведенных сухарях 29 гильза 17 может Перемещаться относительно корпуса головки рычагом 28.
При работе станка гильза 17 зажата сухарями 29 и является единым жестким звенбм с корпусом головки. В этом случае перемещение гильзы 16 со шпинделем 15 относительно гильзы
745602
17 производится поворотом копира 21, жестко связанного с шестерней 20, которая вращается от двигателя 14 через шестерни 25 и 26 и зубчатый сектор 24, Копир 21 своим профилем возд ействует на ролики 22 и перемещает гильзу 16 внутри гильзы 17, сжимая или разжимая при этом пружину 23,
На пульте управления 30 нажимают кнопку Автомат 31, при зтом станок начинает работать в автоматическом режиме.Координатный стол 2 воспроизводит контурный обход запрограммированных на перфокартах знаков и рисунков, а гравировальная головка 3 производит вращение,
врезание,выдержку и выход инструмента, з акрепленного в шпинделе 15, из обрабатываемой детали. Все движения производятся по программе, нанесенной на перфокарты.
Формула изобретения
Гравированый станок, включающий установленный с возможностью перемещения по двум координатам стол и шпиндельный блок, отличающийся тем, что, с целью обеспечения точной и стабильной глубины врезания инстг румента и автоматизации процесса гравирования, шпиндельный блок выполнен в виде размещенных одна в другой, , установленных с возможностью относительного осевого перемещения гильз, причем во внутренней - расположен шпиндель, а вн ешняя - снабжена копиро посредством роликов связанным с внутренней гильзой .
40Источники информации,
принятые во внимание при экспертизе
745602
гэ
30
