(54) УСТРОЙСТВО ДЛЯ СВОРКИ ЖАЛОЗИЙНЫХ УЗЛОВ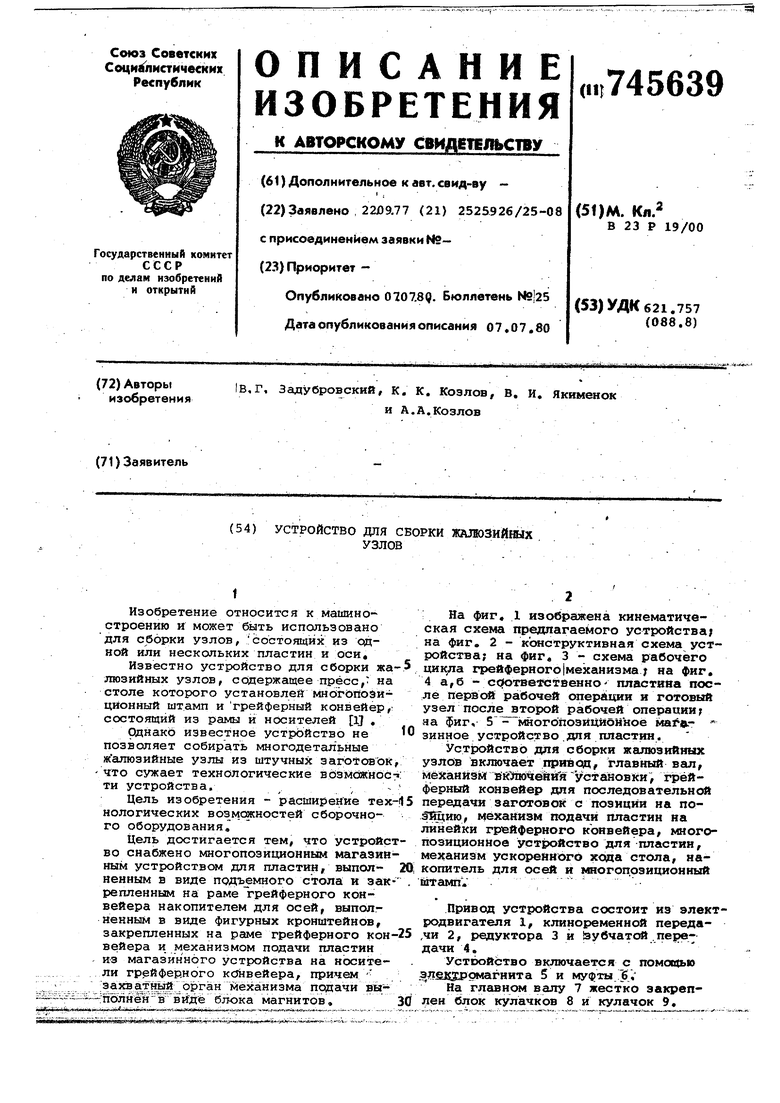
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Грейферное подающее устройство | 1979 |
|
SU774726A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК ПО ПОЗИЦИЯМ ШТАМПА ПРЕССА | 1992 |
|
RU2028856C1 |
| Грейферная подача к штамповочному прессу | 1985 |
|
SU1299679A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ ПЛАСТИНЧАТЫХФИЛЬТРОВ | 1967 |
|
SU194762A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Грейферный перекладчик к штамповочному прессу | 1983 |
|
SU1159699A1 |

1
Изобретение относится к машиностроению и может быть использовано для сборки узлов, состоящих из одной или нескольких пластин и оси.
Известно устройство для сборки жа-5 люзийных узлов, ссдержащее пресс/ на столе которого установлей многойоэицйонный штамп и грейферный конвейер, состоящий из рамы и носителей У .
Однако известное устрЪйство не О позволяет собирать многодетальнне жалюзийные узлы из штучных заготовок, что сужает технологические возмсзяснос : ти устройства., г
Цель изобретения - расширение тех-15 нологических возм с1жностей сборочного оборудования.
Цель достигается тем, что устройство снабжено многопозициониым магазинным устройством для пластин, выпол- Щ ненным в виде подъемного стола и зак- . репленным на раме грейферного конвейера накопителем для осей, выполненным в виде фигурных кронштейнов, закрепленных на раме грейферного кон-25 вейера и механизмом подачи пластин из магазинного устройства на носители грейферного ксЙ1вейера, причем эа;хватн Уйуорган Механизма подачи вы-полнё й вйД1ё блока магнитов.30
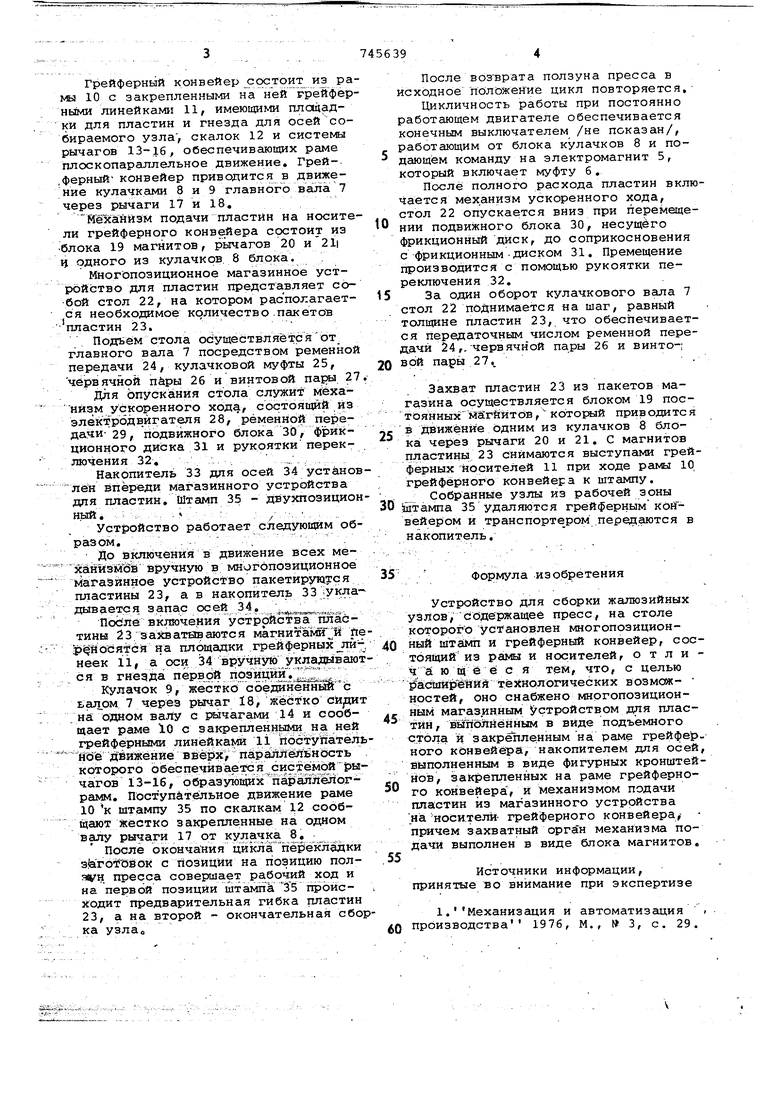
; На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - конструктивная схема устройства; на Фиг« 3 - схема рабочего грейферного {механизма; на фиг. 4 а,б - с |отве стйенно пластина после первой рабочей операции и готовый узел после второй ра1бочей операции; на фиг, 5 многЬпозйционноё ,винное устройство,для пластин.
Устройство для сборки жалюзийных узлов включает привод, главный вал. Механизм Вй да ёййя установки, грейферный конвейер для последовательной передачи заготовок с позиции на по€1 цию, мёхан;изм подачи пластин на линейки грейферного конвейера, многопозиционное устройство для пластин, механизм ускоренного хода стола, накопитель для осей и многопозиционный штамп .
Привод устройства состоит кз электродвигателя 1, клиноременной переда,чи 2, редуктора 3 и йубчатой .передачи 4.
Устгюйство включается с помехкью элекзсромагнита 5 и муфты /б;
На главиом валу 7 жестко закреплен блок кулачков 8 и кулачок 9.
Грейферный конвейер состоит иэ рамы 10 с закрепленными на ней грейфёрньоми линейками 11, имеющими площадки для пластин и гнезда для осей собираемого узла , скалок 12 и системы рычагов , обеспечивающих раме плоскопараллельное движение, Грейферный- конвейер привалится в движение кулачками 8 и 9 главного вала 7 через рычаги 17 и 18,
Механизм подачи пластин на носители грейферного конвейера состоит из блока 19 магнитов, рычагов 20 и 21i одного из кулачков. 8 блока.
Многопозиционное магазинное устройство для пластин представляет собой стол 22, па котором располагается необходимое количество.пакетов пластин 23.
Подъём стола осуществляетсяот главного вала 7 посредством ременной передачи 24, кулачковой муфты 25, червячной п&ры 26 и винтовой паБЯЛ 27.
Для опускания стола служит мёханйзм ускоренного хода, состоящий из электродвигателя 28, ременной передачи- 29, подвижного блока 3(3, фрикционного диска 31 и рукояткипереключения 32,, .
Накопитель 33 для осей 34 установ лен впереди магазинного устройства для пластин. Штамп 35 - двухпозиционный, - ; ч.- , . ..: ; у ;. V .
Устройство работает следуюдам образом,, . /: . -. ; . . , . : До включения в движение Всех мехйнйзйВй вручную в многопозиЦионное Ма га5йнное устройство пакетируются пластины 23, а в накопитель 33 -укла дывается запас осей 34, ;, .,,„
После вкдачения устррйс1рваraiScтины 23;захватаваются магнитамйГ Й йе;р йосяфдя на площадки .грейферных ли, неек 11, а оси 34 вручную ук ладавают. ся в гнезда первой прэиции,2, : Кулачок 9, Жёстко соединений с ьалрм 7 через рычаг 18, жёстко сй|Цит .на одном валу с рычага.ми 14 и сообщает раме Ю с закрепленньага на ней грейферными линейками 11 йос упатель Шё вйёрху п Ё гляш&нЬст которого обеспечивается системойj)Hчагов 13-16, образующихпа|5аЙ:пШограмм. Поступательное движение раме 10 к штампу 35 по скалкам 12 сообщают жестко закрепленные на одаом валу рычаги 17 от кулачка 8,
После окончания цикла пёрёклалки s roftssok с позиции на позицию полaivH пресса соверша.ет рабочий ход и на первой позиции штампй 35 происходит предварительная гибка пластин 23, а на второй - окончательная сборка узла о
После возврата ползуна пресса в исходное положе -гие цикл повторяется,Цикличность работы при постоянно работающем двигателе обеспечивается конечным выключателем /не показан/, работающим от блока кулачков 8 и подающем команду на электромагнит 5, который включает муфту б.
После полного расхода пластин включается мех.анизм ускоренного хода, стол 22 опускается вниз при перемещеНИИ подвижного блока 30, несущего фрикционный диск, до соприкосновения с фрикционным.диском 31, Премещение производится с помощью рукоятки переключения 32,
За один оборот кулачкового вала 7 стол 22 поднимается на шаг, равный толщине пластин 23, что обеспечивается передаточным числом ременной перед.ачй 24,.червячной пары 26 и винто-;
вой пары 27..
Захват пластин 23 из пакетов магазина осуществляется блоком 19 постОянных магййтОв, который приводится
в движение Одним из кулачков 8 блока через рычаги 20 и 21, С магнитов пластины 23 снимаются выступами грейферных носителей 11 при ходе рамы 10 грейферного конвейера к штампу. Собранные узлы из рабочей зоны
йтампа 35 удаляются грейфернымKOffвейер ом и транспортером .перед.аются в накопитель.
Формула изобретения
Устройство для сборки жалюзийных узлов,содержащее пресс, на столе коГорого установлен многопозиционный штамп и грейферный конвейер, состоящий из раки и носителей, о т л и ч а ю 1ц ё ё с я тем, что, с целью йстайрШйй технологических возмож- ностей, оно снабжено многопозиционныМ магазинным устройством для пластин, выпблнённым в виде подъемного ОтОла и закрепленным на раме грейфер. нОго конвейера, накопителем для осей, выполненным в виде фигурных кронштейНов, закрепленных на раме грейферного конвейера , и механизмом подачи пластин из магазинного устройства на носители- грейферного конвейера,причем захватный орган механизма подачи выполнен в виде блока магнитов,
Источники информации, принятые во внимание при экспертизе
17
32
Фиг/
tIcxodHoe
ФигЗ положение
745639
Фиг.5
«tiW STST ii-A ;:- 23
