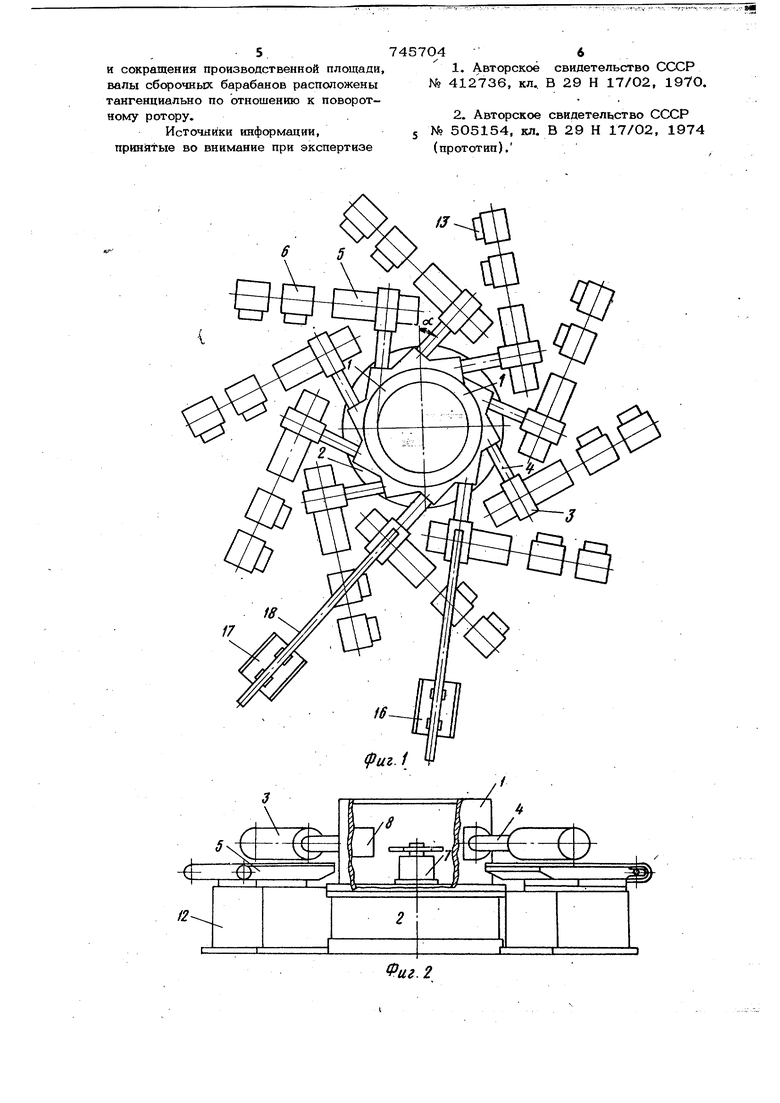
(54) ЛИНИЯ. ДЛЯ СБОРКИ КАРКАСНЫХ БРАСЛЕТОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН Изобретение касается производства , пневматических шин, оно может быть использовано в шинной промышленности, в частности, для сборки покрышек радиальной конструкции, а также для покрышек диагонального построения. Известнг. линия для сборки покрышек пневматических шин, содержащая устано ленные последовательно по ходу технологического процесса поворотные роторы с смонтированными с возможностью поворо относительно горизонтальной оси и распо ложенными в одной вертикальной плоскост неподвижными сбс эочными барабанами и устройства для подачи заготовок и передачи собираемых покрышек с одного рото ра на другой Ш. Однако эта линия не содержит привода для вращения сборочных барабанов, что снижает производительность процесса сборки. Известна и другая линия для сборки каркасньк браслетов покрышек пневматических шин, содержащая поворотньШ ротор со смонтированнь1ми на нем поср&дством валов сборочными барабанами, уст{эойство для подачи и наложения заготовок каркасных браслетов, устройства для пеЪедачи заготовок и приводы для поворота ротора и для вращения сборочных бара бановСзЗ. Недостатком этой линии является невозможность сборки на ней многослойных браслетов, так как при простом увеличении числа установленных сборочных барабанов на поворотном роторе значительно увеличиваются габариты всего роторного, агрегата, крайне нерационально используется производственная площадь, значительно увеличивается вес ц,одвижных частей. Цель изобретения - возможность сборки многослойных браслетов и сокращение производственной ппрщади.. Указанная цель достигается тем, что в линии для сборки каркасных браслетов покрышек пнематических шин, содержащей поворотный ротор со смонтированными на нем посредством валов сборочными барабанами, устройство для подачи и наложения заготовок каркасных браслетов, устройства для передачи заготовок и npat воды для поЕЮрота ротора и длявраЩения сборочных барабанов, согласно изобретению, валы собранных барабанов расположёны тангенциально по отношению к Поворотному ротору. Ни фиг. 1 изображена линия общий вид в плане; на фиг. 2 - то же, вид сбоку (условно показаны два сборочных барабана и не показаны питающие каретки); «а фиг. 3 - тЪ же, вид с торца одного из барабанов (остальные барабаны условно не показаны)j на фиг. 4 - 11 - положение сборочного барабана на разньк позациях наложения слоев корда и отдельны деталей при сборке браслета; на фиг. 12 браслет собра1гаый, П1:)дольныд разрез. Линия для сборки каркасного браслета содержит ротор 1 (фиг. 1 и 2), установленный на платформе 2 и снабженный, например, десятью сборочными барабанами 3, каждый из которых смонтирован на валу 4. Валы 4 расположены тангенциальho по отношению к поворотному ротору 1. Линия включает устройства 5 для подачи заготовок, питающие трансПортные каретки 6с кордными заготовками и деталями собираемого каркаса, привод 7 дл поворота ротора 1 и приводы 8 для вращения сборочных барабанов 3, Приводы 8 могут быть размещены внутри ротора или снаружи. Устройства 5 снабжены подъемным столом 9, перемещаемым относительно барабёна 3посредством привода 10. Привод 11 для подъема стола 9 установлен в станине 12. Транспортные каретки 6 на рабочих ПОЗИЦЕЙХ взаимодействуют с приводами 13 для раскатки материала заготовки с бобины каретки. Для передачи заготовки 14 через первую транспортную каретку установлен, например, рольганг 15. Съем собранного браслета со сборочного барабана 3 ротора 1 и передачи на устройство (на чертежах не показано) для окончательной сборки покрьпиек пневматической щины может быть осуществлен при помощи устройств 16 и 17, установленных и перемещаемых по монорельсам 1 Линия, например, содержит десять сборочных барабанов, два из которых служат для съема собранного браслета (одновременно они являются peзepвнъпv и - при увеличении количества деталей в браслете на сборочнъгх барбанах, предназначенны для сьема, можно осуществлять наложение деталей). Линия работает следующим образом. Изготовление каркасного браслета на- чинается с момента, когда сборочные барабаны 3 зафиксированы над устройствами 5, После этого включают привод 11 для подъема стола 9 до контакта его со сбороФ1ым барабаном, затем включают приводы 8 и 10 - происходитвращение барабана 3 и перемещение относительно него стола 9, при этом конец заготовки удерживается на барабане. Происходит передача заготовки со стола 9 на барабан 3 и образование первого слоя браслета боковины 19 (фиг.4). После вьтолнения первой операции 1 поворачивают. Сборочный барабан 3 переходит на вторую позицию, где производится наложение бортовых лент 20 (фиг.5). На третьей позиции накладьшаются бортовые металлокордные ленты 21 (фиг. 6), на четвертойленты из моноволокна 22 (фиг.7), на пятой - герметизирующий слой 23 (фиг.8). на пгестой - слой корда 24 (фиг.9), на седьмой - второй слой каркаса 25 (фиг. 10), на восьмой - профилированные детали брекера 26 (фиг. 11). В результате получают каркасный браслет (фиг. 12), который снимается со сборочного барабана 3 на девятой или десятой позиции посредством съемника 16 или 17. Предложенная линия для сборки каркас- браслетов покрыщек пневматических щин позволяет осуществлять сборку многослойных браслетов, при этом сокращается производственная площадь всле/цствие уменьшения габаритов линии, улучшаются условия обслуживания, а также повъшается качество сборки изделий за счет исключения передачи браслетов с одного ротора на другой. Фор м у ла изобретения Линия для сборки каркасных браслетов покрьпиек пневматических щин, содержащая поворотный ротор со смонтированными на нем посредством валов сборошыми бара- , банами; устройство для подачи и наложения заготовок каркасных браслетов, устройства для передачи заготовок и приводы для поворота ротора и для вращения сборочных барабанов, отличающаяс я тем, что, с целью обеспечения возможности сборки многослойньк браслетов
и сокращения производственной площади, валы сборочных барабанов расположены тангенциально по отношению к поворотному ротору.
Источники информации, во внимание при экспертизе
1.Авторское свидетельство СССР NO 412736, кл, В 29 Н 17/02, 1970.
2.Авторское свидетельство СССР
N° 505154, кл. В 29 Н 17/02, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1979 |
|
SU828563A2 |
| Линия для сборки каркасов покрышек пневматических шин | 1978 |
|
SU765007A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Устройство для изготовления резино-кордных изделий | 1979 |
|
SU790490A1 |
| Устройство для хранения и подачи заготовок протекторов к сборочному барабану | 1983 |
|
SU1102683A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| Станок для второй стадии сборки покрышек пневматических шин | 1976 |
|
SU593381A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |

/ 3 ./d
/ .ff ,6
,/.//
z - - /14 I /
Риг 3
19
I I П
f«e.
..f
г j
J
Фигв
(риг. 7
9 2t.
I . j
лг.
2
fuz.9
