I
Изобретение относится к оборудованию для производства покрышек пневматических шин и может быть использовано в шинной промышленности, в частности для сборки покрышек радиальной конструкции.
Известна линия для сборки каркасов покрышек пневматических шин, содержащая несколько операционных станков, совершающих последовательные операции сборки покрышек на сборочных барабанах, перемещаемых от станка к станку напольными транспортными каретками (транспортирую- ю щими устройствами) и устройства для наложения деталей покрышки 1.
Недостатком линии является трудность обслуживания сборочных станков из-за напольных кареток с барабанами, перемещаемыми в рабочей зоне, кроме того, линия 5 занимает значительную производственную площадь, которая нерационально используется под оборудование.
Известна и другая линия для сборки каркасов покрыщек пиевматических шин, содержащая сборочные барабаны, последовательно установленные по ходу технологнческого процесса рабочие позиции, снабженные основаниями с устройствами для
установки на них сборочных барабанов м приводами для их вращения, устройство для перемещения сборочных барабанов по рабочим позициям по проходящему между рабочими позициями транспортному пути и установленные на рабочих позициях устройства для наложения деталей каркаса (2.
Недостатком этой линии является то, что для смены сборочных барабанов и их передачи с позиции на позицию требуется значительное время, поскольку операции съема барабанов, нх перемещение и установки не совмещены по времени, что снижает производительность линии. Напольное расположение направляющих для перемещения сборочных барабанов затрудняет обслуживание в процессе сборки.
Целью изобретения является упрощение обслуживания сборочных барабанов на рабочих позициях.
Это достигается тем, что в линии для сборки каркасов покрыщек пневматических щин, содержащей сборочные барабаны, последовательно установленные по ходу технологического процесса рабочие позиции, снабженные основаниями с устройствами для установки на них сборочных барабанов и приводами для нх вращения, устройство для перемещения сборочных барабанов по рабочим позициям по проходящему между рабочими позициями транспортиому путии установленные на рабочих позициях уст poficTsa для наложения деталей каркаса, согласно изобретению, устройство для перемещеиия сборочных барабанов по рабочим позициям выполиеио в виде захватов, расположенных в пересекающихся по оси симметрии сборочних барабанов плоскостях, а транспортный путь выполнен в виде установленных нал рабочими позициями и снабженных приводами для возвратно-поступательного перемещения платформ, на которых смонтированы захваты.
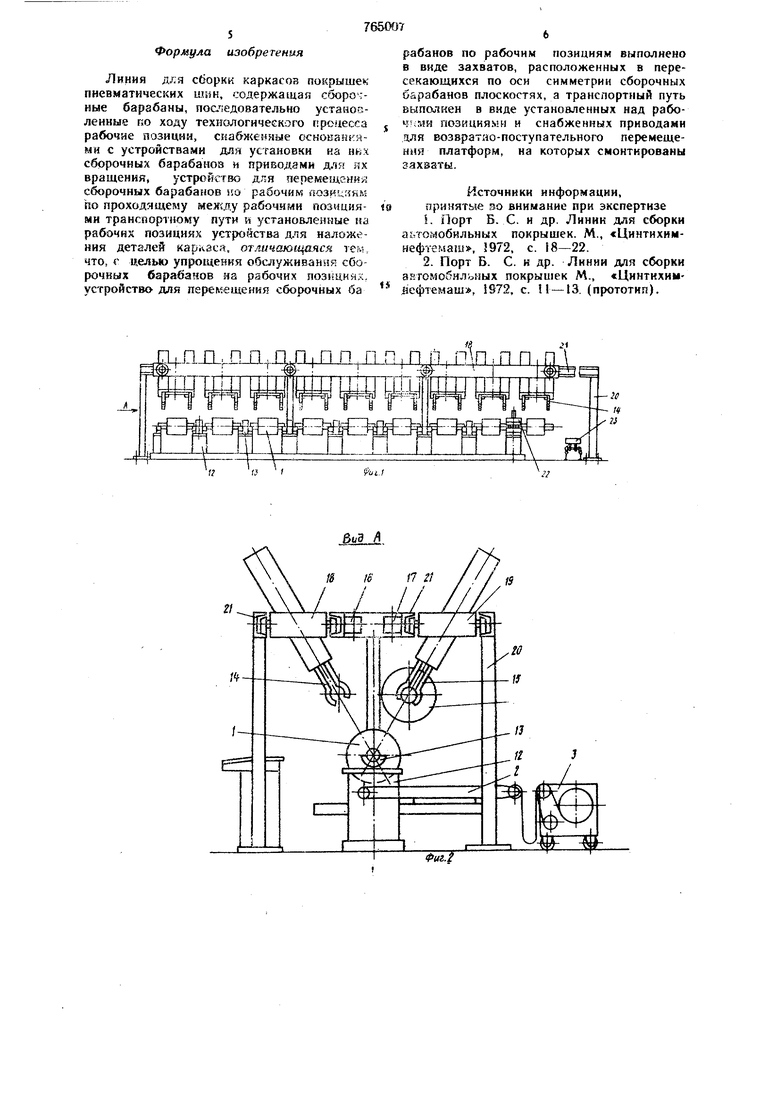
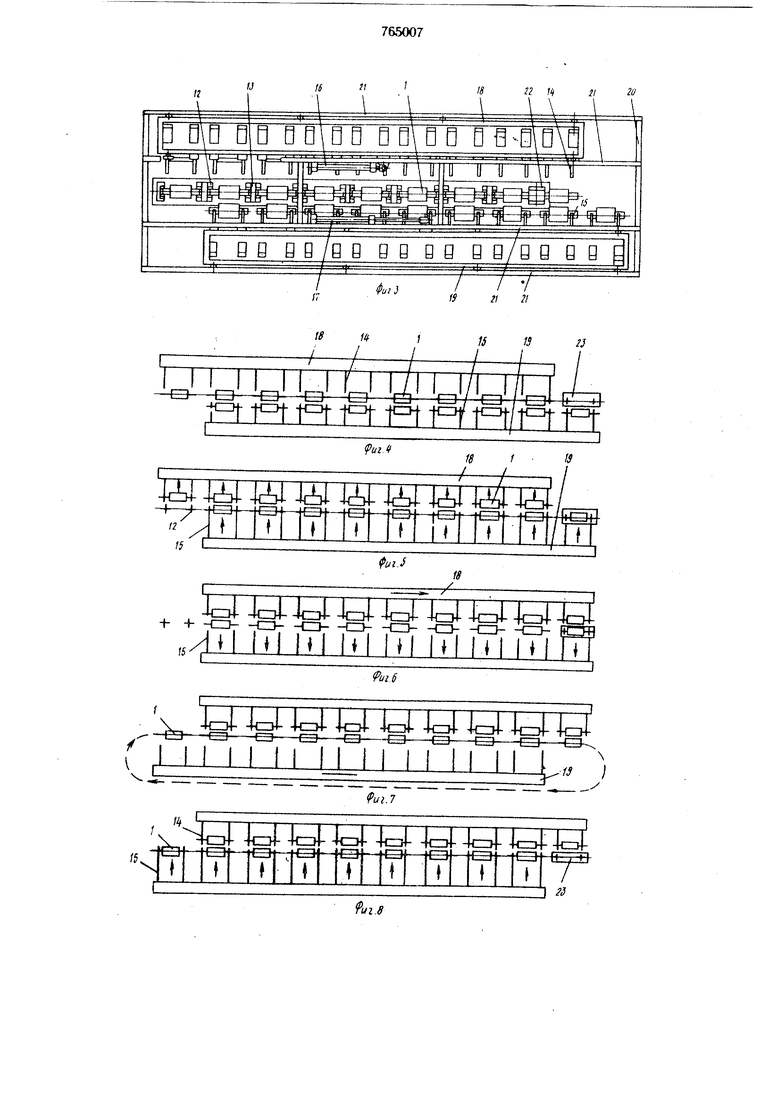
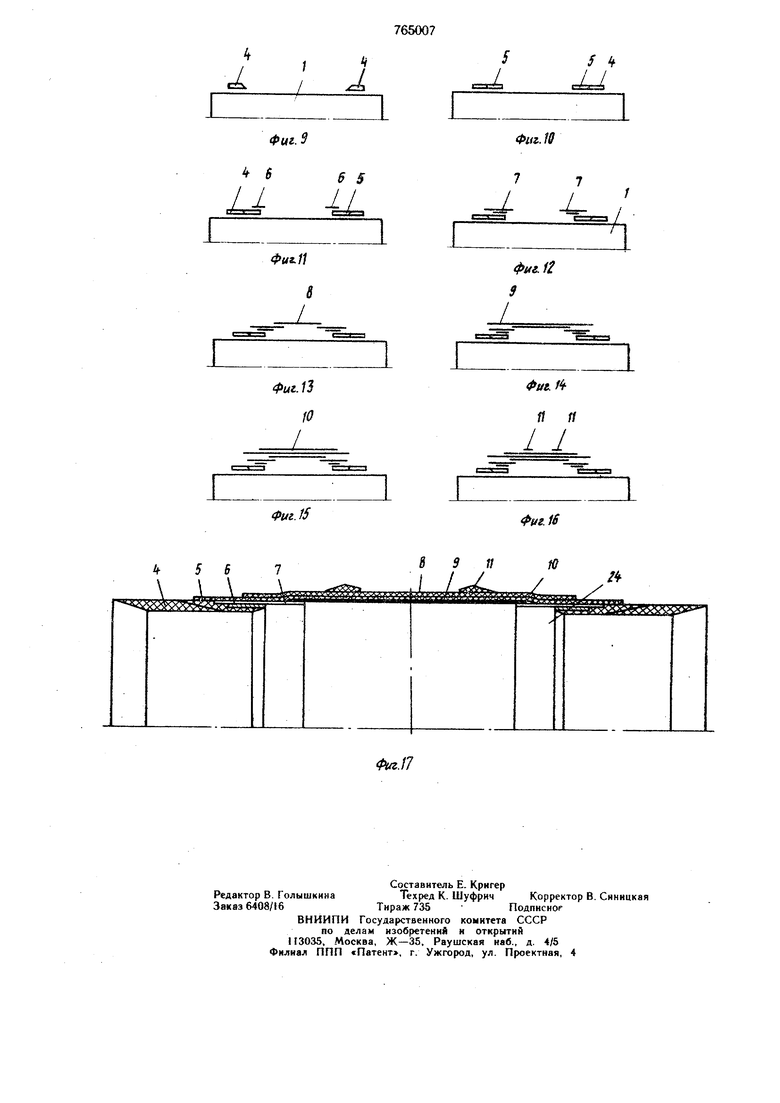
На фиг. 1 изображен общий вид линии; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид сверху на фиг. i; на фиг. 4-8 -- схемы работы линии для сбор. ки каркасов; на фиг. 9 - последовательные стадии сборки каркасов; на фиг. 17 каркасиый браслет, продольный разрез.
Линия содержит сборочные барабаны 1, последовательно установленные по ходу технологического процесса рабочие позиции, которые снабжены устройствами 2 для иаложеиия деталей каркаса с питающими каретками 3; так на первой позиции установлены устройства для наложения боковин 4, на второй позиции - для наложения бортовых лент 5, на третьей позиции - для наложения бортовых металлокордиых лент 6, на четв ртой позиции - для наложения леит 7 из моноволокна, н пятой позиции - для наложения герметизирующего слоя 8, на шестой и седьмой позициях - для наложения слоев 9 и iQ корда,на восьмой позиции -- для наложения профилнрованных деталей брекера И.
Линия содержит установленные на рабочих позициях основания 12 с устройствами для установки иа них сборочных барабанов I и приводами 13 дан приведения во вращение сборочных барабанов 1 устройство для перемещения сборочных бара; банов в виде захватов 14 и 15, расположенных в пересекающихся по оси симметрии сборочных барабанов плоскостях, транспортный путь для 11еремещения по нему сборочных барабанов 1 по рабочим позициям, выполиеииый в виде установленных над рабочими позициями н снабженных приводами 16 и 17 для возвратно-поступательиого перемещения платформ 18 и J9, на которых смонтированы захваты 14 и 15. Платформы 18 и 19 установлены на раме 20 и могут перемещаться вдоль направляющих 21. Платформы 18 и 19 могут быть составлены из отдельных секций тележек. Предпоследняя рабочая позиция снабжена зажимом 22 (фиг. 1) посредством которого сборочный барабан крепится консольно для съема собранного каркасного браслета, а последняя позиция снабжена транспортным средством 23 для траиспортнровки
сборочиого барабаиа на первую рабочую лозицию линии.
Работа линии осуществляется следующим образом.
Стол устройства 2 приподнимак т до контакта со сборочным барабаном 1, включают привод 13 вращения барабана и привод перемещения стола относительно барабана - происходит передача заготовки со стола иа барабан и образование одного. из слоев браслета. Заготовки (детали) для
каркаса подаются на стол устройства 2 из питающих кареток 3.
На первой позиции образуется первый слой, которым являются боковины 4 (фиг. 9). На второй позиции производится наложение бортовых лент 5 (фиг. 10). Нн следующей позиции накладывают бортовые металлокордные ленты 6 (фиг. П) на четвертой позици накладывают ленты7 из моноволокна (фиг. 12), на пятой - герметизирующий алой 8 (фиг. 13), на щестой - слой 9
e корда (фиг. 14), на седьмой - второй слой 10 корда (фиг. 15), на восьмой - профилированные детали Брекера I (фиг. 16). В результате получается каркасный браслет 24 (фиг. 17).
Захваты 13 и 14 осуществляют перемещение сборочных барабанов 1 d позиции на позицию.
В исходном положении барабаны 1 установлены иа основаниях 12, платформа 18 - в крайнем левом положении (фиг. 4), захваты J4 и 15 отведены в исходные положения. На захватах 15 установлены сборочные барабаны (фиг. 2), платформа 19 находится в крайнем правом положении, транспортное средство 23 освобождено. После завершения наложения деталей на всех
позициях выдвигают захваты 14 (фиг. 3), которые фиксируют валы барабанов и затем возвращают их в исходные положения, поднимая барабаны I с оснований 12 (фиг. 5), а захваты 15 опускают зафиксированные
на них барабаны на освободившиеся основания. После чего захваты 15 возвращают внеходкое положеиие (фиг. 6),а платформа 18 перемещается в крайнее правое положение. В этот момент производится наложение деталей на каждой позиции. Затем
5 посредством транспортного средства 23 сборочный барабан (каркасиый браслет с иего снимают на предпоследней позиции) с последней позиции, перемещают на первую позицию, а платформу 19 в крайнее левое положение (фиг. 7). После чего цикл
повторяется в обратной последрвательиости: захваты. 15 выдвигают, поднимают барабаны с оснований 12, а захваты 4 отпускают барабаны на освободившиеся основания (фиг. 8).
п
Данная линия позволяет значительно повысить производительность процесса сборки, значительно проще в конструктивном отношении, удобна в обслужнванн Формула изобретения Линия Д/.Я сборки каркасов покрышек пневматических шин, содержащая сгЗорочные барабаны, последовательно установленные по ходу технологичеекого trpouecca рабочие позиции, снабженные основаниями с устройствами для установки на нвх сборочных барабанов и приводами д.1я як вращения, устройство для перемещения сборочных барабанов ио рабочим лозйцяям по проходящему между рабочими позициями транспортному пути и установленные на рабочих позициях устройства для наложения деталей каркаса, отличаю1цаяся тем, что, с целью упрощения обслуживания сборочных барабанов на рабочих позициях, устройство для перемещения сборочных ба рабанов по рабочим позициям выполнено в виде захватов, расположенных в пересекающихся по оси симметрии сборочных барабанов плоскостях, а транспортный путь выпалкен в виде установленных над рабоч ;мн позициями и снабженных приводами для возвратно-поступательного перемещения платформ, на которых смонтированы захваты. Источники информации, принятые so внимание при экспертизе 1.Порт Б. С. и др. Линии для сборки аьтомобкльных покрышек. М., «Цинтнхимнефуемащ, 5972, с. 18-22. 2.Порт Б. С. и др. Линии для сборки ангомобильных покрышек М., «ЦинткхиМ йефтемаш, 1972, с. . (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1979 |
|
SU828563A2 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1978 |
|
SU745704A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Линия для сборки покрышек пневматических шин | 1981 |
|
SU1033363A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Способ сборки покрышек пневматических шин | 1983 |
|
SU1269403A1 |
| Агрегат для сборки покрышек пневматических шин | 1986 |
|
SU1361014A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
г
Ё OB О В/G В дв gg в д/в а в
7 / /
IS i а
snsr
/
I
r
15 L
Jgl-У--У Ь; у Jgl 4gi 4gl Ы
лТ TfimiTiiTimmmn
-bT gTIgllglцЫЫЫ-Ы
. CDг I 11 I M I 11 I i I I 11 11 1 ,,
Jil
he
11
ui.i
IS
,L
A
Фиг. 9 б6 §
ГУ т -
Фиг.П
Фиг. W
/
Фаг. It
Фиг. 13 10 I
Фиг. 15
Put.f n fi
1 1
Фиг. IS 89 1}
