вращающимся сборочным барабаном, механизмы для обработки изготавливаемых резинркордных изделий и приводы, согларно изобретению, оно снабжено смонтированными на станине механизмом для промазки, направляющими сегментными пластинами с насечкой на их наружной поверхности и фрикционным обрёзиненным роликом, установленным на консольном валу сборочным барабаном, а также и тем, что механизм для промазки выполнен в виде приводных щеток.
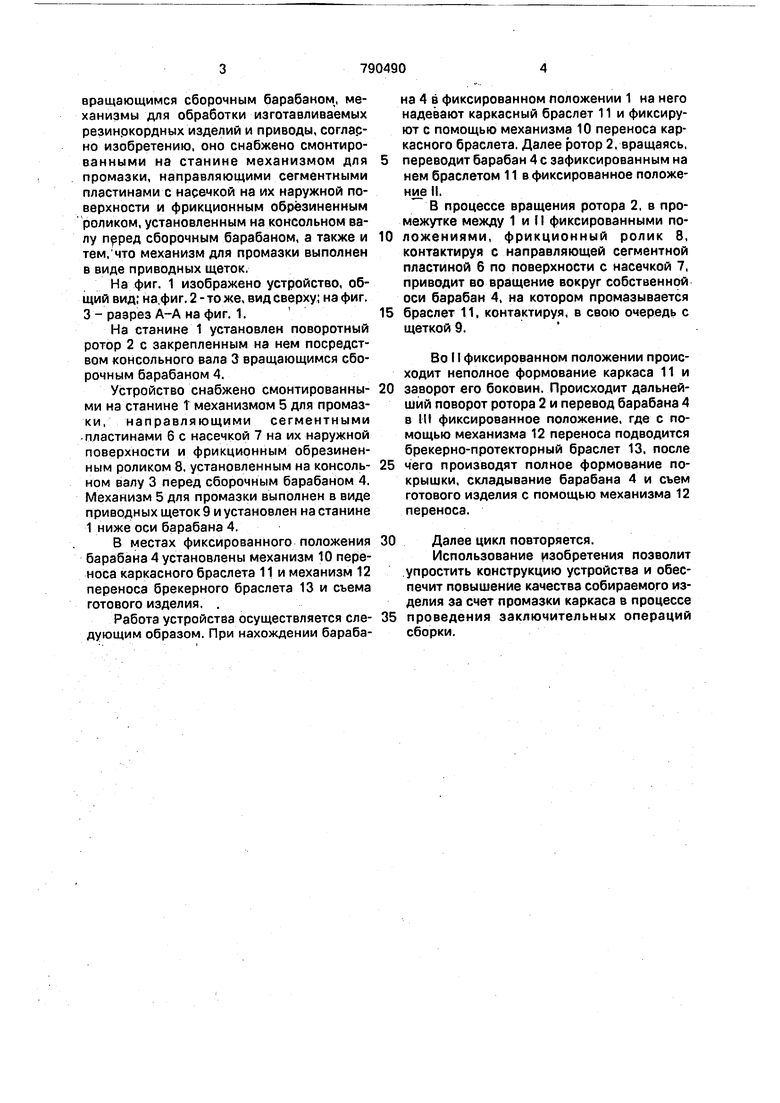
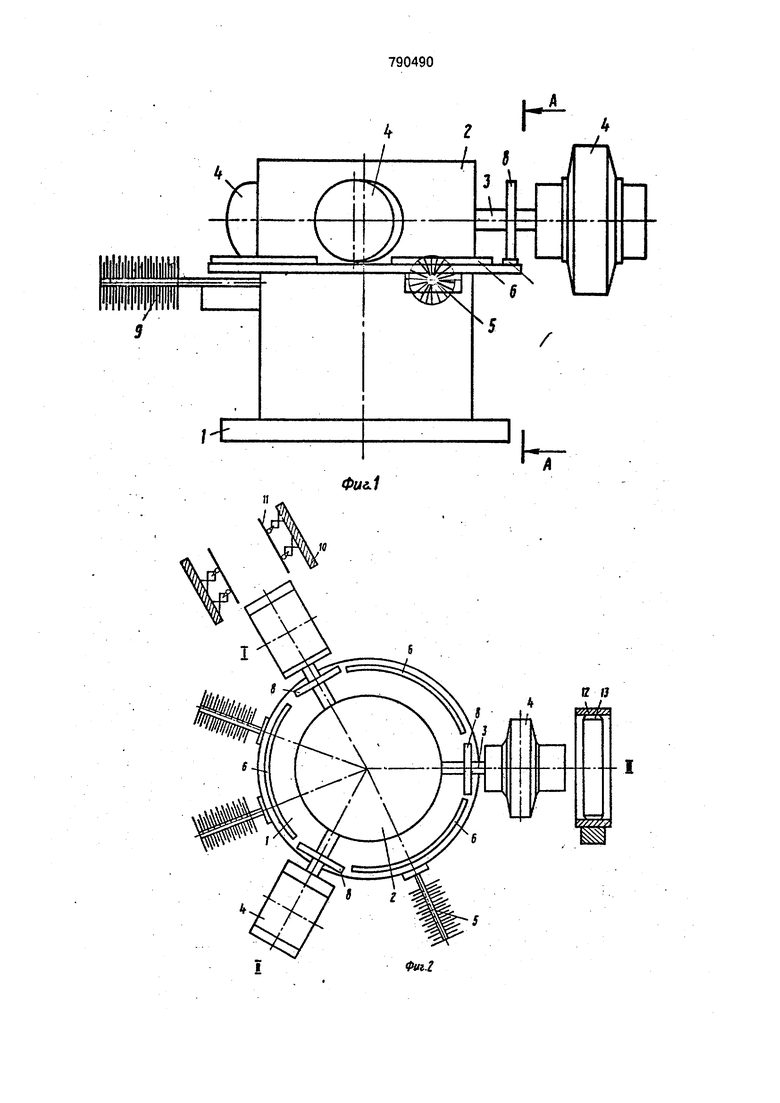
На фиг. 1 изображено устройство, общий вид; на.фиг, 2 - то же, вид сверху; на фиг. 3-разрез А-А на фиг. 1.
На станине 1 установлен поворотный ротор 2 с закрепленным на нем посредством консольного вала 3 вращающимся сборочным барабаном 4.
Устройство снабжено смонтированными на Станине Т механизмом 5 для промазки, направляющими сегментными -пластинами 6 с насечкой 7 на их наружной поверхности и фрикционным обрёзиненным роликом 8, установленным на консольном валу 3 перед сборочным барабаном 4. Механизм 5 для промазки выполнен в виде приводных щеток 9 и установлен на станине 1 ниже оси барабана 4.
В местах фиксированного положения барабана 4 установлены механизм 10 nepieноса каркасного браслета 11 и механизм 12 переноса брекерного браслета 13 и съема готового изделия. .
Работа устройства осуществляется следующим образом. При нахождении барабаа 4 в фиксированном положении 1 на него надевают каркасный браслет 11 и фиксируют с помощью механизма 10 переноса каркасного браслета. Далее ротор 2, вращаясь.
переводит барабан 4 с зафиксированным на нем браслетом 11 в фиксированное положение tl.
В процессе вращения ротора 2, в промежутке между 1 и (I фиксированными положениями, фрикционный ролик 8, контактируя с направляющей сегментной пластиной б по поверхности с насечкой 7, приводит во вращение вокруг собственной оси барабан 4, на котором промазывается
браслет 11, контактируя, в свою очередь с щеткой 9.
Во 11 фиксированном положении происходит неполное формование каркаса 11 и
заворот его боковин. Происходит дальнейший поворот ротора 2 и перевод барабана 4 в III фиксированное положение, где с помощью механизма 12 переноса подводится брекерно-протекторный браслет 13. после
чего производят полное формование покрышки, складывание барабана 4 и съем готового изделия с помощью механизма 12 переноса.
Далее цикл повторяется.
Использование изобретения позволит упростить конструкцию устройства и обеспечит повышение качества собираемого изделия за счет промазки каркаса в процессе
проведения заключительных операций сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1978 |
|
SU745704A1 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1979 |
|
SU828563A2 |
| УСТРОЙСТВО ДЛЯ СЪЕМА И ПЕРЕДАЧИ ПОКРЫШЕК С ЛИНИИ ДЛЯ ИХ СБОРКИ | 1987 |
|
SU1438108A1 |
| Станок для сборки радиальных покрышек пневматических шин | 1977 |
|
SU743897A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361737C2 |
| Устройство для сборки резинокордных изделий | 1978 |
|
SU735429A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1052419A2 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ, содержащее установленный на станине .поворотный ротор с закрепленным на нем Изобретение относится к оборудованию для сборки пбкрышек пневматических шин и может найти применение в шинной промышленности, в частности в автоматизированных линиях сборки покрышек типа Р. Известно устройство для сборки резинокордных изделий, например, покрышек пневматических шин, в котором каждая карусель имеет несколько сборочных барабанов, вращение которых требует специальных приводов для осуществления контроля или промазки изделия. Недостатком этого устройства является повышенная сложность его конструкции. Известно и другое устройство для изготовления резинокордных изделий, содержащее установленный на станине поворотный ротор с закрепленным на нем посредством консольного вала вращающимся сборочным барабаном, механизмы для обработки изгопосредством консольного вала вращающимся сборочным барабаном, механизмы для обработки изготавливаемых резинокордных изделий и приводы, отличающеес я тем, что, с целью обеспечения промазывания изделий, оно снабжено смонтированными на станине механизмом для промазки, направляющими сегментными пластинами с насечкой на их наружной поверхности и фрикционным обрезиненным роликом, установленным на консольном валу перед сборочным барабаном. 2. Устройство поп.1,отличающеес я тем, что механизм для промазки выполнен в виде приводных щеток. тавливаемых резинокордных изделий и приводы. Недостатком этого устройства является то, что для вращения барабанов вокруг собм о ственной оси на каждой позиции требуется самостоятельный привод вращения, что усложняет устройство и удорожает его изготовление. Кроме того, наличие многих приводов ведет к снижению надежности раю о боты устройства в целом, однако избежать вращения барабанов очень трудно, так как осуществлять контроль качества изготавливаемого изделия и промазку его деталей можно осуществлять преимущественно при вращении барабанов. Цель изобретения - обеспечение промазывания изделий. Поставленная цель достигается тем, что а устройстве для изготовления резинокордных изделий, содержащем установленный на станине поворотный ротор с закрепленным на нем посредством консольного вала
| СПОСОБ И УСТРОЙСТВО ОЦЕНКИ КАНАЛА, ИСПОЛЬЗУЮЩИЕ СХЕМУ ЛИНЕЙНОЙ ИНТЕРПОЛЯЦИИ В СИСТЕМЕ МУЛЬТИПЛЕКСИРОВАНИЯ С ОРТОГОНАЛЬНЫМ ЧАСТОТНЫМ РАЗДЕЛЕНИЕМ СИГНАЛОВ, И ИСПОЛЬЗУЮЩИЙ ИХ ПРИЕМНИК | 2007 |
|
RU2407162C2 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Гальванический элемент с двумя жидкостями | 1925 |
|
SU1946A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И ПОДДЕРЖАНИЯ ОПРЕДЕЛЕННЫХ ТЕМПЕРАТУРЫ И ВЛАЖНОСТИ ВОЗДУХА В ВЕГЕТАЦИОННЫХ КАМЕРАХ | 1926 |
|
SU4426A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
