Согласно предлагаемому изобретению, для сварки внутреинйх кольцевых швов цилиидрических гармониковых мембран предлагается катящуюся поверхно.сть роликов выполнять со скосом, имеющим раскрытие в стороиу оси вр-ащения мембран. Для сварки внешних кольцевых швов обеды роЛИ.ков .высаживаются за плоскости роликов таким образом, чтобы последние входили в зазор между ранее поларно сваренными гармоникОВьши мембранами; при этом катяш,аяся поверхность каждого ролика выполняется со скосом в сторону, обратную оси вращения.
Для вращения мембран при сварке внутренних кольцевых швов устраивается кондуктор с поворотной обоймой, снабженной кольцевым упором для установки мембран.
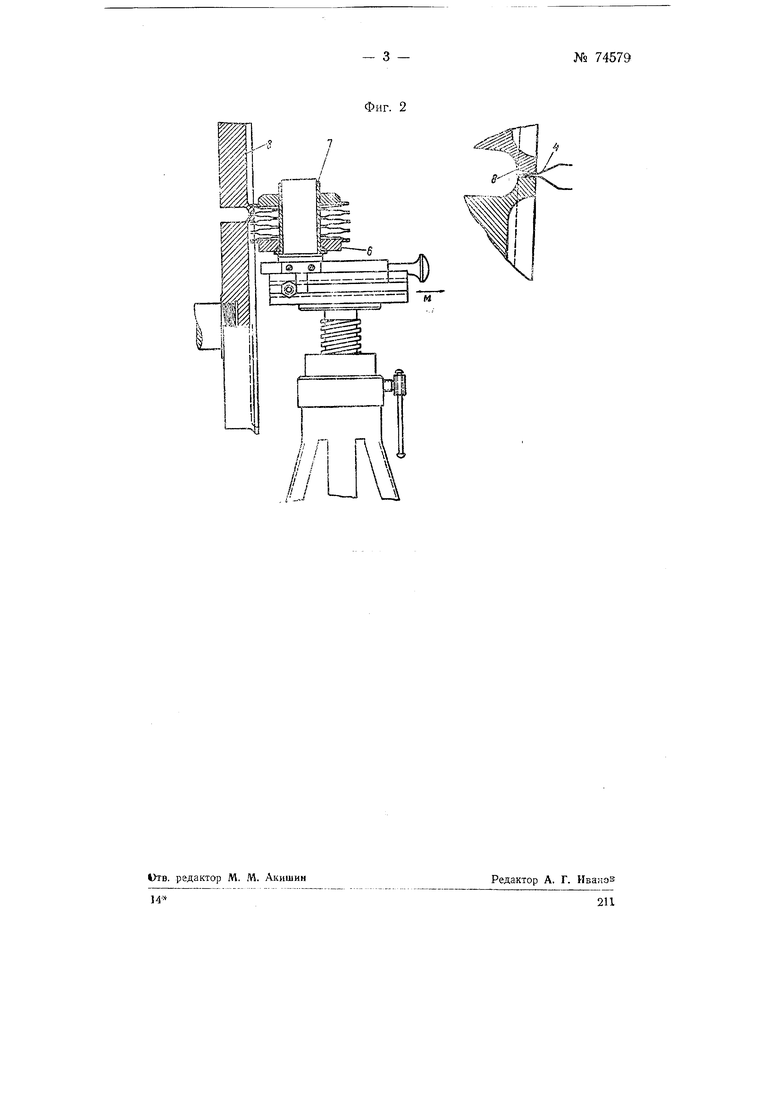
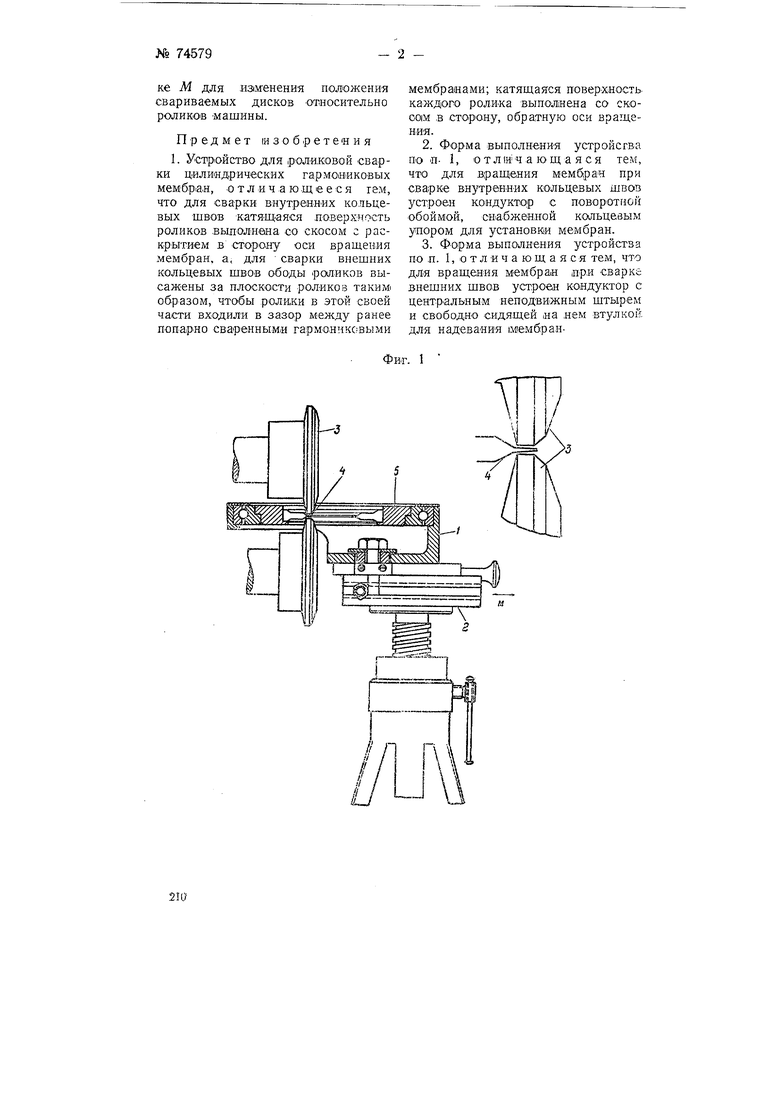
Для вращения мембран при сварке внешних ШБоа устраивается кондуктор с центральным неподвижным штырем и свободно сидящей на нем втулкой для надевания мембранНа фиг. 1 изображена схама процесса сварки внутренних швов гармониковых мембран; на фиг. 2-схема процесса сварки наружных швов.
14 Свог. Выпуск 7, 1949 г.
Мембраиь изготовляются из отдельных штампованных дисков путем контактной сварки. Для выполнения оварКи прим-еняется контактная шовная машина с поперечными роликами, причем, вместо обычных, машина снабжается специальными Роликами.
Сварка мембран по внутренней окружности (фиг. 1) осуществляется .в кондукторе 1, который располагается на опорном приспособлении 2, пристроенном к сварочнодту аппарату.
При вращении роликов 3 машины свариваемые диски мембраны 4 поворачиваются вместе с обоймой 5 кондуктора.
Сварка готовой мембраны по наружным швам и приварка фланцев н-а концах мембраны осуществляется на другом кондукторе 6 (фиг. 2), 1имеющем центральный штырь со свободно сидящей на нем вт лкой 7 для надевания набора мембран.
Ролики 8 для сварки наружных швов имеют выступ по окружности, которым захватывают кромку дисков 4.
Опорное приспособление 2, на котором устанавливаются оба кондуктора, можно перемещать по стрелке М для изменения положения свариваемых дисков -сшносительно роликов машины.
Предмет изобретения
1. УстрОЙство для роликовой сварки Цйлиидрических гармоииковых мембран, отличающееся г ем, что для сварки внутренних кольцевых швов катящаяся поверхность роликов .вылолнеиа со скосом с раскрытием в сторону оси вращения лмембран, а, для сварки внешних кольцевых швов ободы роликов высажены за плоскости роликов таким образом, чтобы ролнки в этой своей части входили в зазор между ранее попарло сваренными гармо.никовыми
мембранами; катящаяся поверхность, каждого ролИКа выпол1нена со скоCOIM в сторону, обратную оси вращения.
2.ФорМа выполнения устройства по п- 1, отлмч а ющ а яся тем, что для вращения при сварке внутренних кольцевых швов устроен кондуктор с поворотной обойМОЙ, снабженной кольцевым унором для установки мембран.
3.Форма выполнения устройства по п. 1, О т л и ч а ю щ а я с я тем, что для вращения мембран при сварке внешних швов устроен кондуктор с центр альным неподвижным штырем и свободно сидящей иа нем втулкой, для надевания мембран
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки внутреннихКОльцЕВыХ шВОВ МЕМбРАН СильфОНОВ | 1979 |
|
SU829381A1 |
| Способ роликовой сварки внешних швов сильфонов и анероидов | 1948 |
|
SU77012A1 |
| Устройство для пайки изделий в вакууме | 1941 |
|
SU64327A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1331601A1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1743081A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| УСТРОЙСТВО ДЛЯ СТЫКОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБОЛОЧЕК | 1985 |
|
SU1513769A1 |
| Устройство для контактной шовной сварки | 1977 |
|
SU704743A1 |