(54) УСТРОЙСТВО ДЛЯ УЧЕТА И КОНТРОЛЯ
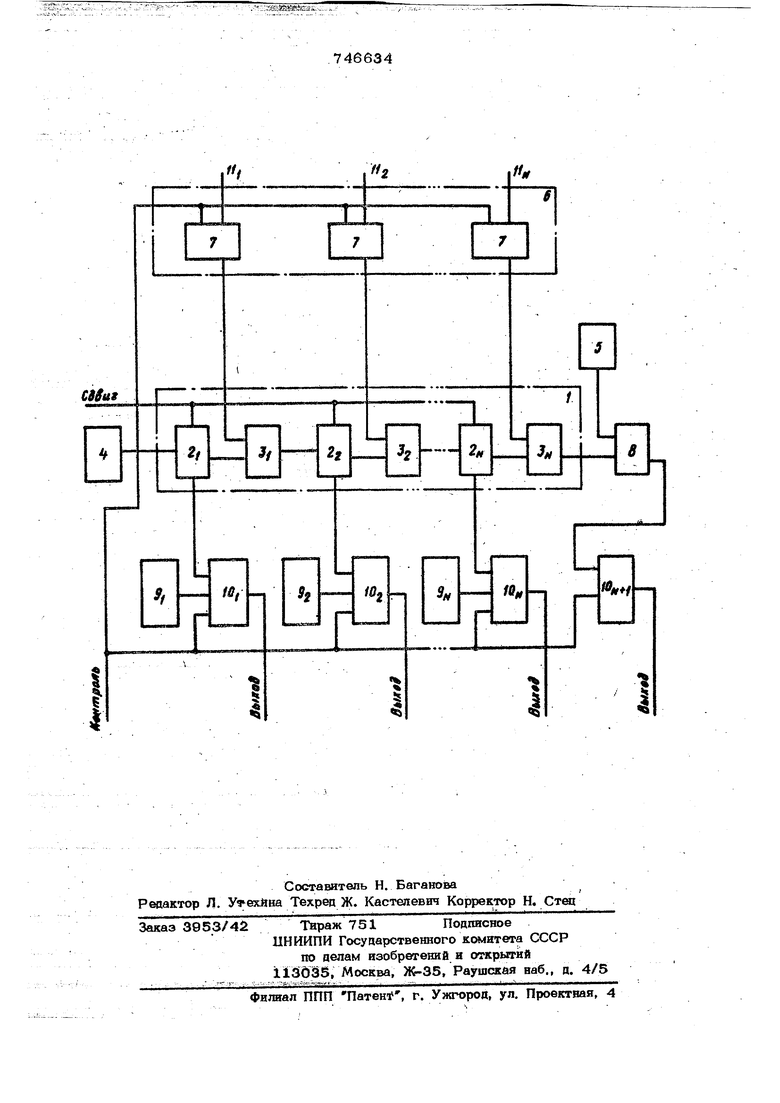
ИЗДЕЛИЙ , ПЕРЕМЕЩАЕМЫХ ПО КОНВЕЙЕРУ . .- I .. Изобретение относится к области авто матизации технологических процессов и предназначено для использоваяяя в системах управления автоматическими пиниями. Известно устройство учета и контроля изделий; в котором обнаружение недостающих контейнеров осуществляется путем подсчета количества контейнеров, находящихся на конвейере, и сравнения ре льтата подсчета с некоторым заранее заданным числом 1 . Из известных устройств наиболее близким по технической сущности к язобретеник) является устройство для счета изделий, перемещаемых по коввей у которое содержит регистр сдвига, датчики загрузки н выгрузки изделий, подключенные к элементу НЕ-И, соединенному с pe версявным счетчиком . В регистре сдвига ЭТОГО устройства происходит моделирование процесса перемещения изделий конвейером. Однако с помощью этого устройства невозможно моделировать перемещение изделий конвейером в том случае, если изделия могут сниматься с рабочих позиций Б процессе обработки и нельзя вьшвить застревание изделий на рабочих позициях линии. Цепью изобретения является расширение функциональных возможностей уст ройства. Поставленная цель достигается тем, что в устройство, содержащее датчик загрузки изделий, подключенный к первому разряду регистра сдвига, и датчик выгрузки изделий введены дополнительный регистр сдвига, триггер, элементы И, датчики наличия изделий. В каждый разряд регистра сдвига введен элемент И, первый вход каждого из которых соединен с одним из выходов своего разряда, второй вход каждого элемента И подключен к выходу соответствующего разряда дополнительного регистра сдвига. Выход элементов И всех разрядов, кроме 374 последнего соединен со входом последук щего разряда регистра сдвига. Выход эле мента И последнего разряда подключен к одному из входов триггера, другой вход которого соединен с Д атчиком выгрузки изделий, выход - с одним из входов соответствующего элемента И. Другой вьгхо каждого разряда регистра сдвига подключен К одному из входов соответствующего элемента И, второй вход ко-горого соепинен с соответствующим датчиком наличия изделий. Третьи входы всех элементов И и сбросовый вход каждого разряда дополнительного регистра сдвига подключены к ко входу устройства. Выходы вс«х эл ментов И соединены с выхрдом устройства На чертеже приведена структурная сх ма устройства, Устройство контроля перемещения изделий по конвейеру автоматической линии содержит регистр сдвига 1, содержащий 2 - 2р разрядов и 3 - 3 элементов И (где N - количество рабочих позиций линии), датчик загрузки изделий 4, датчик выгрузки изделий 5, дополнительный регистр 6,состоящий из разрядов 7, триггер 8, датчики наличия изделий 9 на рабочих позициях и (N +1) элементов И 10. На устройство поступают сигналы сдвиг , контроль и сигналы которые вырабатываются схемой автоматики линии (на дартеже не показа на). Сигнал сдвиг вырабатывается перед перемещением изделий, сигнал контроль после перемещения изделий, а сигналы в процессе обработки изделий на рабочих пози1шях. При подаче изделия на конвейер срабатывает датшк загрузки 4, и в первый разряд 2 регистра сдвига 1 записывается единица. При подаче сигнала сдвиг содержимое регистра сдвига 1 сдвигается вправо на один разряд, т.е. моделируется перемещение изделий конвейером на один шаг. Если при обработке изделий в предыдущем рабочем цикле с -и рабочей позиции ( 1,... ,м ) было снято изделие, то схемой автоматики линии был сформирован сигнал 11,, устанавливающий в единичное состояние i -и разряд 7 регистра 6. На вход -го элемента И 3 регистра сдвига 1 с инверсногр выхода V-г-о разряда 7 регистра 6 поступает нулевой сигнал, блокирующий при подаче сигнала сдвиг передачу единицы из -го разряда в (+1) разряд регистра сдвига 1. Таким образом, модетаруется. перемещение изделий конвейером в том случае, если изделия: могут сниматься с рабочих позиций в процессе обработки. По сигналу контроль происходит сравнение содержимого регистра 1, т.е. модели перемещения, с состоянием датчиков наличия изделий на рабочих позициях 9, т.е. с результатом перемещения. Датчики 9 работают таким образом, что при наличии изделия на рабочей позиции на выходе датэдка Имеется нулеврй сигнал, а при отсутствии изделия - единичный сигнал. Сигнал с i -го датчика 9 поступает на вход -го элемента И, втророй вход которого соединен с выходом -го разряда регистра 1, а на третий вход поступает сигнал контроль. Если -и разряд регистра сдвига 1 находится в единичном состоянии, т.е. перед перемещением на (i -1) рабочей позиции находилось изделие и оно не было снято, а J -и датчик 9 находится также в единичном состоянии, т.е. на -ю рабочую позицию изделие не поступило, то при подаче сигнала контроль на выходе -го элемента И 10 формируется сигнал, говорящий о застревании изделия на (-1) рабочей позиции. Сигнал, снимаемы с выхода первого элемента И 10, говорит о застревании изделия в устройстве загрузки. Сигнал с выхода последнего элемента И 3 регистра сдвига 10 поступает на вход триггера 8 и устанавливает &го в единичное состояние. Датчик разгрузки 5 срабатывает в том случае, если изделие уходит с последней рабочей позиции, и устанавливает триггер 8 в нулевое состояние. Единичный выход триггера 8 соединен с входом (Yi +1) элемента И 10, на второй вход которого поступает сигнал контроль. Если изделие застревает на последней рабочей позиции то триггер 8 остается в единичном состоянии и при подаче сигнала контроль на выходе (N +1) элемента И 10 формируется сигнал, говорящий о застревании изделия на последней рабочей поавщии. Сигнал контроль поступает также на вход сброса регистра 6 и поводит его в нулевое состояние. Сигналы, формирующиеся на выходах элементов И 10 при застревании изделий на рабочих позициях, поступают в схему автоматики линия и используются для останрвк линии и сигнализации о месте застревания изделий. Таким образом, предлагаемое устройство позволяет моделировать перемещение изделий конвейером и в том случае, если изделия снимаются с рабочих позиций. Это устройство позволяет также оперативно выявлять заст|зевания издели которые, происходят при неисправностях рабочих механизмов, и за счет этого сократить время простоев линии. Формула изобретения Устройство для учета и контроля изделий, перемешаемых по конвейеру, содержатее датчик загрузки изделий, noftключенный к первому разряду регистра сдвига и датчик выгрузки изделий, отличающееся тем, что, с целыо расширения функцион эльных возможностей устройства, в него введены дополнвтбльный регистр сдвига, триггер, элементы И датчики наличия изделий и в каждый раз ряд регистра сдвига введен элемент И, первый вход каждого из которых соединен с одним из выходов своего разряда, второй вход каждого элемента И подключен к выходу соответствующего раэряда дополнительного регистра сдвига, выход элементов И всех разрядов, кроме псйЕледнего, соединен со входом последующего разряда регистра сдвига, выход элемента И последнего разряда подключен к одному из входов TpHrrepiaдругой вход которого соединен с датчиком вУгрузки изделий, а выход - с одним из входов соответствующего элемента И, другой выход каждого разряда регистра сдвига подключен к одному из входов соответствующего элемента И, второй вход которого соединен с соответствующим датчиком наличия изделий, третьи входы всех элементов И и йход сброса каждого разряда дополнительного регистра сдвига подключены ко входу устройства1 выходы всех элементов со динены с выходом устройства. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3678254, л. 235-02РК, .1972. 2.Авторское свидетельство СССР 334578, кл. G 06.М 7/04, 0.07,69 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического контроля веса материала в бункерах | 1985 |
|
SU1255870A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1981 |
|
SU942114A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1982 |
|
SU1068957A2 |
| Устройство для дифференцированного учета материала, перемещаемого конвейерной линией | 1981 |
|
SU972536A2 |
| Устройство для подсчета перемещающихся изделий | 1981 |
|
SU963021A1 |
| Устройство контроля веса материала в бункерах | 1980 |
|
SU972243A1 |
| Устройство для автоматического контроля веса материала в бункерах | 1983 |
|
SU1143989A1 |
| Устройство для подсчета перемещающихся изделий | 1983 |
|
SU1121687A2 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| Устройство для счета предметов,переносимых конвейером | 1982 |
|
SU1072076A1 |