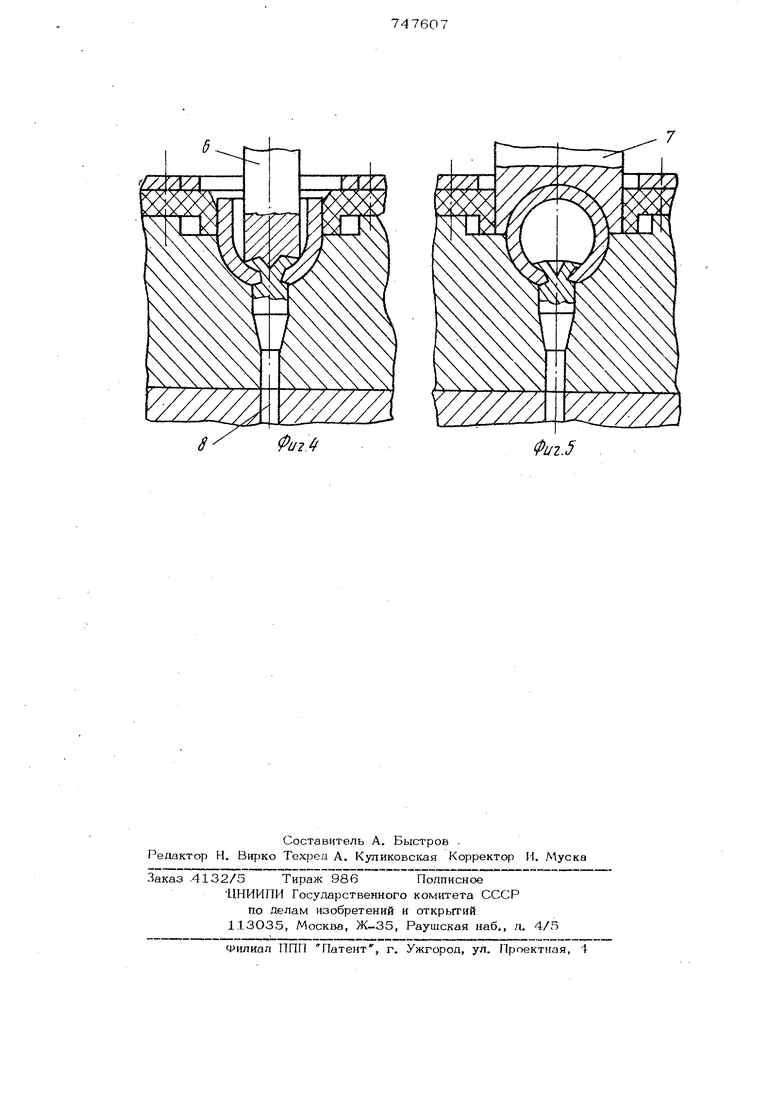
Изобретение относится к обработке металлов павлением,а именно к способам изготовления шаровицных пальцев. Известен способ изготовления шаровицных пальцев, включающий штамповку из прутка стержневой части пальца, штамповку его сферической части и соещ1нение указанных частей l. Недостатки известного способ а: невысо-. кая производительность и низкое качество получаемых изделий, значительная трудоемкость процесса и высокая себестоимост получаемых изделий. Цепью изобретения является повышение производительности и качества изделий, а также снижение трудоемкости процесса и себестоимости получаемых изЕвелий, Поставленная цель достигается тем, что штамповку сфер1гческой части пальца осуществляют из трубчатой заготовки в две стадии, на первой из которьк произво дят формовку участка сферической части, примыкающей к стержневой части, после этого осуществляют соединение указанных астей высацкой хвостовика стержлезор части, а затем произвооят окончательную формовку сферической части. Для преаотвращения поворота сферической части относительно оси стержня паль ца на торце трубчатой заготовки со стороны стержневой части выполняют зубчатые впадины. ,На фиг. 1 изображен шаровидный палец со сферической пустотелой головкой; на фиг. 2 - схема установки составных элементов шаровишюго пальца в полусферической матрице на фиг. 3 -- первая стадия формовки сферической части; на фиг. 4 - момент соешшения сферической и стержневой частей на фиг. 5 - окончательная стадия изготовления шаровидного пальца. В пол сферическую матрицу- 1 устанавливают стержневую часть 2 пальца и трубчатую заготовку 3 сферической части, центрируемую упругим элементом 4. Пуансоном 5, имеющим диаметр, равный диаметру трубчатой заготовки, вдавливают послеш:юю в п&пусфернчоскую матрицу 1.. В результате образуется нижняя полусфэра головки пальца, обжатая по хвостовику 2 стержневой части щаровнодюго пг льл:а Затем пуансоном 6 осуществляют высашсу выступающей части хвостопи.ка 2, что обеспечивает прогвюе норао7) соедк нение сферической и стержневой частей пальца. Формоизмеявнио заве|:и а8тся замыканием верхней полус | ерь головки, ко торсе производите пуансоном 7, раз.. гающим при рабочем ходе упругий центрирующий элемент 4, Готовое naaejnie удаляется из матрицы вытаякиЕателем 8. Использование предложенного способа изготовления шаровидных пальцев обеспе- чивает снижение трудоемкости процесса и себестоимости шаровидных пальцев при повышении производите шности и качестве полученных деталей. Применение штамповочной операцпи пря осуществлении неразъемного соединения, взамен сварки представляет возмож ным изготовление сферической и стерише- вой частей пальца из различа ьк материалов в том числе из трудносвариваемг к или несвариваемьЕХ. вообще, что при определенных условиях эксплуатации изделия может спс-собство1-зать повышению его надежности. Ф о р м у л а изобретения 1, Способ изготовления шаровиольгх палЬ цев, включающий штамг5ов1су лз прутка стерж-нхэвой части пальца, игтам1 овку его сс)ерической частк и соединение указанных частей, отличающийся тем, что, с целью поБьаиения производительности и качества изделий, а также снижения трудоемкости процесса и себестоимости, штамповку сферической части пальца осуществляют из трубчатой заготовки в две стадии,- на первой из которых произвоЛ5 т формовку участка сферической части, пpи ПэIкaющeй к стержневой части, после этого осущест 1У1яют соедшгение указанньог, частей высашсой хвостовика стержневой частк, а затем производят . окончательную формовку сферической части. 2. Способ по п. J., отличающ и и с я тем, что на торце трубчатой заготовки со стороны стержневой части выполняют зубчатые впадины. Источники информации, принятые во внимание при экспертизе 1. Патент США Ко 3831244, кл. В 21 D 53/1О, 1973.
//2.J
Фиг.5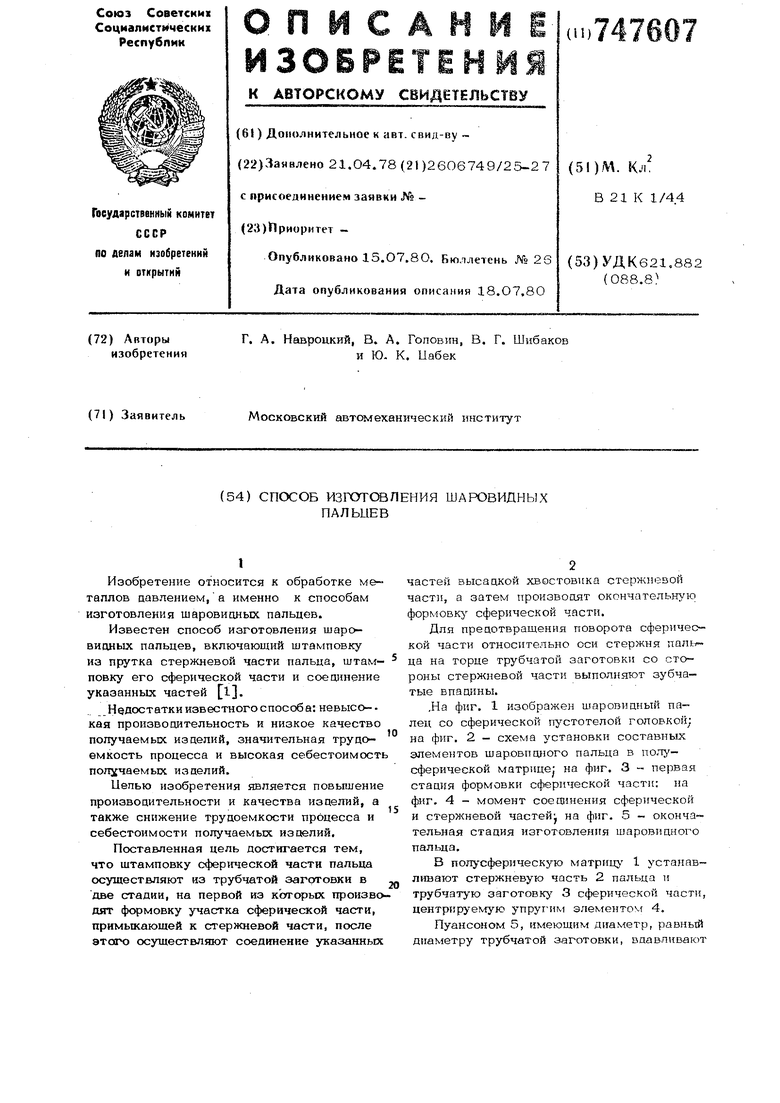
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ БОЛТОВ | 1993 |
|
RU2011462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2017 |
|
RU2652331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Способ изготовления шаровых пальцев | 1978 |
|
SU764820A1 |