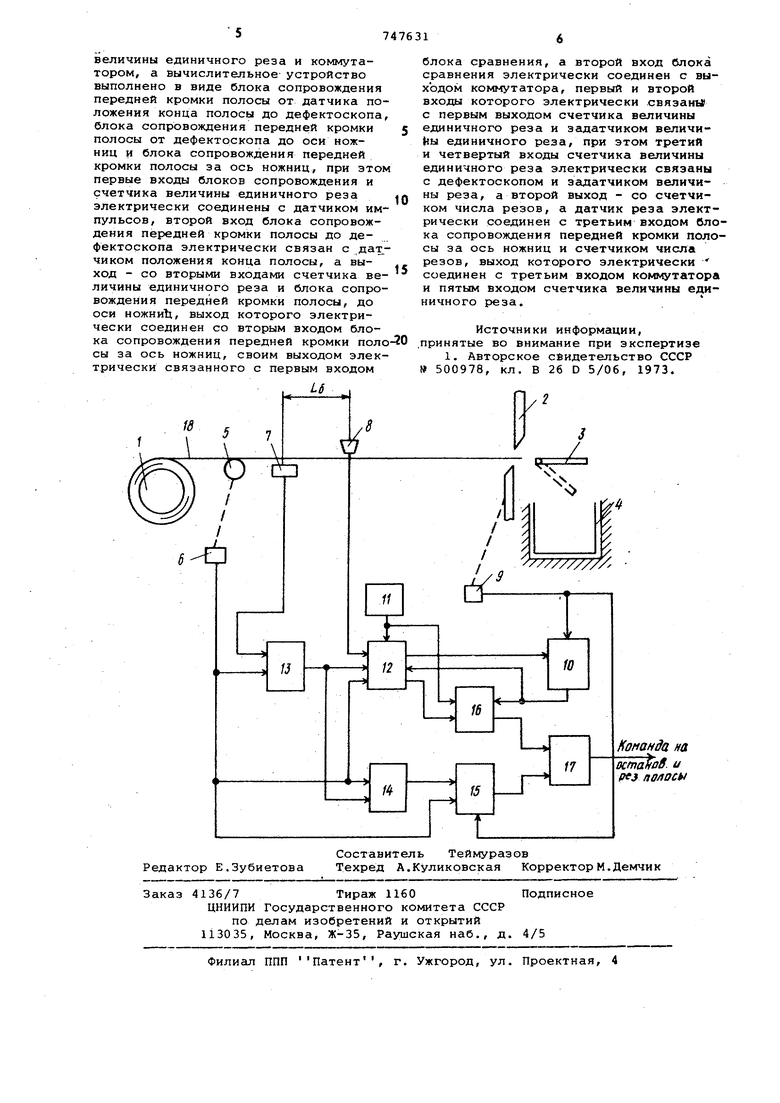
Изобретение относится к области заготовительного производства кузнеч но-прессовых цехов машиностроительных заводов и может feiTb использова.но для пореза переднего конца полосы Известно устройство автоматического пореза переднего конца полосы, содержащее датчик положения конца по-. лосы относительно ножниц, вычислительное устройство, измерительный ро лик, датчик импульсов, датчик реза, счетчик числа резов, задатчик единич ного реза и блок сра1внения 1 . Недостатком известного устройства является невысокая точность реза, что является следствием невозможности ав томатического измерения переднего де фектного конца полосы. Целью изобретения является устранение указанного вьвие недостатка. С этой целью устройство снабжено дефектоскопом полосы, установленным на.базовом расстоянии от датчика положения конца полосы, счетчиком вели чины единичного реза и коммутатором, а вычислительное.устройство выполнено в виде блока сопровождения передней кромки полосы от датчика положения конца полосы до дефектоскопа, блока сопровождения передней кромкиполосы от дефектоскопа до оси ножниц и блока сопровождения передней кромки полосы за ось ножниц, при этом первые входы блоков сопровождения и счетчика величины единичного реза электри- : чески соединены с датчиком импульсов, второй вход блока сопровождения передней кромки полосы до дефектоскопа электрически связан с датчиком положения конца полосы, а выход - со вторыми входами счетчика величины единичного реза и блока сопровождения передней кромки полосы до оси ножниц, ВЫХОД; которого электрически соединен со вторым входом блока сопровождения передней кромки полосы за ось ножниц, своим выходом электрически связанного с первым входом блока сравнения, а Еторой вход блока сравнения электрически соединен с выходом коммутатора, первый и второй входы которого электрически связаны с первым выходом счетчика величины единичного реза и эадатчиком величины единичного реза, при этом третий и четвертый входы счетчика величины единичного реза электрически связаны с дефектоскопом и задатчиком величины реза, а второй выход - со счетчиком числа резов, а датчик реза электрически соединен с третьим входом блока сопровождения передней кромки полосы за ось ножниц и счетчиком числа резов, выход которо го электрически соединен с третьим входом коммутатора и пятым входом счетчика величины единичного реза. Схема устройства автоматического рореза переднего конца полосы изображена на чертеже. Устройство автоматического пореза содержит разматыватель 1,гильотинные ножницы 2, опрокидывающий стол 3, ко тейнер для обрезки 4, мерительный ро лик 5, датчик импульсов 6, датчик по положения полосы 7, дефектоскоп 8, датчик реза 9, счетчик числа резов Ю задатчик величины единичного реза 11 счетчик величины единичного реза 12, блок 13 сопровождения передней кромк полосы от датчика положения полосы до дефектоскопа, блок 14 сопровождения передней кромки до оси ножниц, блок. 15 сопровождения передней кромки за ось ножниц, коммутатор 16 и блок сравнения 17. При подходе полосы 18 к датчику положения полосы 7 блок 13 начинает сопровождать переднюю кромку полосы до оси дефектоскопа; 8 импульсными сигналами, получаекими от датчика импульсов б. В момент подхода передней кромки полосы к оси дефектоскопа 8 блок 13 прекращает свою работу и переднюю кромку полосы до оси ножниц начинает сопровождать блок 14, Одновременно счетчик 12 при наличии сигНсша от дефектоскопа 8 начинает отмерять величину единичного реза. В момент, когда он отмерит заданную задат чиком 11 величину реза, на его выходе появляется импульсный сигнал, поступа ющий на шину сложения счетчика числа 10. Этим же сигналом счетчик 12 сбрасывается в нулевое состояние, пос ле чего начинается следующий отсчет. Дефектная часть полосы, подлежащая порезу, считается до тех пор, пока на выходе дефектоскопа 8 существует сигнал, свидетельствующий о дефекте полосы. Когда дефект на полосе кончится, сигнал с дефектоскопа 8 пропадает, счетчик 12 прекращает свою работу, вбвдает импу ьсный сигнал в счетчик числа резов 10, но сброса счетчика 12 в нулевое состояние не происходит, так как он не йасчитал, величину полного однократного реза, установленную на задатчике 11 и величина неполного последнего реза ( остаток) хранится в нем (счетчике12). Таким образом, величина дефектной части полосы опред|елится суммой равных между собой отрезков полосы, величина которых устанавливается задатком 11 и последнего отрезка (остатка), величина которого хранится в счетчике 12, при этом обшее число отрезков подсчитывается счетчиком 10. в момент подхода передней кромки - полосы к оси ножниц 2 блок 14 прекращает свою работу и переднюю кромку начинает сопровождать за ось ножниц блок 1Ь. Выходной сигнал, соответствующий текущей координате передней кромки полосы за осью ножниц, поступает с блока 15 в блок сравнения i7. Если из счетчика числа резов 10 .поступает в коммутатор 16 информация о том, что число резов больше или равно двум, то коммутатор 16 подключен к блоку сравнения 17 величину полного единичного реза, поступгиощую с датчика 11. Таким образом, когда передняя кромка полосы выходит за ось ножниц на величину полного реза, установленную задатчиком 11, блок сравнения 17 выдает сигнал на останов полосы и ее рез. . В момент реза импульсный сигнал с датчика раза 9 поступает на шину вычитания счетчика числа резов 10. Одновременно этот же сигнап поступает в блок 15, где производится сброс текущей координаты передней кромки полосы за осью ножниц и дается команда на движение полосы для последующего реза. Когда число резов на выходе счетчика ,10 станет равно (т.е. остается один рез) , коммутатор 16 подключает к блоку сравчения 17 величину неполного реза, хранящуюся л счетчл ке 12 . После того, как произойдет последний рез, со счетчика числа резов 10 формируется сигнал, сбрасывающий остаток неполного реза, хранящийся в счетчике 12, и схема приходит в исходное состояние. Аналогичная система в случае необходимости может быть примзнена и для обрезания задних концов полосы. Предлагаемое устройство автоматического пореза переднего конца полосы позволяет повысить точность реза за счет автоматического измерения переднего дефектного конца полосы. Формула изобретения Устройство автоматического пореза переднего конца полосы, содержащее датчик положения конца полосы относительно ножниц, вычислительное устройство, измерительный ролик, датчик импульсов, датчик реза, счетчик числа резов, задатчик единичного реза и блок сравнения, отличающееся тем, что, с цег.ью повьдиения точности реза за счет автоматического измерения переднего дефектного конца полосы, оно снабжено дефектоскопом полосы, установленным на базовом расстоянии от датчика положения конца полосы, счетчиком
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1981 |
|
SU975130A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
