1
Изобретение относится к области автоматизации процессов сварки, а точнее к механическим устройствам для автоматического направления электрода по стыку.5
Изобретение наиболее эффективно может быть использовано при автоматической дуговой сварке с различными разделками стыков свариваемых, деталей в стационарных сварочных установ-10 ках, поточных автоматических линиях и трубосварочных станах.
При автоматической сварке точность направления дуги по линии шва приобретает первостепенное значение для ка- 15 чества сварного соединения, так как неточное положение конца электрода, а следовательно, и дуги относительно шва вызывает смещение шва от линии стыка и соответствуюший непровар кор-20 ня шва. Для. комплексной автоматизации сварочного процесса необходимы следующие устройства автоматического направления дуги по оси шва.
Из известных устройств для автома-25 тического направления электрода по стыку наиболее близким по технической сущности к изобретению является устройство для регулирования длины f дугового промежутка, содержащее уста-30
новлекную на корпусе сварочную головку, жестко связанную с направляющим м -ндштуком для подачи присадочной проволкя 1.
Известное устройство не обеспечивает контроля положения сварочной проволки относительно центра разделки кромок свариваемСй детали, что существенно влияет на качество сварнЪго соединения.
Целью изобретения является повышение качества сварного шва.
Цель достигается тем, что устройство снабжено механизмом уравновешивания головки и мундштука и приспособ- лением для его установки на корпусе, выполненным в виде поворотно-шарнирной консоли, установленной на поддерживающей стойке и связанной с кареткой, имеющей возможность перемещения по направляющим, закрепленным на упомянутом корпусе, при этом механизм уравновешивания выполнен в виде установленного на указанной консоли цилиндра, подвижный шток которого жестко связан со сварочной головкой и мундштуком.
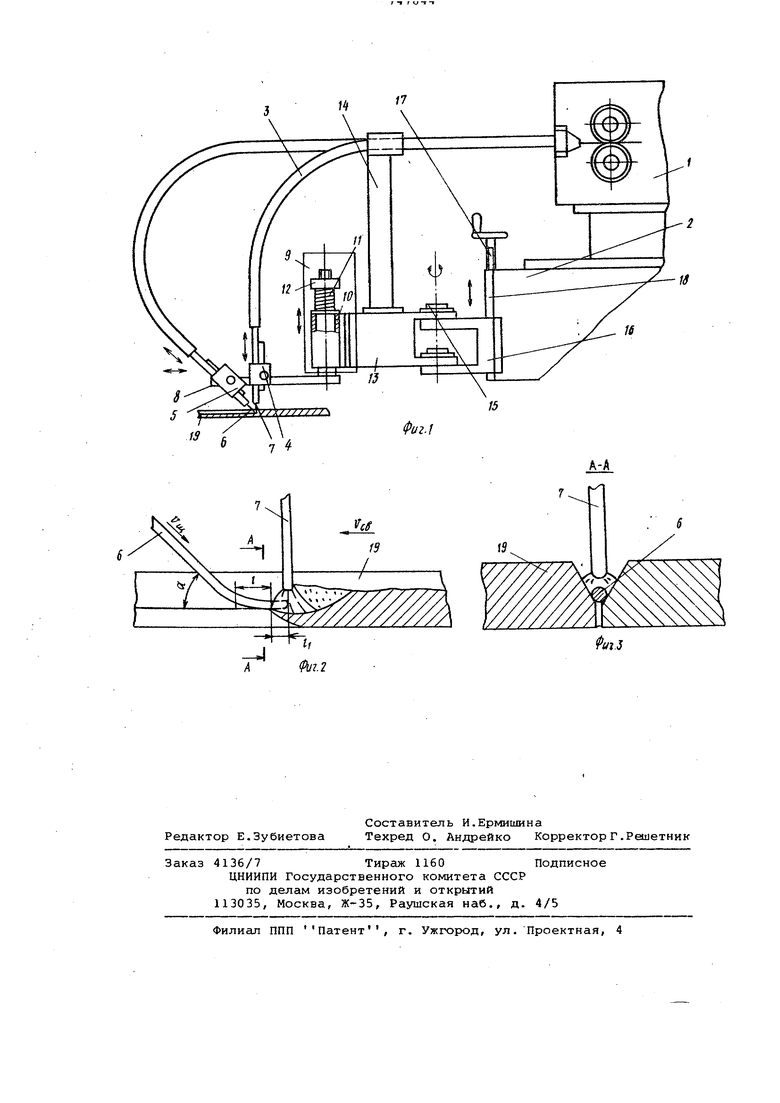
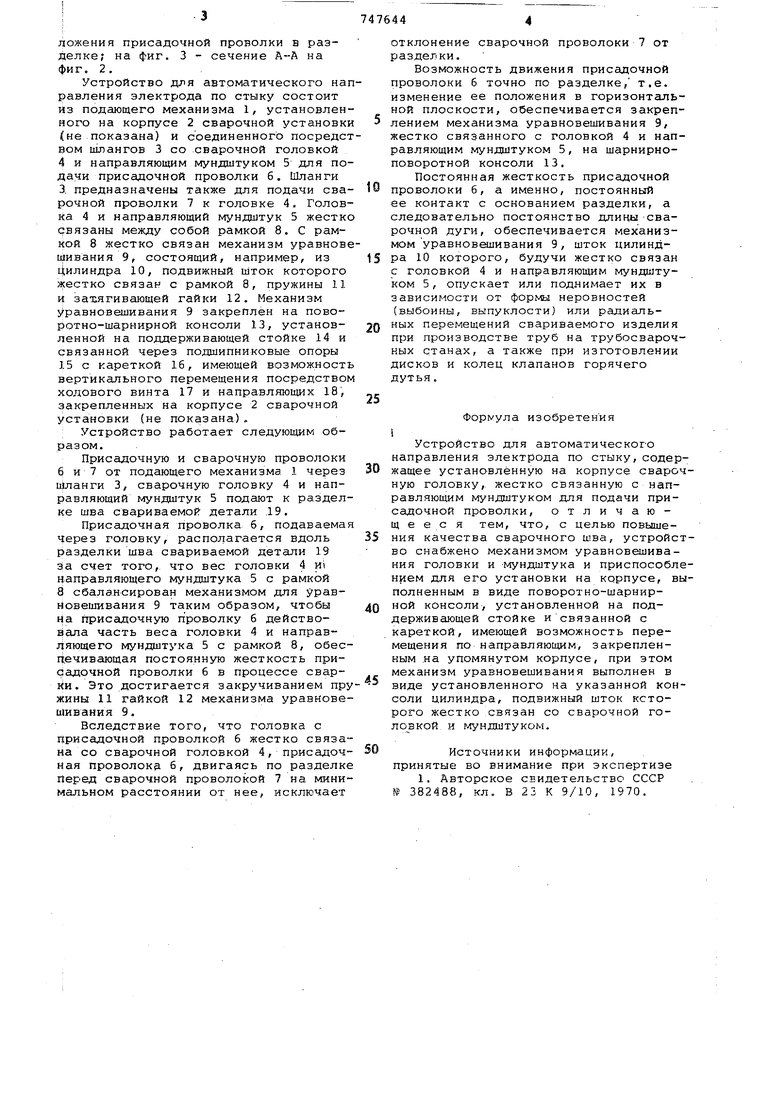
На фиг. 1 показано устройство для автоматического направления электрода по стыку; на фиг. 2 - схема расположения присадочной проволки в разйелке; на фиг. 3 - сечение А-А на фиг. 2.
Устройство для автоматического направления электрода по стыку состоит из подающего механизма 1, установленного на корпусе 2 сварочной установки Сне показана) и сЪединенного посредством шлангов 3 со сварочной головкой 4 и направляющим мундштуком 5 для подачи присадочной проволки 6. Шланги 3. предназначены также для подачи сварочной проволки 7 к головке 4, Головка 4 и направляющий мундштук 5 жестко связаны между собой рамкой 8. С рамкой 8 жестко связан механизм уравнове1аивания 9, состоящий, например, из Цилиндра 10, подвижный шток которого щестко связан с рамкой 8, пружины 11 И за-Еягивающей гайки 12. Механизм уравновешивания 9 закреплен на поворотно-шарнирной консоли 13, установленной на поддерживающей стойке 14 и связанной через подшипниковые опоры 15 с кареткой 16, имеющей возможность вертикального перемещения посредством ходового винта 17 и направляющих 18, закрепленных на корпусе 2 сварочной установки {не показана).
Устройство работает следующим образом.
Присадочную и сварочную проволоки 6 и 7 от подающего механизма 1 через Шланги 3, сварочную головку 4 и направляющий мундаатук 5 подают к разделке шва свариваемой детали 19.
Присадочная проволка б, подаваемая через головку, располагается вдоль разделки шва свариваемой детали 19 за счет того,, что вес головки 4 и направляющего мундштука 5 с рамкой 8 сбалансирован механизмом для уравновешивания 9 таким образом, чтобы на присадочную проволку 6 действовала часть веса головки 4 и направляющего мундштука 5 с рамкой 8, обеспечивающая постоянную жесткость присадочной проволки б в процессе сварки. Это достигается закручиванием пру жины 11 гайкой 12 меха;низма уравновешивания 9.
Вследствие того, что головка с присадочной проволкой б жестко связана со сварочной головкой 4, присадочНая проволока б, двигаясь по разделке перед сварочной проволокой 7 на минимальном расстоянии от нее, исключает
отклонение сварочной проволоки 7 от разделки.
Возможность движения присадочной проволоки б точно по разделке, т.е. изменение ее положения в горизонтальной плоскости, обеспечивается закреплением механизма уравновешивания 9, жестко связанного с головкой 4 и направляющим мундштуком 5, на шарнирноповоротной консоли 13.
Постоянная жесткость присадочной проволоки б, а именно, постоянный ее контакт с основанием разделки, а следовательно постоянство длины сварочной дуги, обеспечивается механизмом уравновешивания 9, шток цилиндра 10 которого, будучи жестко связан с головкой 4 и направляющим мундштуком 5, опускает или поднимает их в зависимости от формы неровностей (выбоины, выпуклости) или радиальных перемещений свариваемого изделия при производстве труб на трубосварочных станах, а также при изготовлении дисков и колец клапанов горячего дутья.
изобретения
Устройство для автоматического направления электрода по стыку,содержащее установленную на корпусе сварочную головку,, жестко связанную с направляющим мундштуком для подачи присадочной проволки, отличающее с я тем, что, с целью повышения качества сварочного шва, устройство снабжено механизмом уравновешивания головки и -мундштука и приспособлением для его установки на корпусе, выполненным в виде поворотно-шарнирной консоли, установленной на поддерживающей стойке исвязанной с кареткой, имеющей возможность перемещения по направляющим, закрепленным на упомянутом корпусе, при этом механизм уравновешивания выполнен в виде установленного на указанной консоли цилиндра, подвижный шток которого жестко связан со сварочной головкой и глундштуком.
Источники информации, принятые во внимание при экспертизе
1. Авторское сЕидетельство СССР № 382488, кл, В 23 К 9/10, 1970.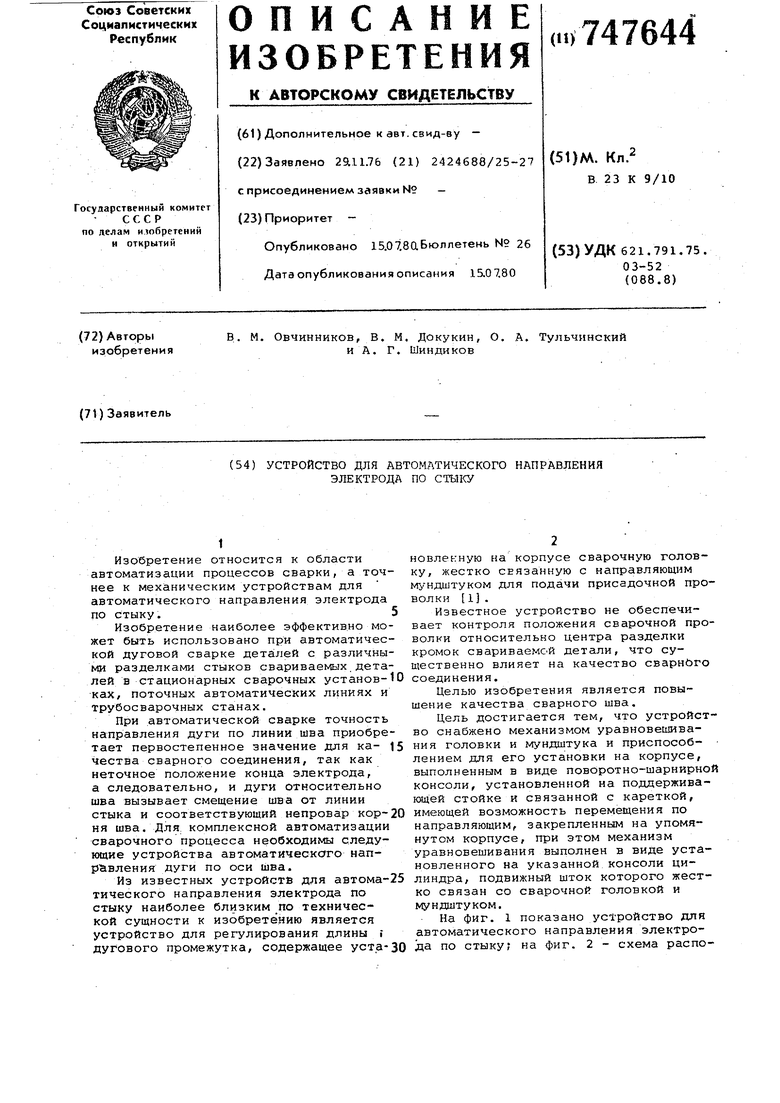
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Устройство для двухдуговой сварки | 1975 |
|
SU742088A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |