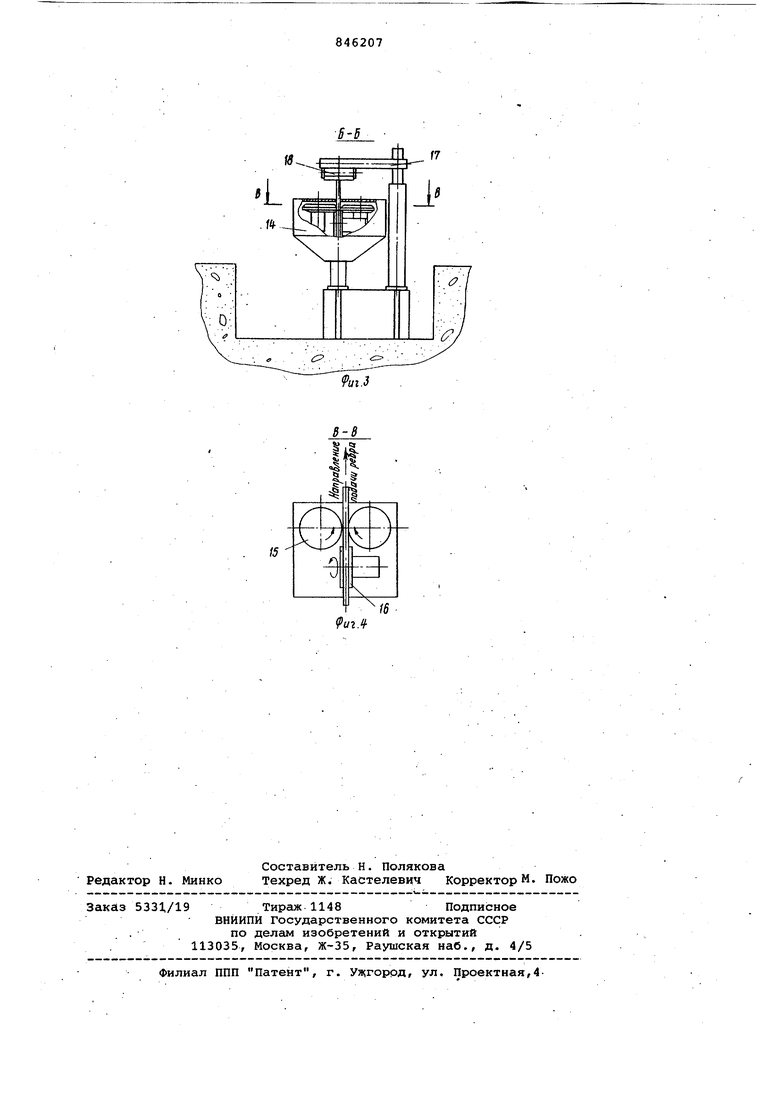
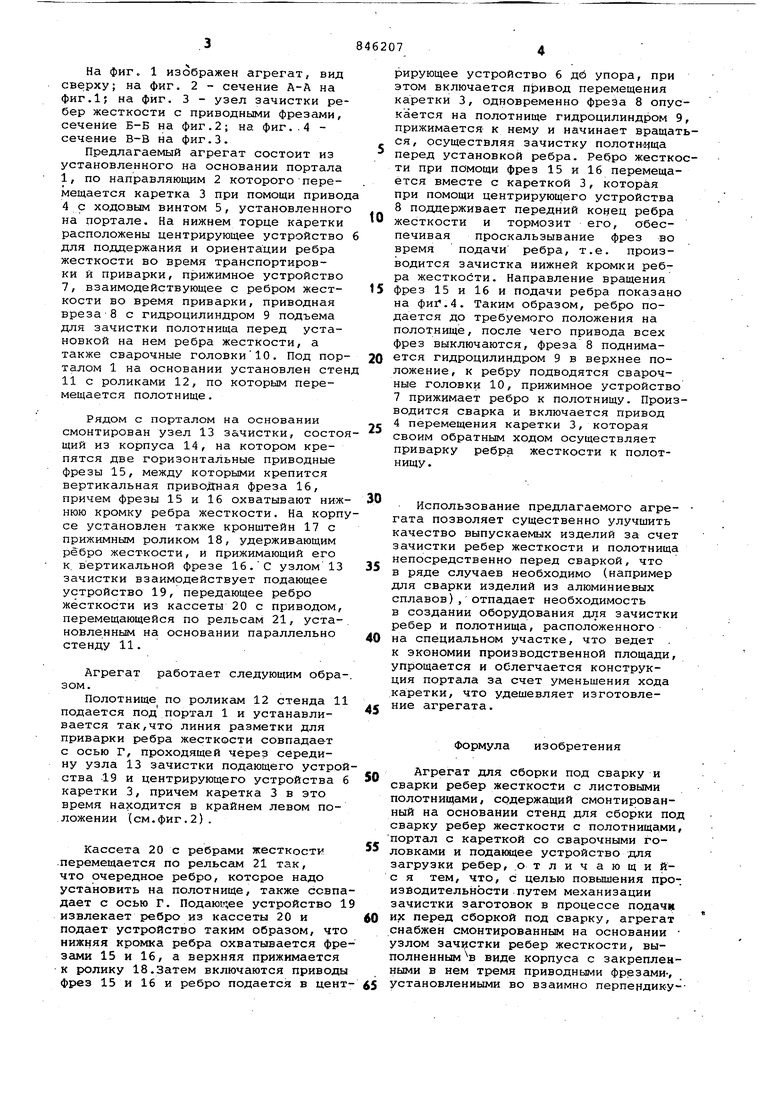
На фиг. 1 изображен агрегат, вид сверху; на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - узел зачистки ребер жесткости с приводными фрезами, сечение Б-Б на фиг.2; на фиг..4 сечение В-В на фиг.З. Предлагаемый агрегат состоит из установленного на основании портала 1, по направляющим 2 которого перемещается каретка 3 при помощи привод 4 с ходовым винтом 5, установленног на портале. На нижнем торце каретки расположены центрирующее устройство для поддержания и ориентации ребра жесткости во время транспортировки и приварки, прижимное устройство 7, взаимодействующее с ребром жесткости во время приварки, приводная вреза 8 с гидроцилиндром 9 подъема для зачистки полотнища перед установкой на нем ребра жесткости, а также сварочные головки10. Под пор талом 1 на основании установлен сте 11 с роликами 12, по которым перемещается полотнище. Рядом с порталом на основании смонтирован узел 13 зачистки, состо щий из корпуса 14, на котором крепятся две горизонтальные приводные фрезы 15, между которыми крепится вертикальная привоДная фреза 16, причем фрезы 15 и 16 охватывают ниж нюю кромку ребра жесткости. На корп се установлен также кронштейн 11 с прижимным роликом 18, удерживающим ребро жесткости, и прижимающий его к. вертикальной фрезе 16.С узлом 13 зачистки взаимодействует подающее устройство 19, передающее ребро жёсткости из кассеты 20 с приводом, перемещающейся по рельсам 21, установленным на основании параллельно стенду 11. Агрегат работает следующим обра зом. Полотнище по роликам 12 стенда 1 подается под портал 1 и устанавливается так,что линия разметки для приварки ребра жесткости совпадает с осью Г, проходящей через середину узла 13 зачистки подающего устро ства 19 и центрирующего устройства каретки 3, причем каретка 3 в это время находится в крайнем левом положении (см.фиг.2). Кассета 20 с ребрами жесткости .перемещается по рельсам 21 так, что очередное ребро, которое надо установить на полотнище, также совп дает с осью Г. Подающее устройство извлекает ребро из кассеты 20 и подает устройство таким образом, чт нижняя кромка ребра охватывается фр зами 15 и 16, а верхняя прижимается к ролику 18.Затем включаются привод фрез 15 и 16 и ребро подается в цен рирующее устройство 6 дб упора, при этом включается привод перемещения каретки 3, одновременно фреЭа 8 опускается на полотнище гидроцилиндром 9, прижимается к нему и начинает вращаться, осуществляя зачистку полотНИЩа перед установкой ребра. Ребро жесткости при помощи фрез 15 и 16 перемещается вместе с кареткой 3, которая при помощи центрирующего устройства 8 поддерживает передний конец ребра жесткости и тормозит его, обеспечивая проскальзывание фрез во время подачи ребра, т.е. производится зачистка нижней кромки ребра жесткойти. Направление вращения фрез 15 и 16 и подачи ребра показано на .4. Таким образом, ребро подается до требуемого положения на полотнище, после чего привода всех фрез выключаются, фреза 8 поднимается гидроцилиндром 9 в верхнее положение, к ребру подводятся сварочные головки 10, прижимное устройство 7 прижимает ребро к полотнищу. Производится сварка и включается привод 4 перемещения каретки 3, которая своим обратным ходом осуществляет приварку ребра жесткости к полотнищу. Использование предлагаемого агрегата позволяет существенно улучшить качество выпускаемых изделий за счет зачистки ребер жесткости и полотнища непосредственно перед сваркой, что в ряде случаев необходимо (например для сварки изделий из алюминиевых сплавов), отпадает необходимость в создании оборудования для зачистки ребер и полотнища, расположенного на специальном участке, что ведет к экономии производственной площади, упрощается и облегчается конструкция портала за счет уменьшения хода каретки, что удешевляет изготовление агрегата. Формула изобретения Агрегат для сборки под сварку и сварки ребер жесткости с листовыми полотнищами, содержащий смонтированный на основании стенд для сборки под сварку ребер жесткости с полотнищами, портал с кареткой со сварочными головками и подающее устройство для загрузки ребер, .отличающийс я тем, что, с целью повышения произйодительности путем механизации зачистки заготовок в процессе подач их перед сборкой под сварку, агрегат снабжен смонтированным на основании узлом ребер жесткости, выполненным в виде корпуса с закрепленными в нем тремя приводными фрезами-, установленными во взаимно перпендику-лярных плоскостях, и смонтированной на каретке портала подъемно-приводной фрезой для зачистки полотнищ. Источники информации, принятые во внимание при экспертизе
1.Патент США 3946933, кл, В 23 К 37/04, 1976.
2.Авторское свидетельство СССР
№ 622610, кл. В 23 К 37/04, 29.11.76 (прототип).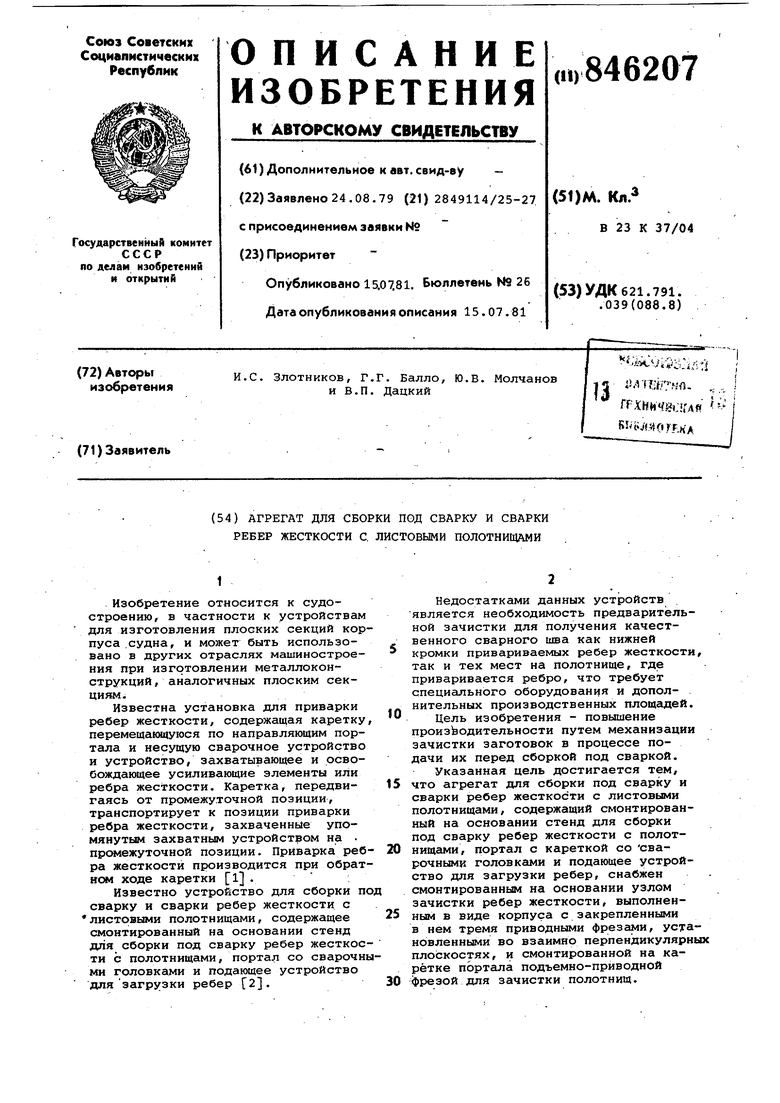
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Стенд для сборки и сварки ребер жесткости с полотнищем | 1980 |
|
SU899318A1 |
| Поточная механизированная линия для изготовления полотнищ с ребрами жесткости | 1984 |
|
SU1311894A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Способ транспортирования плоских изделий и устройство для его осуществления | 1985 |
|
SU1331756A1 |
| Устройство для изготовления секций из листов и ребер жесткости | 1984 |
|
SU1222476A1 |