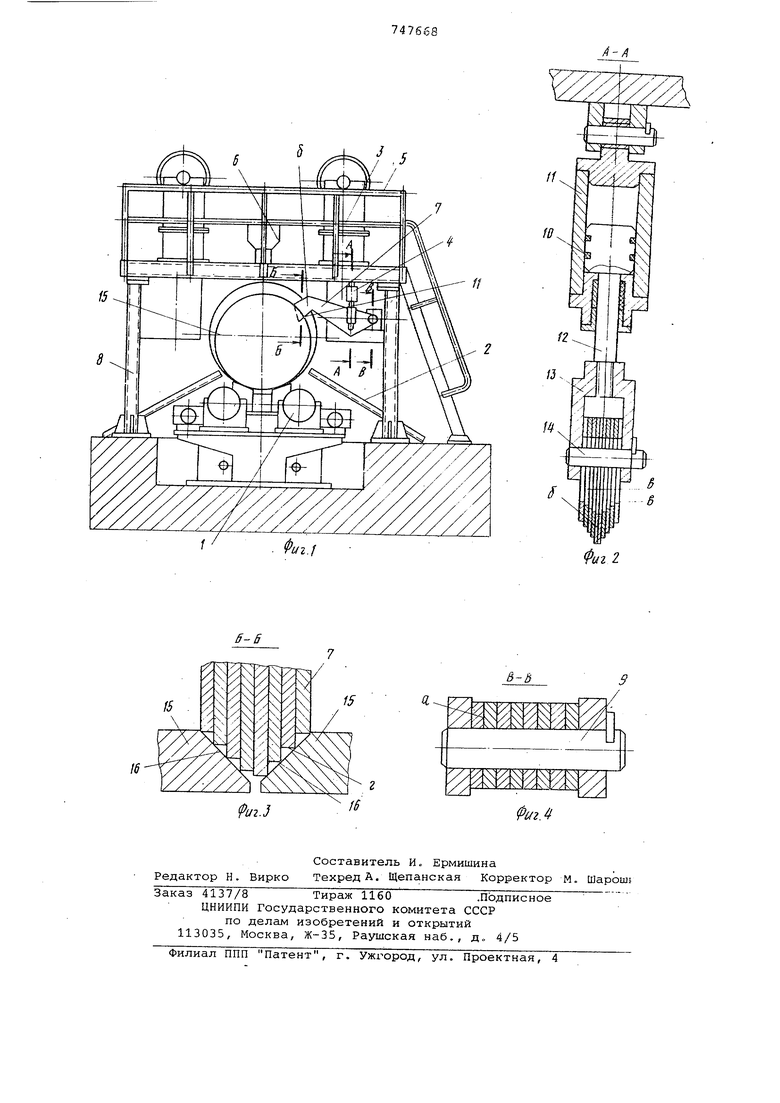
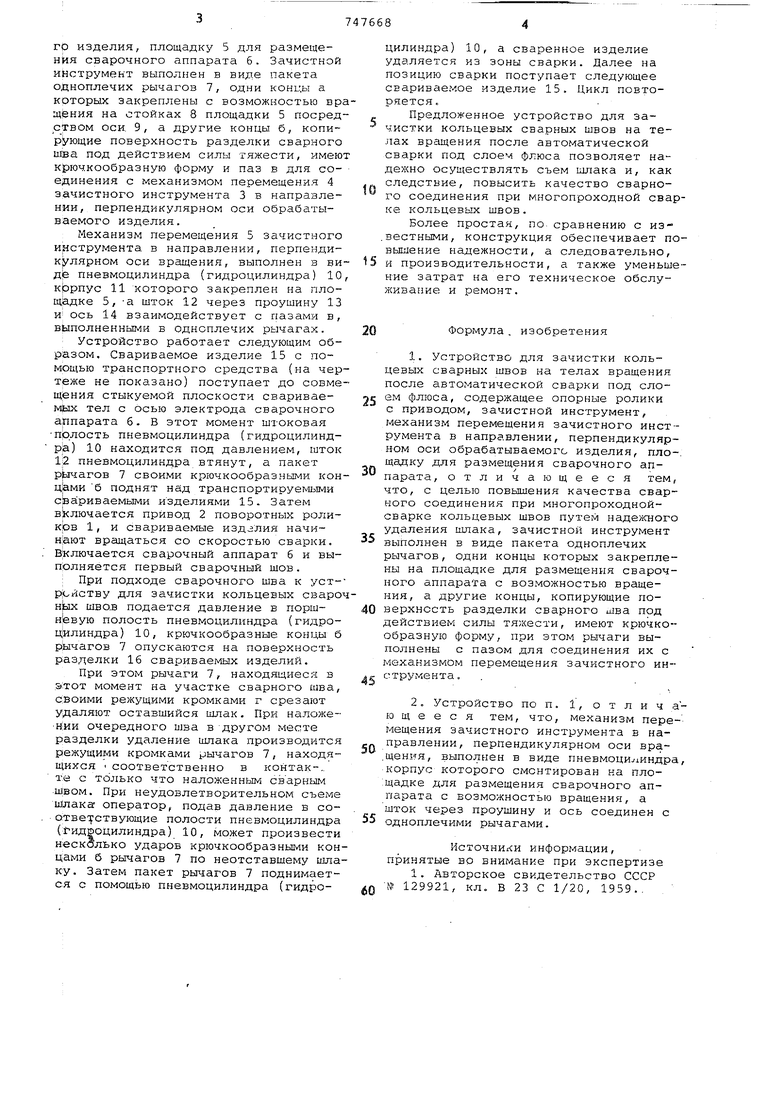
р изделия, площадку 5 для размещеия сварочного аппарата 6. Зачистной нструмент выполнен в виде пакета дноплечих рычагов 7, одни концы а оторых закреплены с возможностью враения на стойках 8 площадки 5 посредтвом оси. 9, а другие концы б, копирующие поверхность разделки сварного шва под действием силы тяжести, имеют крючкообразную форму и паз в для соединения с механизмом перемещения 4 зачистного инструмента 3 в направлении, перпендикулярном оси обрабатываемого изделия.
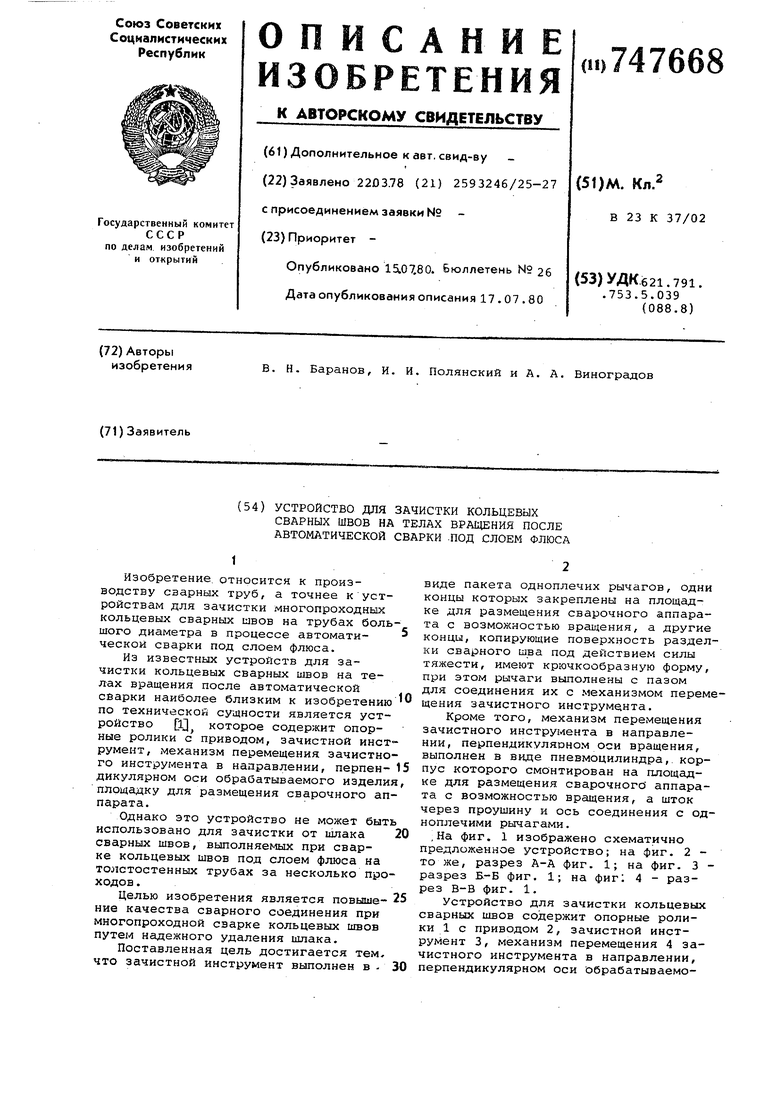
Механизм перемещения 5 зачистного инструмента в направлении, перпендикулярном оси вращения, выполнен в виде пневмоцилиндра (гидроцилиндра) 10, KJDpnyc 11 которого закреплен на площадке 5, -а шток 12 через проушину 13 и ось 14 взаимодействует с пазами в, выполненными в одноплечих рычагах.
Устройство работает следующим образом. Свариваемое изделие 15 с помощью транспортного средства (на чертеже не показано) поступает до совмещения стыкуемой плоскости свариваемых тел с осью электрода сварочного аппарата 6. В этот момент штоковая полость пневмоцилиндра (гидроцилиндр1а) 10 находится под давлением, шток 12 пневмоцилиндра втянут, а пакет рычагов 7 своими крючкообразными концами б поднят над транспортируем 51ми С|Ва риваемыми изделиями 15. Затем включается привод 2 поворотных роликрв 1, и свариваемые издзЛия начинйют вргцдаться со скоростью сварки. Включается сварочный аппарат 6 и выполняется первый сварочный шов.
: При подходе сварочного шва к устр|ойству для зачистки кольцевых сварочн х швов подается давление в поршневую полость пневмоцилиндра (гидроцЬ линдра) 10, крючкообразные концы б рЬчагов 7 опускаются на поверхность разделки 16 свариваемых изделий.
При этом рычаги 1, находящиеся в атот момент на участке сварного шва, своими режущими кромками г срезают удаляют оставшийся шлак. При наложен;ии очередного шва в другом месте разделки удаление шлака производится режущими кромками рычагов 7, находящихся соответственно в контак. те с только что наложенным сварнгдм швом. При неудовлетворительном съеме шлака- оператор, подав давление в соотве:|ствующие полости пневмоцилиндра (Гидюоцилиндра) 10, может произвегсти несколько ударов крючкообразными концами б рычагов 7 по неотставшему шлаку. Затем пакет рычагов 7 поднимается с помощью пневмоцилиндра (гидроцилиндра) 10, а сваренное изделие удаляется из зоны сварки. Далее на позицию сварки поступает следующее свариваемое изделие 15. Цикл повторяется.
Предложенное устройство для зачистки кольцевых сварных швов на телах вращения после автоматической сварки под слоем флюса позволяет надел но осуществлять съем шлака и, как следствие, повысить качество сварного соединения при многопроходной сварке кольцевых швов.
Более простая, по сравнению с из.вестными, конструкция обеспечивает повышение надежности, а следовательно, 5 и производительности, а также уменьшение затрат на его техническое обслуживание и ремонт.
Формула , изобретения
1. Устройство для зачистки кольцевых сварных швов на телах вращения после автоматической сварки под слоем флюса, содержащее опорные ролики с приводом, зачистной инструмент, механизм перемещения зачистного инструмента в направлении, перпендикулярном оси обрабатываемого изделия, пло-. щадку для размещения сварочного аппарата, отличающееся тем, что, с целью повышения качества сварного соединения при многопроходнойсварке кольцевых швов путем надежного удаления шлака, зачистной инструмент выполнен в виде пакета одноплечих рычагов, одни концы которых закреплены на площадке для размещения сварочного аппарата с возможностью вращения, а другие концы, копирующие поверхность разделки сварного шва под действием силы тяжести, имеют крючкообразную форму, при этом рычаги выполнены с пазом для соединения их с механизмом перемещения зачистного инк струмента.
2. Устройство по п. 1, о т л и ч аю щ е е с я тем, что, механизм перемещения зачистного инструмента в направлении, перпендикулярном оси вра
,щения, выполнен в виде пневмоци индр корпус которого смонтирован на пло:щадке для размещения сварочного аппарата с возможностью вращения, а шток через проушину и ось соединен с 55 одноплечими рычагами.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР Q № 129921, кл. В 23 С 1/20, 1959..
15
. VLII.I
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зачистки сварных швов | 1979 |
|
SU821109A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Устройство для скалывания шлаковойКОРКи | 1978 |
|
SU725330A1 |
| Устройство для двухдуговой сварки | 1975 |
|
SU742088A1 |
| Устройство для зачистки сварныхшВОВ цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU821110A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |