(54) УСТРОЙСТВО ДЛЯ-КРЕПЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2314185C2 |
| Устройство для обработки деталей одежды по заданному контуру на швейном полуавтомате | 1981 |
|
SU1015015A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| СИСТЕМА, ЗАЖИМНОЙ ЭЛЕМЕНТ И ЗАПИРАЮЩИЙ ЭЛЕМЕНТ ДЛЯ СОЕДИНЕНИЯ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2317764C2 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Устройство для зажима щитовых деталей | 1987 |
|
SU1509249A1 |
| Станок бесцентрово-доводочный | 1985 |
|
SU1311910A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ НА СТОЛЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА ДЛИННОМЕРНОЙ ДЕТАЛИ | 2002 |
|
RU2226145C2 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |

1
Изобретение относится к области станкостроения.
Известно устройство для крепления деталей, содержащее неподвижное ос- с нование, соединенный с основанием поворотный стол, привод поворота стола и расположенные на столе тумбы с фиксирующими элементами и опоры 1 .
Недостатком известного устройства является то, что оно не обеспечивает необходимой точности обработки,
Целью изобретения является повы- |5 шение производительности и точности обработки деталей.
Цель достигается тем, что в предлагаемом устройстве фиксирующие элементы выполнены в виде установлен- 20 ных на верхней поверхности тумбы с возможностью перемещения в двух взаимно-перпендикулярных направлениях Г-образных планок, каждая из которых снабжена элементами крепления .ее к 25 тумбе и детали в двух взаимно-перпендикулярных направлениях, а между планкой и боковой поверхностью тумбы размещен элемент выборки зазора, выполненный в виде рлина,30
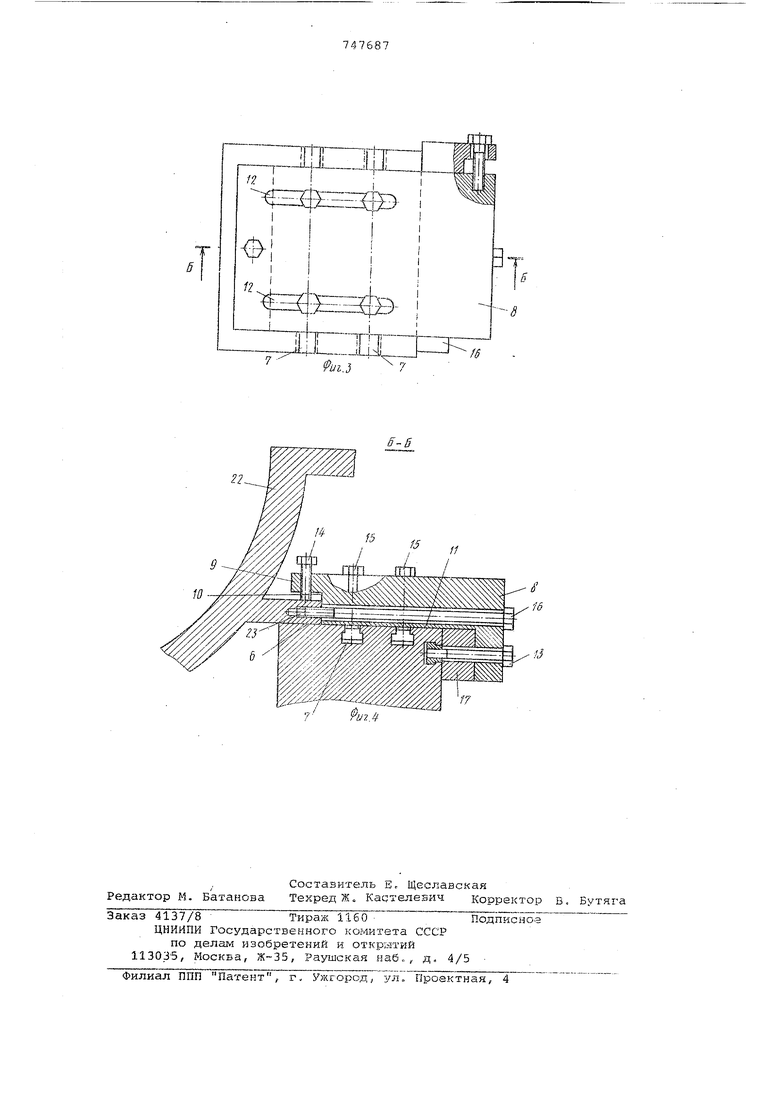
На фиг, 1 изображено устройство в положении установки и закрепления детали; на фиг. 2 - устройство в положении обработки детали; на фиг. 3 вид сверху на зажимную планку; на фиг.- 4 - разрез Б-Б на фиг, 3.
С неподвижным основанием 1 через ось 2 поворота соединен поворотный
10 стол 3 с расположенными на нем регулируемыми опорами 4 и тумбами 5, с установочной верхней поверхностью 6, Тумбы 5 имеют Т-образные пазы 7, На каждой поверхности 6 размещена Г-образная зажимная планка 8 с выступом 9,которая имеет прижимные .взаимно-перпендикулярные грани 10 и 11, Планка 8 имеет возможность продольного перемещения по Т-образным пазам 7 тумбы 5 и поперечного перемещения за счет имеющихся пазов 12 в планке 8. Планка 8 оснащена зажимными винтами 13-16 и клином 17 выборки зазора. На обратной стороне поворотного стола 3 (фиг. 1) .закреплен зубчатый сектор 18, входящий в зацепление с шестерней привода 19 поворота стола 3, На передней стороне неподвижного основания 1 смонтированы поворотные зажимные болты 20, а на поворотном столе 3 - продольные- бурты 21 с пазами, предназначенные для жесткой фиксации стола . 3 в вертикальном положении, т.е. в позиции обработки детали. Крупногабаритная деталь 22, типа половин цилиндра паровых турбин с горизонтальной плоскостью разъема, имеет лапы.
Перед установкой детали 22 в устройство необходимо в лапах детали вь полнить технологические отверстия 23, предназначенные для закрепления планки 8 к лапе винтом 16. На столе 3, установленном в исходное, т.е. горизонтальное, положение, тумбы 5 и регулируемые опоры 4 закрепляются в соответствии с расположением лап и фланцев на наружных поверхностях обрабатываемой детали 22. После этого детал 22 устанавливается в устройство так, что лапы размещаются на поверхностях 6 тумб 5. Регулируемые оперы 4 подводят к фланцам детали и крепят их, например, с помощью прихватов.
Перемещением планки 8 вдоль пазов тумбы 5, а также по пазам 12 совмещаю ось винта 16 с технологическим отверстием 23 в лапе обрабатываемой детали 22. Планка 8 прижимается гранью 10 к лапе обрабатываемой детали 22 и винтом 16 закрепляется. Затем планка 8.прижимается гранью 11 к поверхности б тумбы 5 винтами 15. После этого винтом 14 лапа детали прижимается к поверхности 6 тумбы 5, .Далее клином 17 выбирается зазор между планкой 8 и боковой поверхностью тумбы 5, после чего планка 8 винтом 13 прижимается к этой боковой поверхности тумбы через клин 17,
Остальные лапы к тумбам крепятся аналогично.
Наличие на каждой тумбе плгшки с выступами и клина позволяют последовательно прижать каждую планку к лапе детали, затем планку к двум взаимно .перпендикулярным поверхностям тумбы, а также прижать лапу детали к тумбе, что исключает смещение лап Детали относительно тумб устройства.
Затем устройство с закрепленной деталью переводят в положение обработки. Включением привода стол 3 поворачивается вокруг оси 2 в вертикальное положение до соприкосновения вуртов 21 с упорами на веЕ тикаль ных стенках основания 1. После этого болты 20 заводятся в пазы буртов
21, и поворотный стол 3 жестко крепится к основанию 1.
В таком положении производится обработка детали.
.После обработки детали поворотный стол 3 возвращается в исходное, т.е. горизонтальное, положение, и деталь снимается с устройства.
Поворот CTOJja в исходное положение и съем детали производится в обратной последовательности.
В предлагаемом устройстве деталь устанавливается в положение, соответствующее ее положению в сборочном узле, т.е. с горизонтальной плоскостью разъема, что позволяет избежать поперечных деформаций детали от собственного веса в момент установки,
Крепление детали в предлагаемом устройстве, с помощью планок с выступами и клиньев, исключает смещени лап детали относительно тумб, т.е. исключает деформацию детали от сил зажима, от сил собственного веса и сил резания, что позволяет повернуть деталь в позицию обработки свертикальным расположением плоскости разъема, не изменяя форму детали.
Формула изобретения
Устройство для крепления нежестких крупногабаритных деталей, содержащее неподвижное основание, соединенный с основанием поворотный стол, привод поворота стола и расположенные на столе тумбу с фиксирую щими элементами и опоры, отличающееся тем, что, с целью повышения производительности и точности обработки, фиксирующие элементы выполнены в виде установленных на верхней поверхности тумбы с возможностью перемещения в двух взаимно перпендикулярных направлениях Г-об разных плакок, каждая из которых снабжена элементами крепления ее к тумбе л детали в двух взаимно перпендикулярных направлениях, а между пЛс1Нкой и боковой поверхностью тумбы размещен элемент выборки зазора, выполненный в виде клина.
Источники информации, принятые .во вниман.ие при экспертизе
///////// //////////////// /// //// Ul.1
У/////////////////////////
Фиг.г
.-,,Г
. ,0., „„ L „ j, J.,„™„-
ЗЕЕЕ
I
1V|./-Ц-/- i
И ;
------.v--- -S%iJ
f
/f
