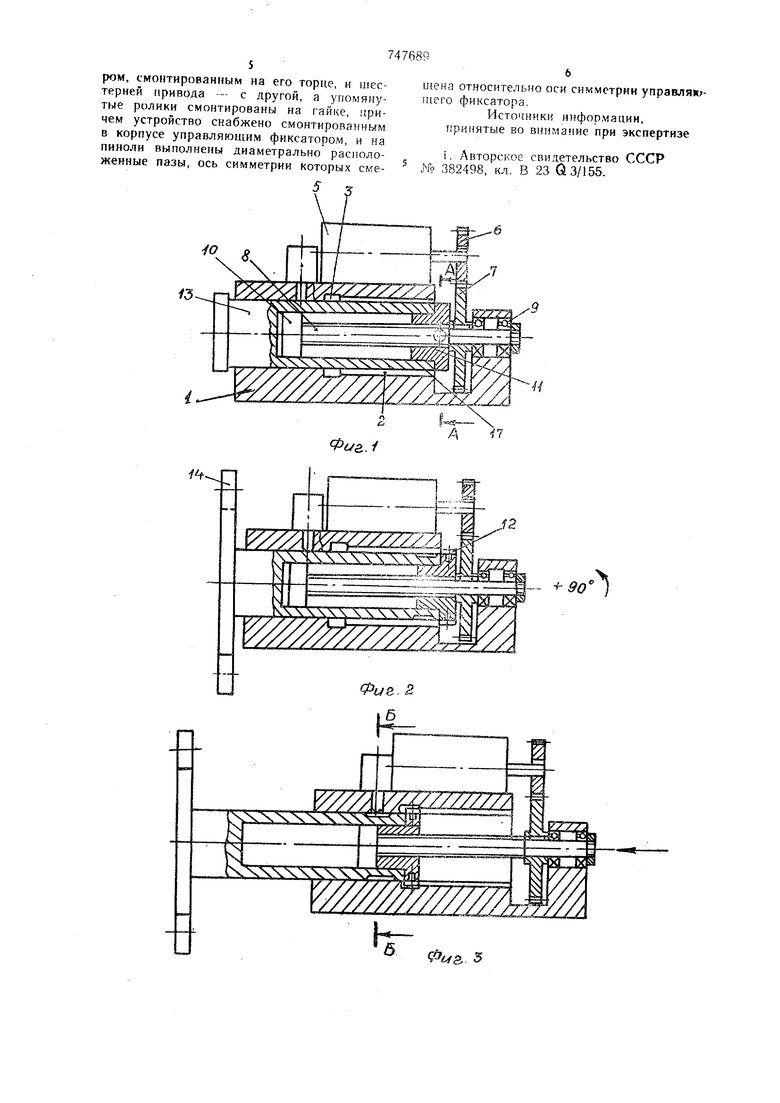
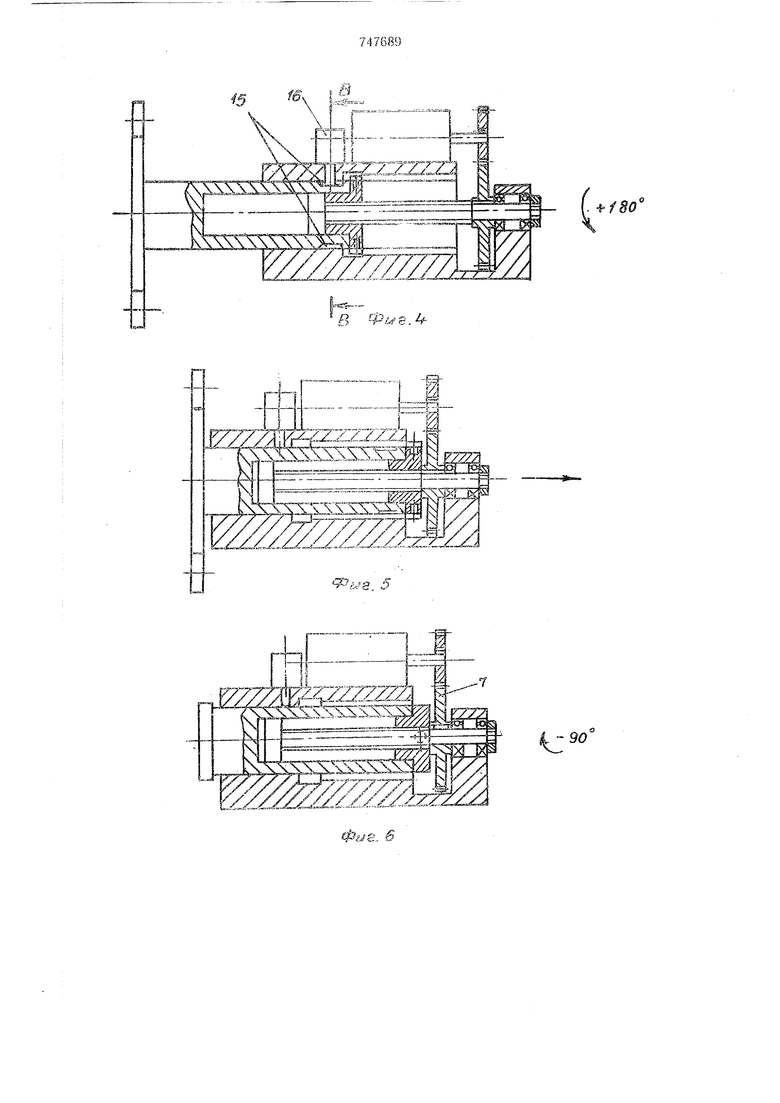
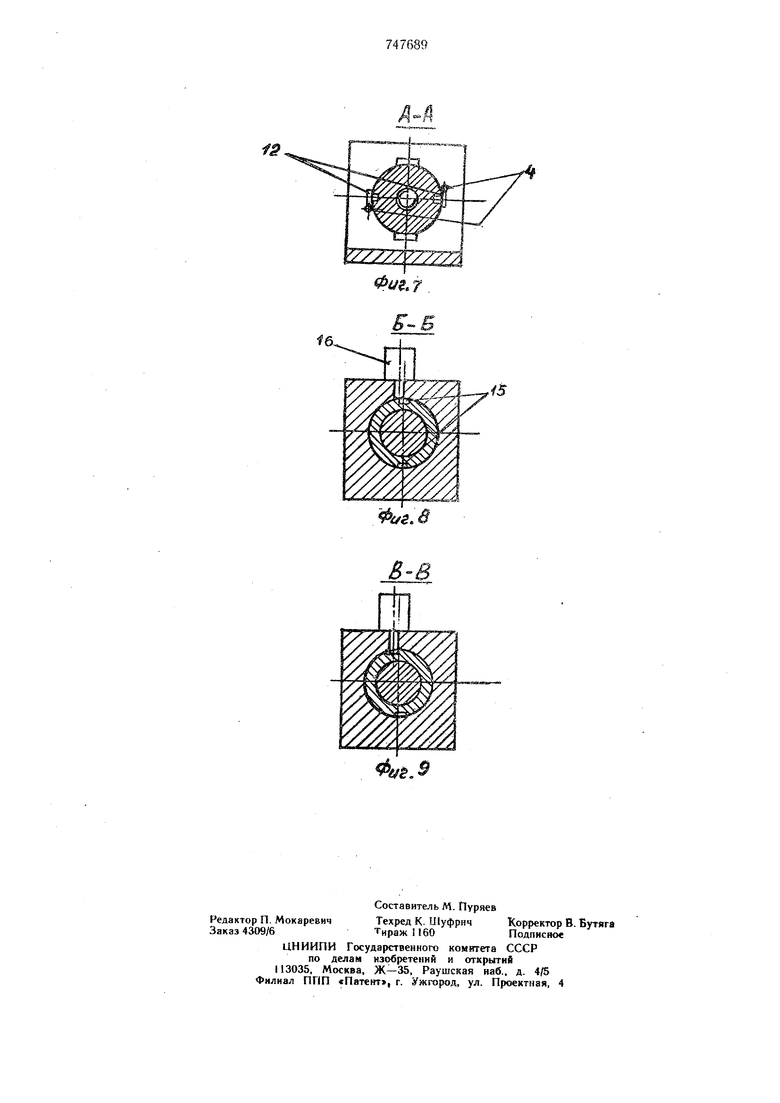
Изобретение относится к станкостроению и может найти применение в многооперационных станках типа «Обрабатывающий центр для комплексной обработки деталей. Известно устройство для автоматической смены инструмента металлорежущего станка, у которого в корпусе, с выполненным в нем кольцевыми проточками и продольными пазами, установлен толкатель с роликами, на одном конце которого закреплен рычаг смены инструмента, а другой конец посредством, по крайней мере, одного ролика, связан с барабанным кулачком, соединенным через подшипники со штоком гидроцилиндра и имеющим фланец со сквозными пазами, конт ггирующйми с установленными на корпусе направляющими шпонками, а остальные ролики взаимодействуют с кольцевыми проточками и продольными пазами корпуса при повороте и осевом перемещении пиноли 1 . К недостаткам известного устройства следует отнести его большую длину, что ограничивает возможность его применения, наличие барабанного кулачка со сложным профилем паза, сложность устройства вывода этого барабанного кулачка в исходное прложенне, также большие удельные давления между роликами, контактирующими во время поворота с поверхностями кольцевых проточек и барабанного кулачка. Цель изобретения - упрощение конструкции и повышение надежности работы устройства. Для достижения указанной цели в известном устройстве, рычаг смены инструмента которого выполнен с возможностью поворота и осевого перемещения от привода и содержащее корпус с выполненными в нем кольцевыми проточками и продольными пазами, со смонтированной в нем пииолью, на одном конце которой закреплен рычаг смены инструмента, а другой связей с приводом посредством смонтированного в нем промежуточного звена, а также ролики, смонтированные с возможностью взаимодействия с продольными и кольцевыми пазами корпуса при повороте и осевом перемещении пинолн, промежуточное звено выполнено в виде винтовой пары, винт которой смонтирован с возможностью вращения, гайка жестко связана с пинолью и установлена иа винте с возможиостью отиосительиого octMiOF-c- гтеремещення и совместного с ним п(1Ц)5птз при взаимолекствии с одной стороны с упором, смон-ировакным на его торце, и шестерней нрквола -с другой, упомянутые ролики разме1.еи1и« иа гайке, причем устройство снабжено ус тановленным в корпусе управляющим фиксатором, ось симметрии которого смещена относительно оси симметрии диаметрально расположенных пазов, выполненных на пиноли. На фиг. изображено предлагаемое устройство в исходном положении, продольный разрез; на фиг. 2, 3, 4, 5 и б - продольный разрез предлагаемого устроГства в соответствующих 1оложен ;их UHK.ia смены инструмента; на фиг. 7 -- разрез А-А на фиг. I; на фиг. 8 - разрез Б-Б на фиг. 3; sm фиг. 9 - разрез 3--В на Ъиг. 4. Устройство для автоматической cMeHfj инструмента металлорежущего сгяикй состоит из корпуса , закрепленного ь-а (на чертеже не обозначен) с выполненным в нем продольны,и изззни , гсольцевой проточкой 3 упора.мн i. На корпусе установлен двигатель 5, который через зубчатые шестеркн 6 и 7 Б)ащает несамотормозящкй винт 8, слюптноо.ванный одним концом в нодншг ниитах 9 к имеющий На другом конце упор Ш. Гайка И несет ролйкк 12 « жестко закреплена с П1 нольго 3, на которой зчйреплен рычаг 14 смены мпструментз. Пиноль 13 имеет пазы 15, Е которые ляпадает управляющий фиксатор 16, сг-лепгаемый на необходнглую в лнчкну OTJocirre.ib но оси ниноли.
Цикл смены инструмента состоит из следующей носледователььост.ч действия рычага смены инструмента: поворота на ЭО из исходного положения в положение одновременного захката инструмента из штаинделя и магазина; осевого переме 1;.ег:ня зперед на величину, необходимую для мзвлечения инструмента из магазина и п пинделя станка; поворота на 180°; осевого перемещения назад на вег;ичи5 у, жюбходимую для вставления инструмента в {нпкпде гь станка и лагазин; поворота из 90 в нсходное 1юло).
Устройство вабо::;С7 следуэдшим сбрайом
При вращении двигателя 5 через ншстерни 6 и 7 начинает 8ращй1ься вкит 8, но так как при этом правый торец гайкк 11 прижат к левому торцу шестерни 7, а ЛСлик 12 контактирует с поверхностью- 17. то начиняет поворачилатьсл гайка 11 к жестко связанная с ней пиипль 13 с 14 смены инструмента нй 90 si в конечном положенигг захватывает нкструлСнт из гипни деля станка и ;;i3ra3tiHa (фиг. 2). В этом положении 12 устанавлквается про тнв 7азов 2 я прк дальнейшем вращении
- Устройство для автоматический слоены :- иструме 1 а иа металлорежуплем станке, рЬЧйг илструмгпта соторогс установ-чсн с возногкгюстью попорота гг осевого лереиещенкя от , сод.ерлсащес корпус с выпoJГнeннFJMи в ней 1(ольцеЕ ыми и .про.дольными пазами и смонтированной в нем , на одном конце которой з креплен рычаг сменЕ, инстру лента, а Др-cow связан с нриводол посредством пгестер-;1и и ПрОМеНСуТОЧНОГО , - p0.iit;K i. СГлСмтр рованные с возл5ож1юсть:-о ьзаиыодействня с нродольныгни к рюльцевыми пазааи корП1/са при повороте и осевом пере:V e JieHHH пиноли, отличающееся тем. что, с целью уггрощения конструкции и повышения надежности работы уетроГства, прог- 1ежуточное звено выполнеьо R ьиде винтовой пары., винт которой смонтирован с нозиожностью вращения, а гайка жестко -,:Еяззна с пинолью и установлена на винте V возможностью относительного осевого переме де ;-ш и совместного с SIMM поворота топ взанмодействиЕ1 с o..;iHcn стороны с унопинта 8 гайка И НКРСТР с пииолью S3 и ричагом 14 CMOiiij гпгтрумектов перенсмдается и к);:йиее ior;;;e положсиг е, удср ;чиваясь от понпоот;) КЕтящямися и продольным пгзал5 2 роликами 12. Ipii ajoy обеспеЧЛ ястся и31УИ:чс1- ие иястру 1ента из станка и f,ip,r. (фиг. 3). В конце лода левык торен гайки 1 нодлодит к упору IQ, ролик 2 выходит в кольлевук) нроточку 3, а управлнюший фиксаvn 16, смен1,ен}1Ь Й lia необходимую вели-;нну. Б паз 15 не западает и при дальней нгем BpaineHHH винта 8 вместе с ним начинает вращаться гайка 11, пиноль 13 -- рычаг 14 смены инструментов ка 180 упрйвляюп-ий фиксатор б при этом скользит поверхности ппноли 13 до западания в паз i5 (. 4). При этом дастся KONISHДа iia освспс двигателя 5, винт 8 начинает ора.п.атьс. в обратном направлении, ролим 12 зя;-;одят В пазы 2, а управляющий фги-:с ггор ;; ВЫХОДИТ ИЗ паза15. При дальяей( винта 8 пиноль 13 и рыf;jf- bi скемь HBCTpyMeitTOB перемещаются вдоль осн. ,, ;v уживаясь от нроворота катя1Ц1Ш и:п п:: 1;родольным пазам 2 роликачй 12. При гтом инструмент устанавлива,:гтсп в ,:м(; ciaHO и в магазин (фиг. 5), : 1рявЕ ;й орец гайки П упирается в лечый торец псстернн 7, что приводит к попороту гайки 1 и жестко связанной с ней г инолью 13 if пычага 14 смепы инструментов ifi 99 до контакта роликов 12 с 4, соответствует исходному полож :-}ги о (. 6). 1.1. смены инструменте закопчу ,1 устройство смены инструлш Г а находите; в (исходном положении. ром, смонтированным на его торце, и iisecтериеи привода - с другой, а упомянутые ролики смонтированы на гайке, причем устройство снабжено смонтированным в корпусе управляющим фиксатором, и на пиноли выполнены диаметрально расноло..nnw.n пгипилнспы диаметрально расноложенные пазы, ось симметрии которых сме-К
0г/г./
&
Д ,1 игена относительгто оси симметрии управляк щего фиксатора. Цf.-f. информации, принятые во вннмаяие при экспертизе i. Авторское свидетельство СССР i. Авторское свидетельст № 382498, кл. В 23 G 3/155.
h Фиг.- S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструмента | 1987 |
|
SU1517240A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1973 |
|
SU382498A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для автоматической смены инструментов | 1984 |
|
SU1175655A1 |
| ПОЗИЦИОНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХСТАНКОВ | 1971 |
|
SU322235A1 |
| Устройство для автоматической смены инструмента | 1977 |
|
SU680850A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| Шпиндельный узел | 1975 |
|
SU546437A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Устройство автоматической смены инструмента | 1981 |
|
SU1007907A1 |
90
е/ё,
