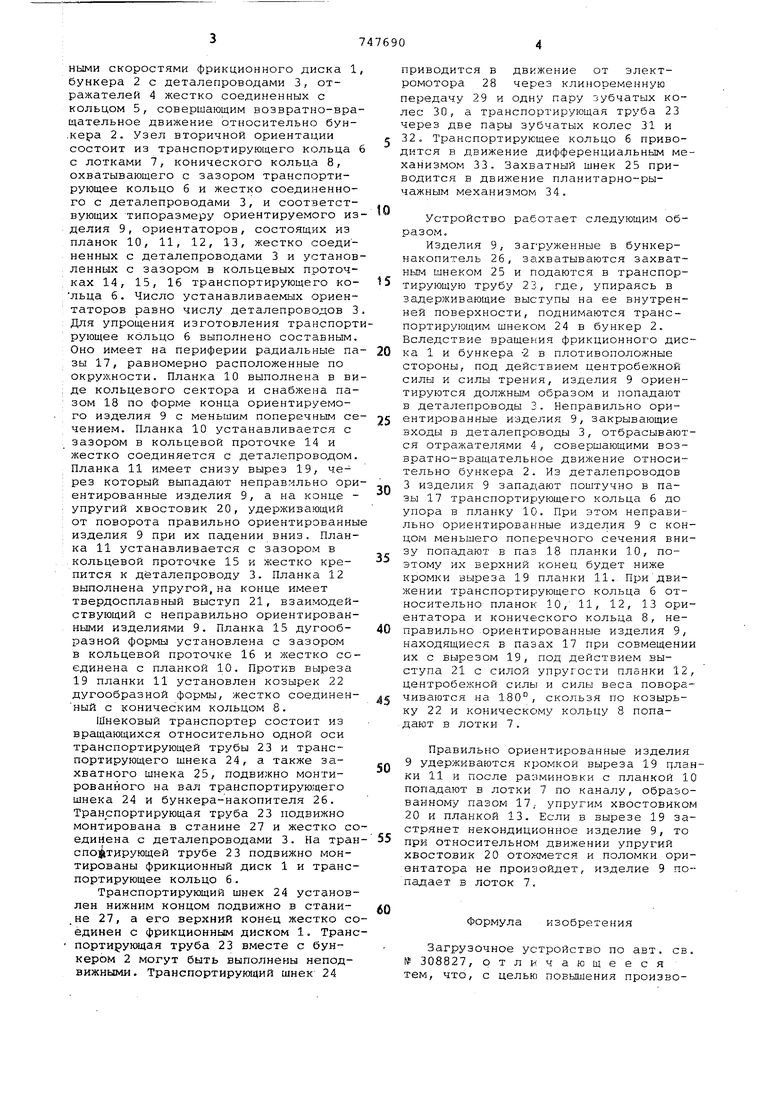
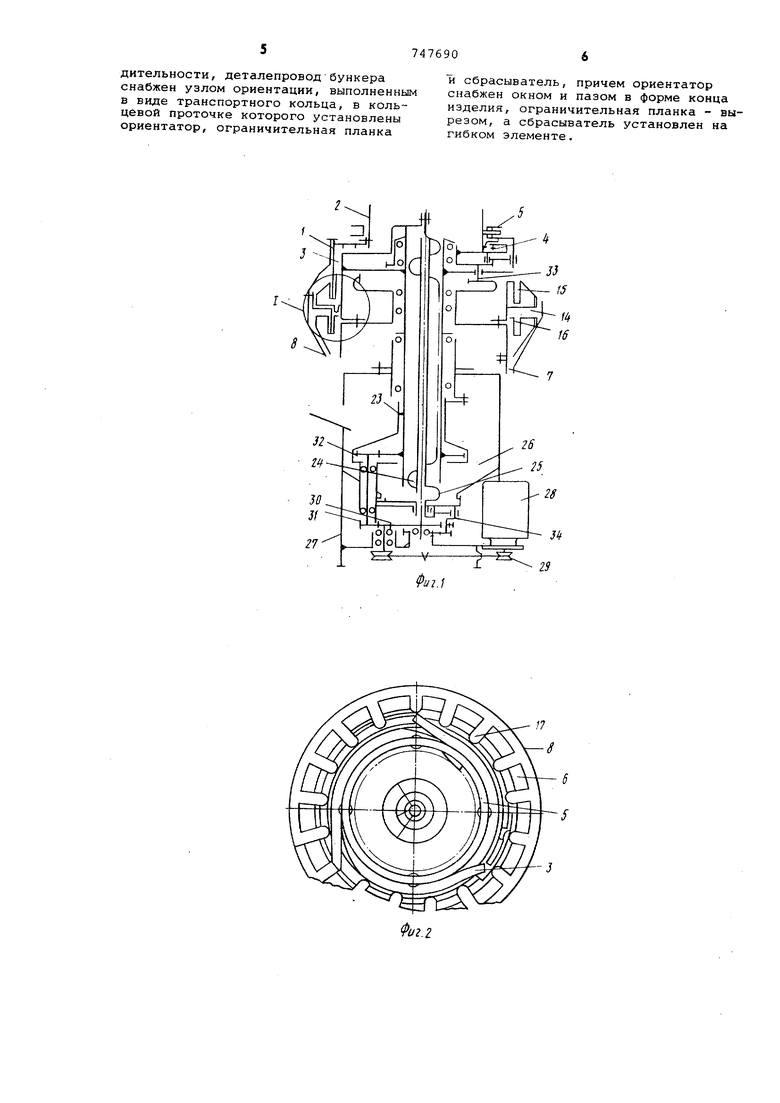
Изобретение.относится к области машиностроения. Оно может быть использовано для ориентирования и псдачи в рабочую зону изделий с переменным поперечным сечением, например, цилиндро-конической, ступенчатой формы, а также с несимметричной кольцевой проточкой, с вырезом в пло ком изделии и т.п. По основному авт. св. № 308827, известно загрузочное устройство, содержащее шнековый транспортер, состоящий из вращающихся относительно одной оси транспортирующей трубы и транспортирующего шнека, а также захватного шнека, подвижно монтированного на вал транспортирующего ынека и бункера-накопителя, при этом транспортирующая труба подвижно монтирована в станине и жестко соединена с деталепроводом. Недостатком известного устройства является ограниченный типоразмер ори ентируемых изделий. Целью настоящего изобретения язляется повышение производительности. В предложенном устройстве транспо тирующее кольцо с пазами на периферии выполнено с кольцевыми проточками, в которых установлен соответствующий типоразмеру изделия ориантатор, имеющий относительную скорость относительно транспортирующего кольца, и жестко связанный с деталепроводом, выходящим из бункера, и выполнен, например в виде планок, первая из которых имеет паз по форме конца ориентируемого изделия, вторая - вырез, через которыйотводятся неправильно ориентированные изделия, третья на конце имеет выступ и выполнена упругой - является силовым элементом. Устройство такой конструкции позволяет увеличить подачу ориентированных изделий в рабочую зону с переменным поперечным сечением (до 1500-2000 изделий в минуту). На фиг, 1 показана схема устройства; на фиг. 2 то же, вид сверху; на фиг,.3 - узел 1 на фиг. 1; на фиг о 4 - сечение А-А на фиг. 3; на фиг. 5 - вид Б на фиг. 3. Устройство для ориентирования и подачи изделий содержит узлы первичной и вторичной ориентации и шнековый транспортер. Узел первичной ориентации, например, ,фрикционно-центробежного типа состоит из вращающихся относительно одной оси с различными скоростями фрикционного диска 1 бункера 2 с деталепроводами 3, отражателей 4 жестко соединенных с кольцом 5, совершающим возвратно-вращательное движение относительно бун.кера 2. Узел вторичной ориентации состоит из транспортирующего кольца с лотками 7, конического кольца 8, охватывающего с зазором транспортирующее кольцо 6 и жестко соединенного с деталепроводами 3, и соответствующих типоразмеру ориентируемого изделия 9, ориентаторов, состоящих из планок 10, 11, 12, 13, жестко соединенных с деталепроводами 3 и установленных с зазором в кольцевых проточках 14, 15, 16 транспортирующего кольца 6. Число устанавливаемых ориентаторов равно числу деталепроводов 3 Для упрощения изготовления транспортрующее кольцо 6 выполнено составным. Оно имеет на периферии радиальные пазы 17, равномерно расположенные по окружности. Планка 10 выполнена в виде кольцевого сектора и снабжена пазом 18 по форме конца ориентируемого изделия 9 с меньшим поперечным сечением. Планка 10 устанавливается с зазором в кольцевой проточке 14 и жестко соединяется с деталепроводом. Планка 11 имеет снизу вырез 19, через который выпадают неправильно ориентированные изделия 9, а на конце упругий хвостовик 20, удерживающий от поворота правильно ориентированны изделия 9 при их падении вниз. Планка 11 устанавливается с зазором в кольцевой проточке 15 и жестко крепится к дётй.лепроводу 3. Планка 12 выполнена упругой, на конце имеет твердосплавный выступ 21, взаимодействующий с неправильно ориентированными изделиями 9. Планка 15 дугообразной формы установлена с зазором в кольцевой проточке 16 и жестко соединена с планкой 10. Против выреза 19 планки 11 установлен козырек 22 дугообразной формы, жестко соединенный с коническим кольцом 8.
Шнековый транспортер состоит из вращающихся относительно одной оси транспортирующей трубы 23 и транспортирующего шнека 24, а также захватного шнека 25, подвижно монтированного на вал транспортирующего шнека 24 и бункера-накопителя 26. Транспортирующая труба 23 подвижно монтирована в станине 27 и жестко соединена с деталепроводами 3. На транспо|1тирующей трубе 23 подвижно монтированы фрикционный диск 1 и транспортирующее кольцо 6.
Транспортирующий шнек 24 установлен нижним концом подвижно в станине 27, а его верхний конец жестко соединен с фрикционным диском 1. Транс портирующая труба 23 вместе с бункером 2 могут быть выполнены неподвижными. Транспортирующий шнек 24
приводится в движение от электромотора 28 через клиноременную передачу 29 и одну пару зубчатых колес 30, а транспортирующая труба 23 через две пары зубчатых колес 31 и 32, Транспортирующее кольцо 6 приводится в движение дифференциальным механизмом 33. Захватный шнек 25 приводится в движение планитарно-рычажным механизмом 34.
Устройство работает следующим образом.
Изделия 9, загруженные в бункернакопитель 26, захватываются захватным шнеком 25 и подаются в транспортирующую трубу 23, где, упираясь в задерживающие выступы на ее внутренней поверхности, поднимаются транспортирующим шнеком 24 в бункер 2. Вследствие вращения фрикционного диска 1 и бункера -2 в плотивоположные стороны, под действием центробежной силы и силы трения, изделия 9 ориентируются должным образом и попадают в деталепроводы 3. Неправильно ориентированные изделия 9, закрывающие входы в деталепроводы 3, отбрасываются отражателями 4, совершающими возвратно-вращательное движение относительно бункера 2. Из деталепроводов 3 изделия 9 западают поштучно в пазы 17 транспортирующего кольца 6 до упора в планку 10. При этом неправильно ориентированные изделия 9 с концом меньшего поперечного сечения внизу попадают в паз 18 планки 10, поэтому их верхний конец будет ниже кромки выреза 19 планки 11. При движении транспортирующего кольца 6 относительно планок 10, 11, 12, 13 ориентатора и конического кольца 8, неправильно ориентированные изделия 9, находящиеся в пазах 17 при совмещени их с вырезом 19, под действием выступа 21 с силой упругости планки 12 центробежной силы и силы веса поворачиваются на 180°, скользя по козырьку 22 и коническому кольцу В попадают в лотки 7 .
Правильно ориентированные изделия 9 удерживаются кромкой выреза 19 плаки 11 и после разминовки с планкой 1 попа,цают в лотки 7 по каналу, образованному пазом 17. упругим хвостовико 20 и планкой 13. Если в вырезе 19 застрянет некондиционное изделие 9, то при относительном движении упругий хвостовик 20 отожмется и поломки ориентатора не произойдет, изделие 9 попадает в лоток 7.
Формула изобретения
Загрузочное устройство по авт. св. № 308827, отличающееся тем, что, с целью повышения производительности, деталепровод бункера снабжен узлом ориентации, выполненным в виде транспортного кольца, в кольцевой проточке которого установлены ориентатор, ограничительная планка
и сбрасыватель, причем ориентатор снабжен окном и пазом в форме конца изделия, ограничительная планка - вырезом, а сбрасыватель установлен на гибком элементе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU308827A1 |
| Автомат для контроля и сортировки деталей по длине | 1973 |
|
SU469503A1 |
| Винтовой конвейер | 1986 |
|
SU1447730A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ и ОРИЕНТИРОВАНИЯДЕТАЛЕЙ | 1972 |
|
SU334038A1 |
| Винтовой конвейер | 1981 |
|
SU962137A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| МНОГОПОЗИЦИОННОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU269681A1 |
| Роторный автомат питания | 1979 |
|
SU870063A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1964 |
|
SU224276A1 |
| Роторный автомат питания | 1981 |
|
SU994208A1 |

/7
- J
,
