1
Изобретение относится к станкостроению, а именно к устройствам автоматической загрузки технологических машин штучными ферромагнитными изделиями типа тел вращения с переменным сечением по длине.
Известен роторный автомат питания для выдачи штучных ферромагнитных изделий типа тел вращения с переменным по длине сечением, содержащий радиально направленные наклонные лотки, ориентаторы щелевого типа и устройство принудительного перемещения изделий ГП .
Недостатком этого автомата является ориентирование изделий разворотом в радиальной плоскости на опоре под действием крутящего момента сначала от веса, а затем с последующим добавочным моментом от центробежной силы. Это снижает потенциальную возможность повышения производительности вследствие уменьшения Суммарного крутящего момента для издеЛИЙ, идущих на ориентацию.по лотку тонким концом вперед, для которых момент от центробежной силы является противоположным моменту от веса, .т.е. тормозящим. Кроме того, возможность появления поверхностных и торцовых задиров на изделии при транспортировке по неподвижным поддону и кулачкам, трудность питания самозаклинивающимися изделиями в резуль10тате наличия трубчатых накопителей и ориентирование изделий только тонким концом вниз сужают область использования автомата.
Цель изобретения - повьш1ение про15изводительности автомата и надежное-. ти ориентирования ферромагнитных из- делий типа тел вращения с переменным сечением по длине, а также самозаклинивающихся конических изделий.
20
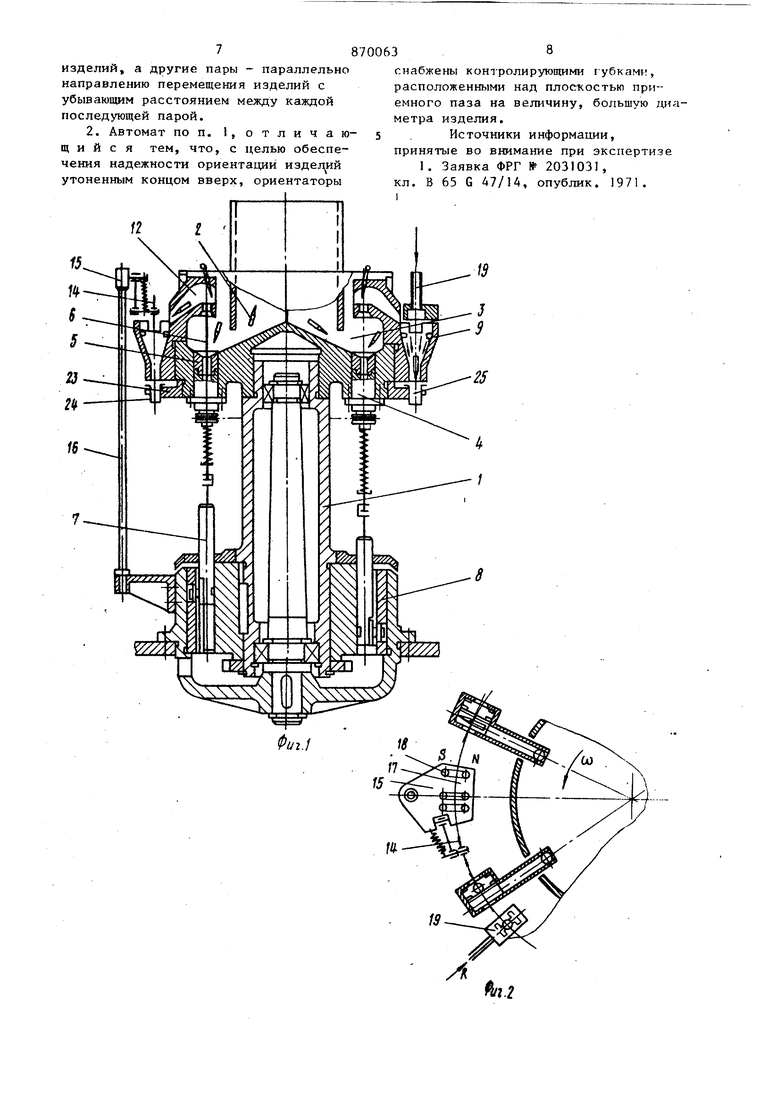
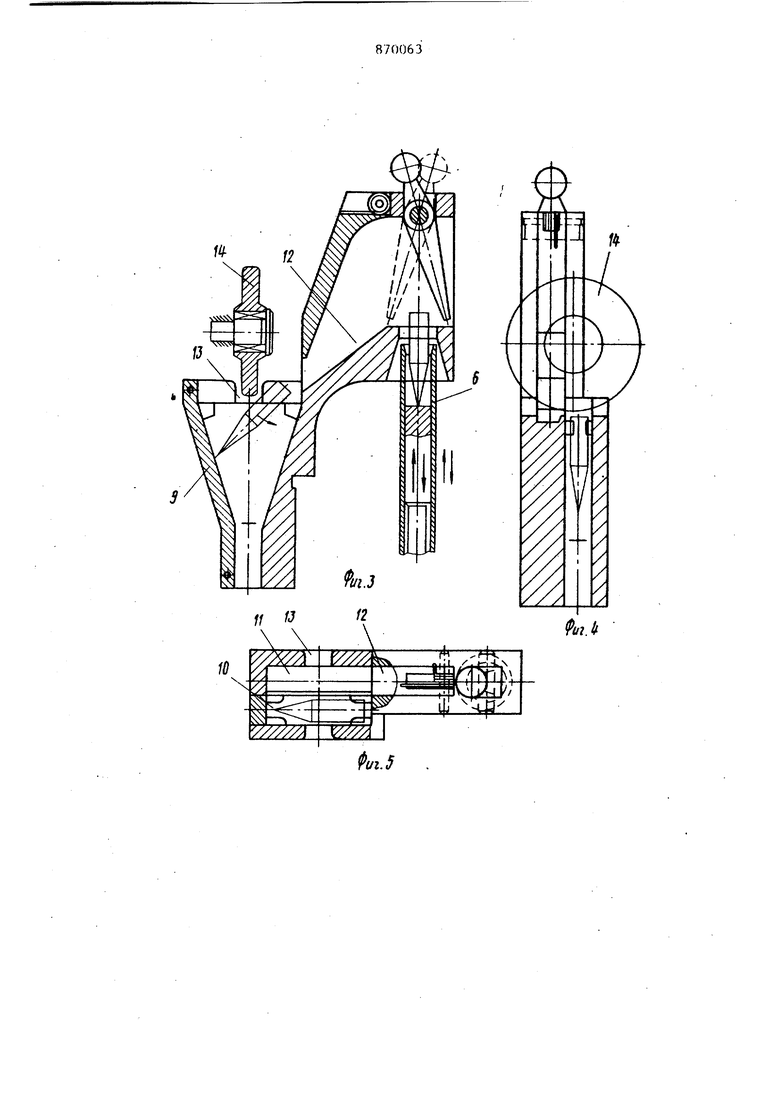
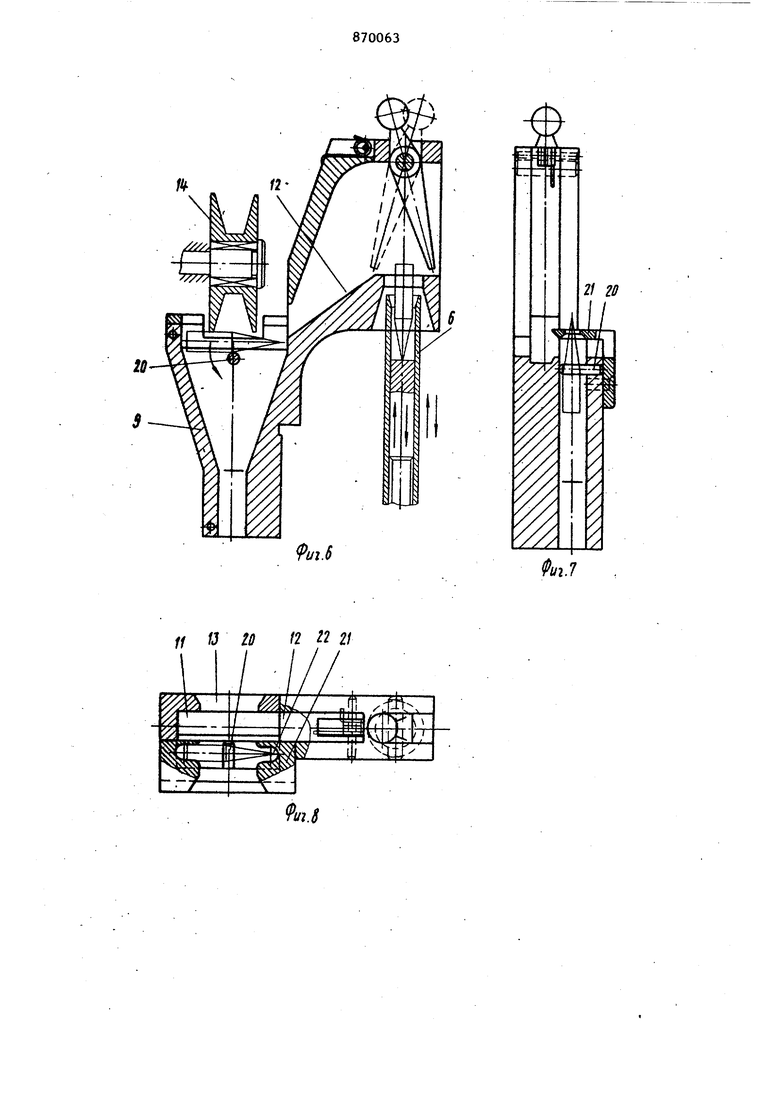
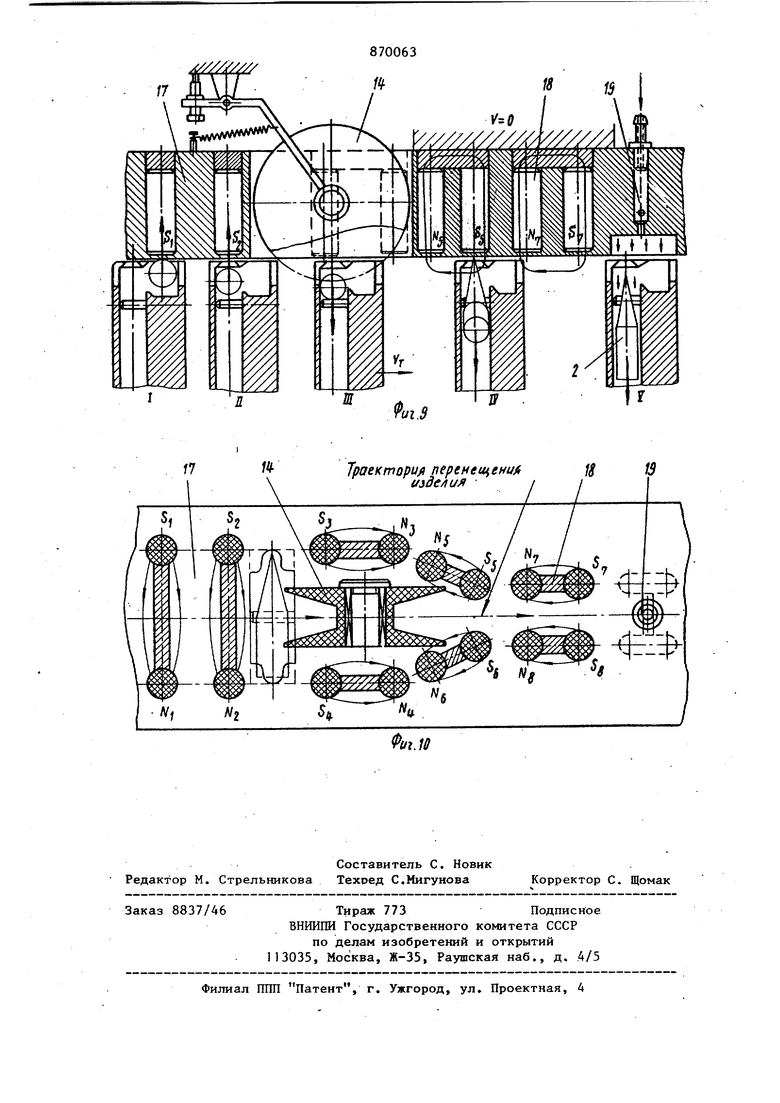
Это достигается тем, что в каждом ориентаторе выполнен приемный паз, расположенный параллельно ориентирующей щели, а устройство принудительного перемещения изделий выполнено в виде подпружиненного ролика и магнитной системы, состоящей из пар П-образных магнитов, причем со сторо ны поступления изделий в магнитную .систему о;цни пары магнитов расположе ны радиально в плоскости, перпендику лярной направлению перемещения изделий, а Другие пары - параллельно направлению перемещения изделий с убывающим расстоянием между каждой последующей парой, С целью обеспечения надежности ориентации изделий утонен ным концом вверх ориентаторы снабжен контролирующими губками, расположенньгми над опорной поверхностью приемного паза на величину, большую диаметра изделия, На фиг. 1 изображен предлагаемый автомат; на фиг. 2 - то же, вид сверху; на фиг. 3 - ориентатор щелевого типа; на фиг; 4 и 5 - то же, вид сверху, с выдачей изделий тонким концом вниз; на фиг. 6-8 - то же, с вьщачей изделий тонким концом, вверх; на фиг. 9 и 10 - принципиальная схема последовательных перемещений изде лия в ориентаторе магнитной системой устройства принудительного перемещения изделий. На пустотелом валу 1 автомата жестко закреплен заполненный изделия ми 2 бункер 3 с размещенными равномерно по его окружности захватными органами 4, оснащенными воронками 5 и выталкивателями 6, приводимыми в движение ползунами 7 от управляющего кулачка 8. С наружной стороны бункера 3 установлены ориентаторы щелевого типа 9 с профильными окнами 10 и Приемными пазами 11, соединенными наклонными лотками 12 с захватными органами 4. Симметрично относительно паза 11 и окна 10 и перпендикулярно им выполнена прорезь 13 для прохода толка теля 14 механизма принудительной ори ентации 15, установленного с зазором над ориентаторами на неподвижной сто ке 16 и оснащенного магнитной системой 17, состоящей из пар постоянных П-образшях магнитов 18, и устройством 19 подачи сжатого воздуха. В случае необходимости ориентирования конических изделий острым концом вверх в центральной части ориентаторов 9 ниже уровня приемного паза 11, размещается опорный стержень 20, а над ним с зазором,большим диаметра изделия, устанавливаются контролирующие губки 21 с щелью 22 для прохожг дения тонкого конца изделия. Ниже ориентаторов на валу 1 закреплена опорная звездочка 23 транспортного конвейера 24 с приемными гнездами 25 для ориентированных изделий 2. Роторный автомат питания для выдачи штучных изделий работает следующим образом. При вращении вала 1 захватные органы 4 получают круговое движение от шкива относительно своей оси и часть изделий 2,находящихся в бункере 3 под механическим воздействием выступающих частей воронки 5, западает в карманя воронки, например в наклонные пазыдля хранения захваченных изделий в состоянии первичной ориентации. Приводимый в движение ползуном 7 от управляющего кулачка 8 выталкиватель 6 совершает несколько, возвратно-поступательных перемещений относительно воронки 5 для захвата из ер пазов в свой карман одного изделия 2, например самозаклинивающегося цилиндра с острым конусом, а затем поднимается вверх выше уровня изделий в бункере3 и выдает захваченное изделие в наклонный лоток 12 к ориентатору 9. Под воздействием механического импульса вьщачи и центробежной силы изделие ускоренно перемещается по наклонному лотку и западает в приемный паз 11, располагаясь параллельно проф1151ьным окнам 10. При дальнейшем вращении изделие транспортируется в приемном пазу к стационарному механизму принудительной ориентации 15, где оно при прохождении с зазором под магнитной системой 17 с П-образными магнитами притягивается ими и неподвижно зависает с сохранением своей первичной ориентации до того момента, пока не подойдет задняя стенка ориентатора 9, т.е. изделие автоматически перемещается из приемного паза 1 в ориентируницую щель с профильньми окнами 10. После прохождения магнитной системы изделие утолщенной частью ложится на выступы одного из профильных окон, а тонкий конец изделия не имеет опоры и начинает проваливаться сквозь профильную щель. Одновременно толкатель 14 механизма принудительной ориентации, например ролик на подпружиненной оси, входит послед9вательно в прорезь 13 каждого ориентатора и, воздействуя на изделие в его средней части, принуди тельно доворачивает его (с; опорой на выступе профильного окна I0) до вертикального положения тонким концом вниз и сообщает механический импульс на вьщачу ориентированного изделия 2 в приемное гнездо 25 транспортного конвейера 24. Для ускорения передачи ориентированного изделия в транспортный конвейер и удаления технологической пьти из ориентатора устройство 19 вы дает в профильные окна порцию сжатого воздуха. В случае ориентирования конических изделий тонким концом вверх магнитная система 17 перемещает изделие из приемного паза 11 в карман между опорным стержнем 20 и контролируюпщми губками 21. Толкатель 14 механизма принудительной ори ентации, например двухручьевой ролик, воздействует одним из выступов на утолщенный конец изделия, развора чивая его вниз вокруг опорного стерж ня и подавая тонкий конец изделия вверх в щель 22 контролирующих губок 21. При дальнешем вращении ротора изделие снова попадает в зону действия магнитной системы 17 из П-образных магнитов, размещенных симметрично вдоль траектории движения изделия .с постепенным приближением магнитных п люсов к ее центру. Это способствует постепенному втягиванию утоненного конца изделия в щель 22 контролирующих губок 21 с разворотом на опорном стержне 20 до вертикального положения, после чего ориентированное изде лие 2 -принудительно выдается в транс портный конвейер 24 порцией сжатого воздуха. Ориентирование изделий с легкоповреждаемой поверхностью аналогично в шеизложенному процессу с той разницей, что -отсутствие механического на чального импульса от толкателя компенсируется более сильной магнитной системой. Предлагаемый автомат повыщает про изводительность вьщачи ориентированных штучных изделий с переменным сечением по длине в несколько раз (не менее чем в 6 раз). Это достигается повышением надежности приема щтучио- го Изделия в ориентаторе за счет при емного паза, что обеспечивает точно фиксированное размещение изделия па :ралпельно плоскости ориентирования с предохранением от поверхностных задиров, принудительным перемещением изделия из приемного паза на профильные окна щелевого ориентатора магнитной системой (для ферромагнитных материалов) или стащюнарным роликом (любые материалы), или совь естным их воздействием, принудительным оазворотом издфтия на опоре в ориентирующей щели с помощью ручьевого ролика с использованием магнитног.о поля для ускорения процесса окончательного разворота изделия, принудительной выдачей изделия из ориентатора, например, импульсом сжатого воздуха. Кроме того, повышается надежность ориентирования самозаклинивающихся конических изделий острым концом вверх за.счет оснащения ориентатора контролирующими губками, обеспечивающими прохождение вверх только тонкого конца.изделия, что исключает возможность оборотных, обеспечивается возможность высокопроизводитель ного ориентирования изделий с легко повреждаемой поверхностью принудитель ным бесконтактным перемещением их в ориентирующем устройстве магнитной системой. Простота и надежность конструктив ного обеспечения принципа принудительного воздействия на изделие в ориентирующем устройстве при выдаче из ориентатора в цепной конвейер. Формула изобретения 1. Роторный автомат питания для вы дачи штучных ферромагнитных изделий типа тел вращения с переменным по длине сечением, содержащий радиально направленные наклонные лотки ориен« таторы щелевого типа и устройство принудительного перемещения изделий, отличающийся тем, что, с целью повьш1ения производительности автомата и надежности ориентации, в каждом ориентаторе выполнен приемный паз, расположенный параллельно ориентирующей щели, а устройство принудастельного перемещения изделий выполнено в виде подпружиненного ролика магнитной системы, состоящей из ар П-образных магнитов, причем со стороны поступления изделий в магнит ную систему одни пары магнитов распо ожены радиально в плоскости, перпен адкулярной направлению перемещения изделий, а другие пары - параллельно направлению перемещения изделий с убывающим расстоянием мелвду каждой последующей парой. 2. Автомат по п. 1, отличаю щ и и с я тем, что, с целью обеспечения надежности ориентации издед 1й утоненным концом вверх, ориентаторы снабжены контролирующими губками, расположенными над плоскостью приемного паза на величину, большую диаметра изделия. Источники информации, принятые во внимание при экспертизе 1. Заявка ФРГ № 2031031, кл. В 65 G 47/14, опублик. 1971,
/
5
.5
§5
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторное питающее устройство | 1985 |
|
SU1266706A1 |
| Роторный автомат питания | 1978 |
|
SU779010A1 |
| Роторный автомат питания | 1983 |
|
SU1191255A2 |
| Роторный автомат питания | 1983 |
|
SU1129056A1 |
| АВТОМАТ ПИТАНИЯ ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ | 1970 |
|
SU286467A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Роторный автомат питания | 1985 |
|
SU1294564A1 |
| Роторный автомат питания | 1985 |
|
SU1255375A1 |
| Устройство для ориентации и поштучной выдачи ферромагнитных изделий | 1987 |
|
SU1600013A1 |
| Роторный автомат питания | 1982 |
|
SU1042951A1 |
fj и п ч г
Траектори/i перенещени/ илде/1ия
