Изобретение относится к области обработки камня и может быть использовано в оборудовании для производства стр ительных материалов, в частности издел иа армированного и неармировашюго 5тче истого бетона. Известен станок для обработки блоков камня, включающий стол для установ ки обрабатываемых блоков: камня, устро ство для обработки, выполненное в ввде дисковой абразивной пилы, и устройство для относительного перемещения обрабатываемого блока и дисковой пилы 1. Недостатками известного станка, яв ляготся его низкая производительность и недостаточное качество получаемых изделий. Наиболее близкой по своей технической сущности к изобрёте шю является по точная линия для обработки блоков камня, включающая реверсивный конвейер, последовательно установленные над ним устройство для поперечной резки, снабженное приводом перемещения в плоскости, перпендикулярной оси конвейера, и устройство для продольной резки 2. Недостатком известной поточной линии 5шляются ее недостаточные технологические возмолшости. Целью настоящего изобретения является расширение технологических воэ- мохшостей поточной линии. Для достижения поставленной цели поточная линия для обработки блоков камня, включающая реверсивный конвейер, последовательно установленные над иим. устройство цля поперечной резки, снабженное приводом перемещения в плоскости, перпендикулярной оси конвейера, и устройство для продольной резки, снабжена установленным за устройством для продольной резки дополнительным устройством для поперечной резки, причем участок конвейера между устройством для продольной резки и дополнительным устройством поперечной резки выполнен в виде двух примыкающих одна к другой вотвей, установленных подвижно в направляющих,
3
перпендикулярных оси конвейера, В поточной ЛШ1ИИ yzacTOK конвейера между ос новным уегройством для попереч,но:й резки и устройством продольной резки может быть установлен подвигаю в дополиитель- ных направляющих, перпендикулгфных оси конвейера,
Кроме того, между основными идопол.. Н1ггепьными направляющими параллельно основному конвейеру может быть установлен донолнительный ко шейер, причем основной и допошштельньш конвейеры могут быть выполнены в ввде. рольгамгов, : Кроме того, над дополнительным кон- вейером с обеих, его сторон, могут быть устано.влень по два кожа выполне.иных noBOpoTHWK-fH относительн.о оси, иарал-лелькой оси конвейера з; подвижными .в плоскости, перяендш улнрной зтой оси, а между основными и дополнительными : направ.ляю1иими параллел.ьно .коивейэрам могут быть устано.влегЕь на.к.опитеп::1 иадеЛИЙ.
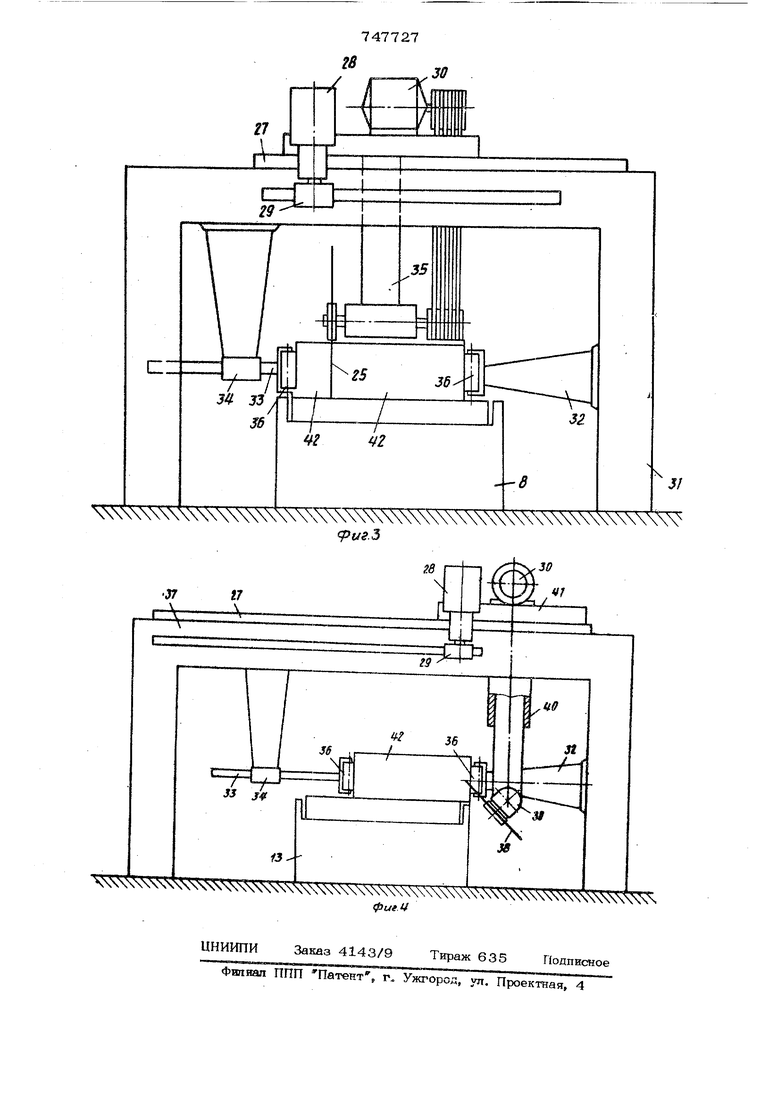
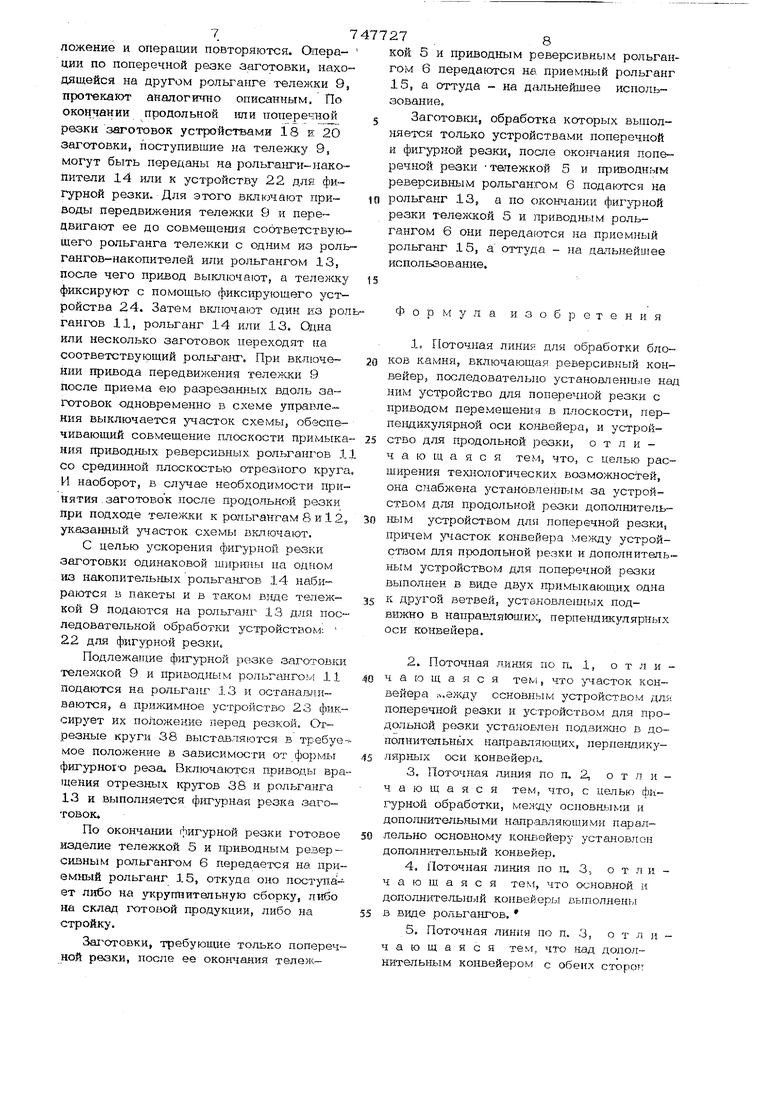
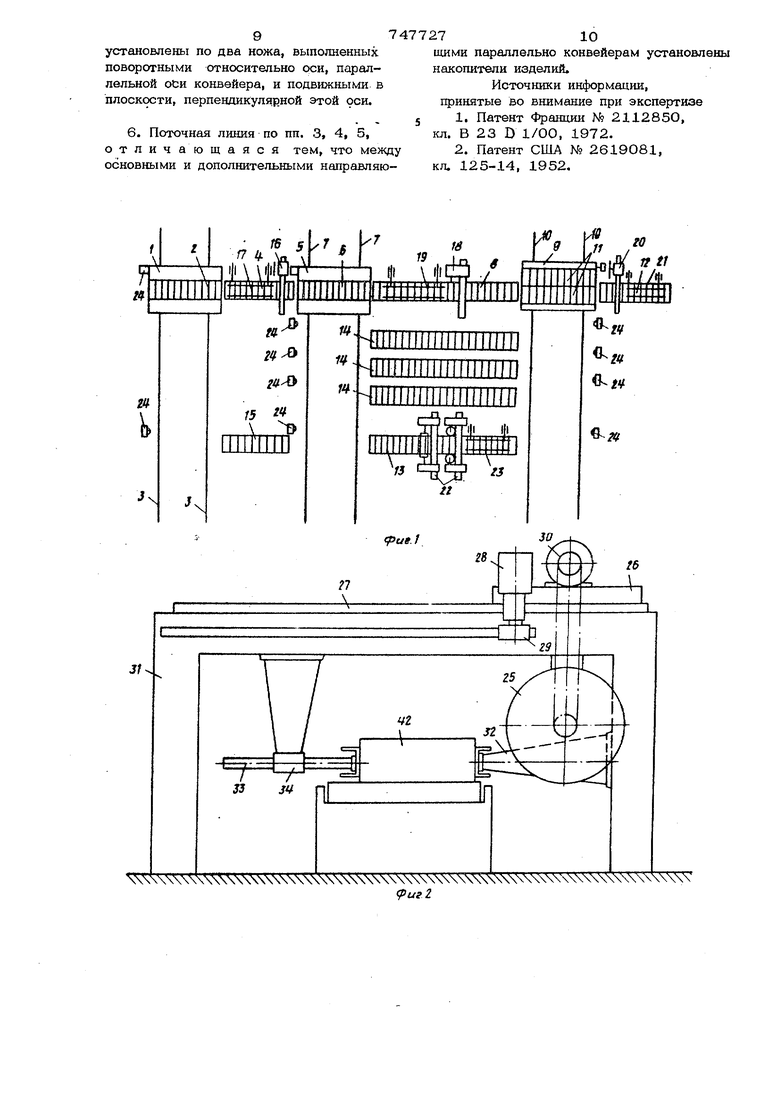
На фиг Г изображена схема поточ-ной линии на фиг. 2 - устройстзо .для поперечной резки, лоиеречзхый разрез; на фиг. 3 устройство для продол::л1ой резки, иоиеречный разрез; па фиг, 4 устройство для фигурной резки .изделий.,
Поточная линия сострит на ггослэ-довательно установленнь;х те.лежк.к 1 с приводШз М реверсивнь.ы ро.льгаигом 2з перемещающейся по наиравляющи - 3, ириводного реверсивного рольгакггл 4, телехжи 5 с лри/зодиыхт ровероивнг11М рольганток 6, иеремещаюшпмся по направляющим 7, приводного рс.верси.в.ого рольгашш 8. тележки 9, перемещающейся по направляющим 10, на которой установлены два примыкаюнигл о.о. к цру гому приводных реверсквиьк-; p,o:;F-,r9H га 11 с а1гготгомиыми приоодамч,. прг- водного реверсивного рольганга 12, /лараллельно перечисленным лртшодкым ролгангам направляютплми 7 и З..О установ-лень приводной рольганг J. 3 к .ирнводкые реверсивные нако.питолы ые рольганги-14. На одной лшши с ропъгглгом 13 направляюгпимн 3 и 7 установлен приемный рольгсшг 15 ,ц.ли с.1Штия -.готовых изделий. Нгэд рольгангом 4 установлены устройство 16 для .поперечной резки издел.ш1 и приг;о мное уст-ройстБО 17 Над рольгангом 8 устшзовлены устройство 18 для продольной: реаки изделий н прижимное уст-ройство 19 „ Над рольгангом 12 устолювлены устройство 2О для поперечной резки ра-зре зан77274
ных вдоль изделий и прижимное устройство 21. Над ролыангом 13 установлен.ы устройство 2,2 для фигурной резiQi .е прилсимное устройство 23. На направляющих 3j 7 и Ю установлены фикстфующие устройстхШ 24 для. точной остановки тележек. Устройства 16 и 20 по.перечной резки, вынолне1шь ё в виде отрезных 1ф5-тов 25, установлог-ш: на ка
Q peTicax 26, которые могут перемещаться в направляюшлх 27 от двигателя 28, за счет реечной передачй 29. На кареткак 26 установлены приводы 30 вращения отрезкых .круго.з 25, Направляющие
5 27 закреплены на стан1юе 31. Прижим.5ые устройства 17 и 21 состоят из -о:е.пс:движ.пых упоров 32, усгано.вленных с олиой стороны .конвейера, и подвижных ynopojj 33, являюЩкхся одновременно
0 и.ттоками гндроци.лгн Дров н перемещающихся в наиравляюших 34. Устройство 18 для продольной резки изДелий выполне ю аналогично устройствам 16 и 20 :;-1 атличается только расположением отрез5 ного Круга 23 и конструкцией каретки 35, Пршк;Мное устройство 19 выполнено аналогично при; 01мны.м устройствам 17 я 21 и отличает-ся только на.личием в нем роликов 36. Устройство 22 для фи30 гуриой резки издели.а выполнено аналогичю устройству 1 и отличается от него наличием двух последовательно устпповленньгх станин 37, на каждой из которых с обеих сторон конвейера установ:о .чешл отрезлые кругк. 38, поворотные .uocHiejibKo осей 39, ОгрезнЫе круги 38 (показан один круг) могут nept.vieii.i.a.ri-j::K в .вертика.-1ьном на.правлении от привода (н.а черте.же не показан j .в тру.io оо Ю; закреплэняой лс каретке 41,
npicia-iMioe устройство 23 выполнено ана-, лопкно прлжимному устройству 19. Совмещение unocicocTi. нримыкгшия приводг ых реверсивзьых рольган:х)В 11 со срединной
-: ПЛОСКОСТЬЮ ножа продольной резки обеспечиГ:)аетс.я (рс-тоэлементами, установленны--ми в цеп.ях управления прк.водов перемещеьшя устройства 18 д..ля продольной рез.ки изделий и тележлси 9 (на чертежах
50 не показаны),
Г1оточпа.я линия работает следующим образом,
П;}д.11ежал1уЮ обраСют.ке загото.зку устана.еливают с помощью крана на
53 2 те.чеж.ки 1 Тележ.ку 1 перемещают с noMomtiFo электрического привода (на чертеже не показан) по направляющим 3 до соБмеаюния рольга.тпа 2 с рош Гангом 4, фиксируют тележку с помощью фиксирующего устройства 24, Затем включают приводы рольгангов 2 и 4 и перемещают заготовку 42 к прижимно му устройству 17. После остановки заготовки включаются гидроцилиндры прижим ного устройства и подвижные упоры 33, перемещаясь вместе со щтоками гидроцилиддров, сдвигают заготовку и прюкимают ее к неподвижному упору 32, Тем самым обеспечивается базирование заготовки перед подачей ее в устройство для поперечной резки. Далее подвижные упор отводят от заготовки и включают рольганг 4, который перемещает заготовку в исходное для поперечной резки положение. По достижении заготовкой этого положения рольганг 4 останавливают, вклю чают двигатель 28 устройства 16 и при вод 30 вращения отрезного круга 25. Каретка 26 с помощью реечной передачи 29 перемещается по направляющим 27, и отрезной круг осуществляет поперечную резку заготовки. По окончании резки каретка возвращается в начальное полож ние, где останавливается с помощью конечного выключателя (на чертежах не показан). Затем включают рольганги 4 и 6 и перемещают заготовку в следующее положение и операции повторяются. По окончании последнего поперечного реза и возврата каретки в начальное положение включают рольганги 4 и 6 и посл няя часть заготовки переходит на рольганг 6 тележки 5. Затем включают рольГанг 8 устройства для продольной резки, и части разрезанной заготовки переходят на рольганг 8. Продольную разрезку мож но осуществлять двояким образом; каждой части заготовки отдельно или за один проход всех частей заготовки. В первом случае на рольганг 8 переходит только одна часть заготовки, рольганг 6 останавл1Шают и, следовательно, осталый.е части заготовки остаются на рольганге 6 Часть заготовки, подлежащую продольной резке, останавливают путем выключения рольганга 8 в районе приншмного устройства 19, которое, подобно устройству 17, осуществляет базирование части заготовки перед ее продольной разрезкой. Одновременно включают двигатель 28 устройства продольной резки и путем перемещения каретки 35 по направляющим 27 с помощью реечной передачи 29 устанавливают отрезной круг 25 в нужное положение, по достижении которого двигатель 28 выключают. Благодаря фото276элементам, установленным в цепях управления приводов перемещения каретки 35 и тележки 9, при установке отрезного круга в нужное положение происходит перемещение телеиоси 9 и происходит со&мещешю плоскости примыкания приводных реверсивных рольгангов 11 со срединной плоскостью отреаногю круга устройства продольной резки, что обеспечивает в дальнейщем попадание разрезанных вдоль заготовок на раздельные рольганги 11. Затем включают привод 30 вращения отрезного круга и привод рольганга 8. При этом заготовка 42 перемещается по рольгангу к производится ее продольная разрезка. При подходе заготовки включают приводы рольгангов 11 и разрезанные части заготовки переходят на рольганги 11, При продольной разрезке за один проход всех частей ранее разрезанной поперек заготовки части заготовки непрерывно двигаются по рольгангу 8 и одна за другой разрезаются вдоль, переходя на рольганги 11. С рольгангов 11 заготовки могут быть поданы на рольганги-накопители 14, на устройство 20 для поперечной резки или на устройство 22 для фигурной резки. При необходимости поперечной резки заготовка путем включеюш рольганга 11 и рольганга 12 передается с тележки 9 к прижимному устройству 21. Предварительно включают привод тележки и перемещают ее по направляющим 10 до совмещения соответствующего рольганга тележки с рольгангом 12, после чего привод тепежкивыключают.После ухода заготовки привод рольганга тележки выключают. По окончании баз фования заготовки прижимным устройством 21, протекающего аналогично базированию на устройствах 17 и 19, реверсируют рольганг 12 и по достижении заготовкой нужного положения рольганг 12 останавливают, включают двигатель 28 устройства 20 и привод 30 вращения отрезного круга 25. Каретка 26 с помощью реечной передачи 29 перемещается по направляющим 27, и отрезной круг осуществляет поперечную резку заготовки. По окончании резки реверсируют двигатель 28 и каретка возвращается в начальное положение, где останавливается с помощью конечного выключгателя. Затем включают рольганги 12 к 11 и перемещают заготовку в сторону рольганга 11. При необходимости нескольких поперечных резок заготовки ее перемещают в следующее положение и операции повторяются. QaepaЦИК по поперечной резке заготоБКи, находящейся на другом рольганге тележки 9) 11ро1 екают аналогично описанным. По окончании продольной 1ти поперечно й резки заготовок устройствами 18 Е: 20 заготовки, поступившие на тележку 9, могут быть переданы на рольганги-накопители 14 или к устройству 22 для фигурной резки. Для этого включают приводы передвижения тележки 9 и передвигают ее до совмещения соответствующего рольганга тележки с од1№м из рольгангов-накопителей или рольгангом 13, после чего привод выключают, а телелску фиксируют с помощь о фиксирующего устройства 24. Затем включают один из ролгангов 11, рольганг 14 или 13. Одна или несколько заготовок переходят на соответствующий рольганг. При включении привода передвижения тележки 9 после приема ею разрезанных вдоль заготовок одновременно в схеме управления выключается участок схемы, обеспечивающий совмещение плоскости примыкания приводных реверсивных рольгангов 1 со срединной плоскостью отрезного круга И наоборот, в случае необходимости принятия. заготовок после продольной резки при подходе тележки к рольгангам 8 и 12, ук.аза}шый участок схемы вк.пючают.
С целью ускорения фигурной резки заготовки одинаковой ширины на одном из накопительных рольгангов 14 набираются в пакеты и в таком в.еде тележкой 9 подаются на рольганг 13 для последовательной обработки устройством 22 для фигурной резки.
Подлежатгше фигурной рс;зке заготовки телелцсой 9 и приводным рольгалгом 11 подаются на рольганг 13 и останавливаются, а прилшмное устройство 23 фиксирует их положение перед резкой. Orрезные круги 38 выста вляются в требуемое положение в зависимости от формы фигурног-о реза. Включаются приводы вращения отрезных кругов 38 и рольганга 13 и выполняется фигурная резка заготовок.
По окончании фигурной резки готовое изделие тележкой 5 и приводным реверсивным рольгангом 6 передается на приемный рольганг 15, откуда оно поступает либо на укрупнительную оборку, либо на склад готовой продукции, либо на стройку.
Зшотовки, требующие только поперечной резки, после ее окош1ания тележкой 5 и приводным реверсивным рольгангом 6 передаются на приемный рольганг 15, а оттуда - на дггльнейшее использование,
Заготовки, обработка которых вьнюлняется только устройствами поперечной и фигурной резки, после око1Г1ания поперечной резки тетежкой 5 и приводным реверсивным рольгангом 6 подаются на
рольганг 13) а по окончании резки телелжой 5 и приводным рольгангом 6 они передаются на приемный рольганг 15, а оттуда - на дапьнейшее использование.
Формула изобретения
1,Поточная линия для обработки блоков камня, включающая реверсивный конвейер, последовательно установленш ге на ним устройство для поперечной резки с приводом перемещения в плоскости, перпендикулярной оси конвейера, и устройство для продольной резки, о т л и ч а ю щ а я с я тем, что, с целью расширения технологических возможностей, она снабжена установленным за устройством для продольной резки дополнительным устройством для поперечной резки, причем участок конвейера устройcmoM для продольной резки и дополнительlibtM устройством для поперечной резки выполнен в виде двух примьпсающих одна к другой ветвей, устаковлеш1ых подвижно в напраатяющих, перпендикулярных оси конвейера.
2,Поточная линия по гп 1, от л и чающаяся тем, что участок конвейера 1У.ежду основным устройством дя поперечной резки и устройством для продольной резки установлен подви кно в дополнительных направляющих, перпещ,икулярных оси конвейер 1.
3,Поточная линия поп.2, отличающаяся тем, что, с целью фигурной обработки, мелсду основными и допогаштельными напр авляющими параллельно основному конвейеру установлен дополнительный конвейер.
4,Поточная линия по п. 3, отличающаяся тем, что основной и дополнительшлй конвейеры выполнены
в виде рольгангов.
5,Поточная линия по п. 3, о т л и чающаяся тем, что над дополнительным конвейером с обеих сторогт 9 установлены по два ножа, выполненных поворотными относительно оси, параллельной otH конвейера, и подвижными в плоскости, перпендикулярной этой оси. 6. Поточная линия по пп. 3, 4, 5, отлич ающаяся тем, что меж основными и дополнительными направляю 7 цщми параллельно конвейерам установлены накопители изделий. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2112850, кл. В 23 D 1/00, 1972. 2.Патент США № 2619081, кл. 125-14, 1952.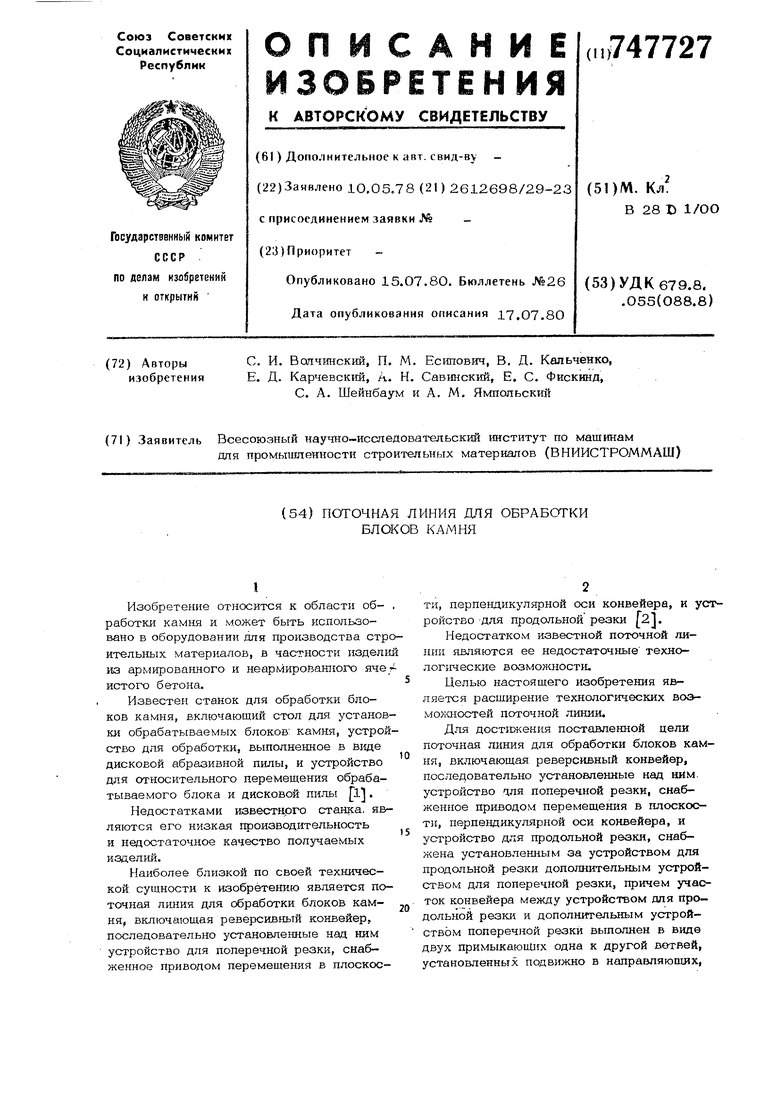
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ИЛИ ИСКУССТВЕННОГО КАМНЯ | 1999 |
|
RU2150383C1 |
| Поточная линия изготовления изделий | 1989 |
|
SU1785454A3 |
| Установка для резки листовых облицовочных материалов | 1981 |
|
SU1016181A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| Машина для термической резки с программным управлением | 1976 |
|
SU695774A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Автоматическая поточная линия для производства керамических изделий | 1975 |
|
SU596450A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2097181C1 |
| Поточная линия для изготовлениябАлОК C ОТВЕРСТияМи B CTEHKE | 1979 |
|
SU793737A1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |