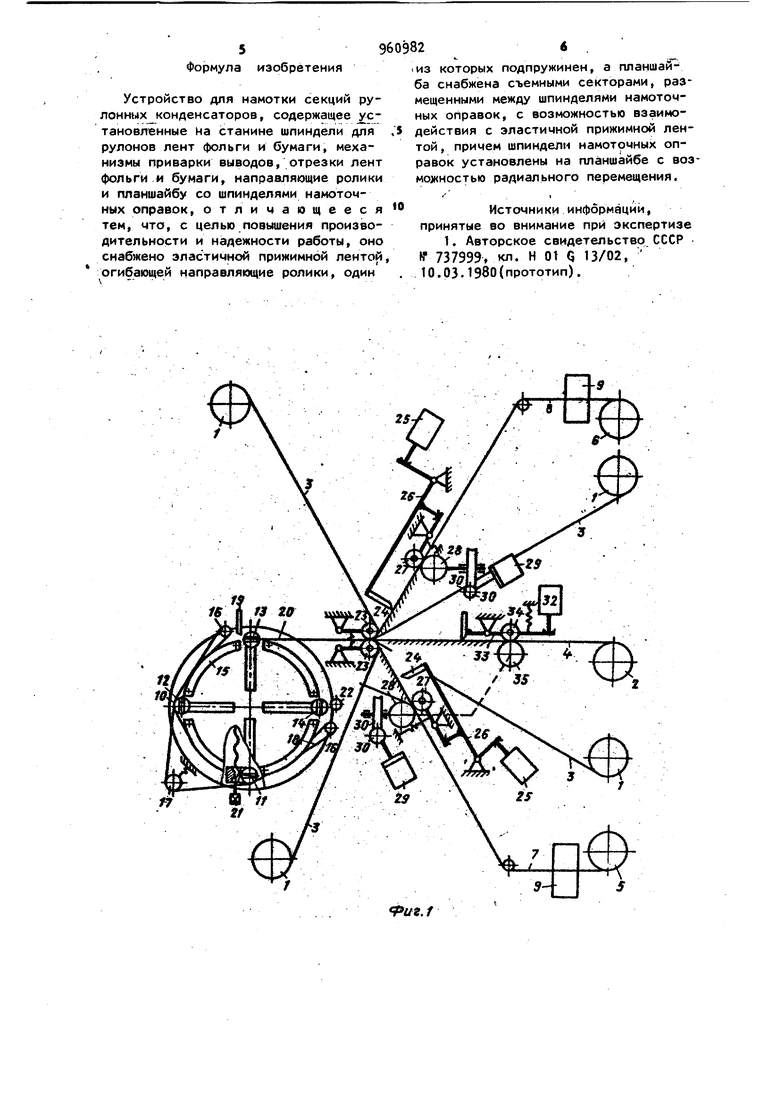
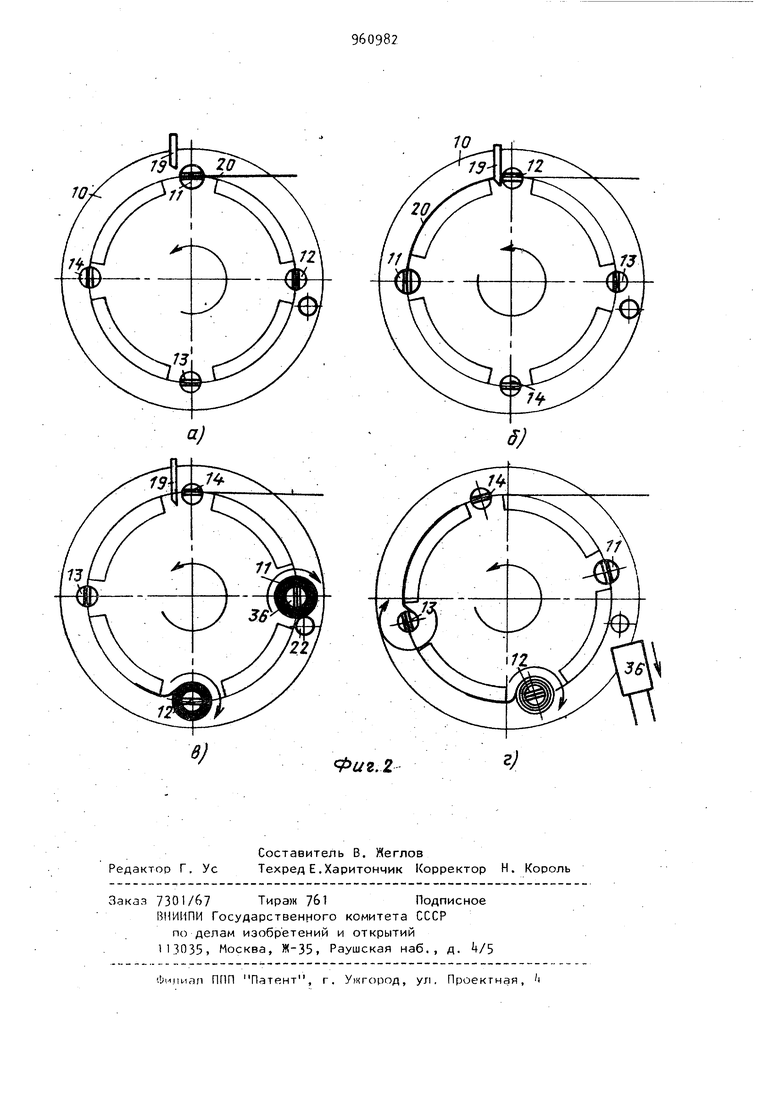
Изобретение относится к конденсаторостроению в частности к технологи ческому оборудованию для производства рулонных конденсатров с выводами. Известно устройство на намотки секций рулонных конденсаторов с выводами, содержащее установленные на станине шпиндели для рулонов лент фольги и бумаги, механизмы приварки выводов, отрезки лент фольги и бумаги, направляющие ролики и планшайбу со шпинделями намоточных оправок 1 . Однако известное устройство вслед ствие того, что в нем не обеспечивается полное совмещение вспомогател ного времени со временем на намотку секции из-за необходимости остановки движения планшайб., ограничивает производительность устройства, и кроме того, не обеспечивает надежности работы так как не устраняет ве роят мости обрыва лент из-за неизбежности рывков вследствие остановки движения планшайбы в процессе намотки секции конденсаторов. Цель, изобретения - повышение производительности и надежности работы. Поставленная цель достигается тем, что устройство для намотки секций руг лонных конденсаторов, содержащее установленные на станине шпиндели для рулонов лент фольги и бумаги, механизмы приварки выводов, отрезки лент фольги и бумаги, направляюнцие ролики и планшайбу со шпинделями намоточных оправок, снабжено эластичной прижимной лентой, огибающей на.правляющие ролики, один из которых подпружинен, а планшайба снабжена съемными секторами, размещенными между шпинделями намоточных оправок с возможностью взаимодействия с эластичной прижимной лентой, причем шпиндели намоточных оправок установлены на планшайбе с возможностью радиального перемещения. На фиг, .f представлено устройство .общий вид; на фиг. 2 - схема работы устройства при различных положениях планшайбы (а-г). , Устройство для намотки секций конденсаторов содержит установленйые на станине шпиндели 1 и 2 для рулонов лент 3 и 4 бумаги, причем лента 3 бумаги служит диэлектрическими прокладками, а лента Л бумаги служит для изготовления вкладыша, Шпиндели 5 и 6с лентами анодной и катодной фольги 7 и 8, соответствен-иол механизмы приварки выводов Э. пл шайбу Ю с установленными на ней шпи делями намоточный оправок П-Н и на кладными секторами 15 прижимное уст ройство , содержащее ролики 16 и 17, примем ролик 17 подпружинен, и элас тимную ленту ТВ, нож Э для отрезки заданной длины пакета 20, винты 21 для перемещения шпинделей намоточных оправок, ролик 22 заклейки готовых секций и механизм формирования пакета, содержащий направлякщие ролики 23, ножи 2k отрезки фольги, приводи кме 6 движение электромагнитами 25 через систему рычагов 26 с закреплен ными на них прижимными роликами 27 подающие ролики 28, получающие вращение от двигателей постоянного тока 29 через червячную передачу 30, нож 31 отрезки вкладыша, приводимый в движение электромагнитом 32 через рычаг 33 с установленным на нем при жимным роликом 3 и рблик 35 подачи вкладыша, кинематически- связанный с одним из роликов 28. Устройство работает следущим образом. Катодная фольга с приваренными вы водами подается парой роликов 27 и 28, причем частота вращения ролика 28задается вычислительным устройством через двигатель постоянного тока 29в зависимости от расположения шпинделей намоточных оправок 11-1 и накладных секторов 15 определящих длину секции, конец ленты фольги затягивается в карман, образованный лентами 3 бумаги на роликах 23, при этом скорость движения лент фольги и бумаги одинакова. В определенный м мент, задаваемый вычислительным устройством, срабатывает электромагнит 25, при этом нож 2k опускается, o-fV резая фольгу 8, а ролик 27 поднимается, прекращая подачу фольги. Че|й|ез некоторое время, задаваемое вычислительным устройством, электромагнит 25 выключается и цикл повторяетс1. Подача анодной фольги 7 осуществляется аналогично. Обе ленты фольги 7 и 8, зажатые каждая между двух лент 3 бумаги образуют на поверхности роликов 23 сформированный пакет 20. Для, повышения качества секции между лентами фольги в местах пришивки выводов к фольге укладывается отрезок бумажной ленты Л (вкладыш.), который по-дается парой роликов 3 и 35. В рпределенный момент, задаваемый вычислительным устройством, электромагнит 32 срабатывает, при этом ролик 3 прижимается к ролику 35 и начинается подача бумажной ленты 4. Через определенное время задаваемое вычислительном устройством, электромагнит 32 выключается, при этом нож 31 опускает ся, отрезая ленту бумаги, а ролик. 3 поднимается, прекращая подачу ленты. Затем цикл повторяется. Сформированный пакет 20 (фиг.2э) в начале работы заправляется в оправку 11. Планшайба 10., вращаясь непрерывно с постоянной скоростью, протягивает зажатый в оправке VI пакет 20, причем путь, )проходимый оправкой при повороте планшайбы на равен длине наматываемой секции. Очередная оправка 12 захватывает пакет , (фиг.2 б) i а нож 13 одновременно осуществляет отрезку пакета. Вовремя дальнейшего движения планшай бы 10 (фиг.2 в), оправка 11 на- инает вращаться и наматывать отрезок пакета в секцию 36. Вращение .оправки М заканчивается после заклейки секции роликом 22, смоченным в клее, nor еле чего секция 36 сбрасывается (фиг.2г), а оправка 11 движется к первоначальному положению (фиг,2а). Далее цикл повторяется. Поскольку в любой момент времени работают одновременно несколько оправок, а вращение планшайбы и движение сформированного пакета осуществляется непрерывно с постоянной скоростью, вспомогательное время полностью соемещенр со временем намотки, а различного ряда рывки исключены. , Устройство для намотки секций кон денсаторов позволяет повысить производительность, по сравнению с сущест вуюцйм оборудованием, в 8-10 раз и получить экономический эффект от внедрения одного устройства тыс. руб. в год.
Формула изобретения
Устройство для намотки секций рулонных конденсаторов, содержащее установленные На станине шпиндели для рулонов лент фольги и бумаги, механизмы приварки выводов, отрезки лент фольги и бумаги, направляющие ролики и планшайбу со шпинделями намоточных оправок, отличающееся тем, что, с целью повышения производительности и надежности работы, оно снабжено эластичной прижимной лентой огибаю1цей направляющие ролики, один
1ИЗ которых подпружинен, а планшайба снабжена съемными секторами, размещенными между шпинделями намоточных оПравок, с возможностью взаимодействия с эластичной прижимной лентой , причем шпиндели намоточных оправок установлены на планшайбе с возможностью радиального перемещения.
Источни ки информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №737999, кл. Н Ot Q 13/02, 10.03.1980(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления секций рулонных конденсаторов | 1974 |
|
SU652634A1 |
| Устройство для изготовления секций рулонных конденсаторов | 1983 |
|
SU1190425A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
Фиг. 2
г;
