(54) УСТАНОВКА ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1987 |
|
SU1523294A1 |
| Манипулятор для контактной сварки | 1987 |
|
SU1581515A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Устройство для электронно-лучевой сварки | 1989 |
|
SU1722745A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИВАРКИ ГОРЛОВИН ПЛОСКИХ ПАНЕЛЕЙ К КОЛЛЕКТОРНОЙ ТРУБЕ | 2009 |
|
RU2404037C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛКИ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1979 |
|
SU784587A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2510744C1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
1
Изобретение относится к области сборки и сварки изделий в замкнутых объемах, например к электроннолучевой сварке в вакууме, и касается сварочных манипуляторов, обеспечивающих возможность сложного трехкоординатного перемещения свариваемых изделий относительно электронного луча.
Известна установка для электроннолучевой сварки в вакуумной камере, содержащая двухкоординатные каретки с зажимом для изделия 1.
Недостатками этой установки являются наличие нескольких вакуумных вводов для управляющих кабелей, значительная металлоемкость и сложность оперативного обслуживания, приводящие к увеличению технологического времени цикла сварки и низким ресурсным характеристикам.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является установка для сварки, содержащая вакуумную камеру и манипулятор для трехкоординатного перемещения изделия, в виде закрепленной на одной из стенок камеры посредством вакуумного ввода колонны с зажимом для изделия 2.
Недостатком известного манипулятора является значительное количество гер.метичных вводов для управления перемещением изделия, как следствие, высокая металлоемкость элементов, размещенных в вакуумном , объеме, и обусловленная последним обстоятельством низкая герметичность и надежность всей установки.
Цель изобретения - упрощение конструкции и повыщение качества сварки за счет увеличения герметичности камеры путем ис10 ключения герметичного ввода, для управления перемещением зажима.
С этой целью одна из стен вакуумной камеры выполнена в виде магнитопроницаемой диафрагмы, манипулятор оснащен двумя дополнительными колоннами, шарнирно
15 соединенными с зажимом для изделия, каждая колонна снабжена кареткой с магнитной вставкой, причем каретки колонн установлены с возможностью перемещения вдоль магнитопроницаемой диафрагмы, а вне 20 камеры на указанной диафрагме установлены управляющие каретки с магнитными вставками, взаимодействующими через магнитопроницаемую диафрагму с магнитными вставками соответствующих кареток манипулятора, при этом зажим для изделия выполнен в виде разжимных губок, снабженных соленоидом.
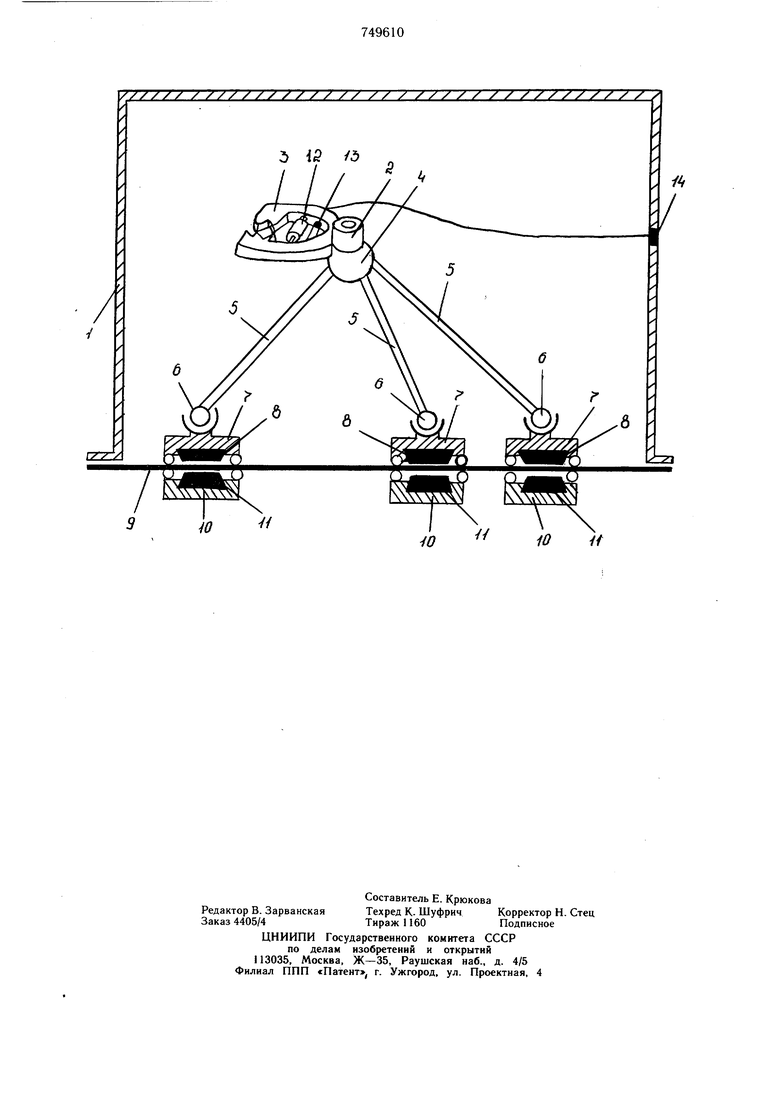
На чертеже схематически изображена предлагаемая установка.
Установка содержит вакуумную камеру 1 и манипулятор 2, выполненный в виде зажима 3 для изделия, установленного посредством шарнира 4 на трех колоннах 5. Каждая колонна 5 снабжена закрепленной на ней посредством шарнира 6 кареткой 7, с магнитной вставкой 8. Каретки 7 установлены с возможностью перемеш.ения по одной из стен камеры, выполненной в виде магнитопроницаемой диафрагмы 9.
Вне камеры на той же магнитопроницаемой диафрагме с возможностью перемещения установлены управляющие каретки 10, оснащенные магнитными вставками 11 и соединенные между собой координатным устройством (на чертеже не указано).
Зажим 3 для изделия выполнен в виде разжимных губок, снабженных соленоидом 12 и возвратной пружиной 13. Питание к соленоиду подается через герморазъем 14 в стенке камеры 1.
Установка работает следующим образом. При разгерметизированной камере 1 свариваемая деталь устанавливается в зажим 3, губки которого после подачи питания на соленоид 12 фиксируют деталь в нужном положении. После этого камера 1 герметизируется магнитопроницаемой диафрагмой 9, выполненной из нержавеющей стали, и внутренний объем камеры вакуумируется до требуемого уровня вакуума, после чего перемещением кареток 10, связанных с координатным устройством, благодаря магнитной связи вставок 11 и 8, через диафрагму 9 перемещают каретки 7 колонн 5, перемещая зажим 3 с зафиксированной в нем деталью, например, под электронный луч. После окончания сварки определенного участка детали аналогичными перемещениями в зону сварки подводят следующий участок свариваемой детали.
Описанные циклы повторяются до полной сварки всей детали, после чего, с учетом времени охлаждения детали, камеру 1
разгерметизируют, выключают питание соленоида 12 и вынимают готовую деталь.
Предлагаемая установка обладает малой металлоемкостью, что позволяет качественней производить обезгаживание камеры и свариваемой детали, снизить уровень вакуума и повысить качество сварного щва.
Кроме того, отсутствие сложных герметичных вводов также упрощает конструкцию, уменьщает газоотделение и натекание.
Формула изобретения
манипулятором, выполненным в виде закрепленного на колонне зажима для изделия, установленного с возможностью трехкоординатного перемещения, отличающаяся тем, что, с целью повыщения качества сварки путем увеличения герметичности вакуумной 0 камеры, одна из стен камеры выполнена в виде магнитопроницаемой диафрагмы, манипулятор оснащен двумя дополнительными колоннами, шарнирно соединенными с зажимом для изделия, при этом каждая колонна снабжена кареткой, установленной с возможностью перемещения по магнитопроницаемой диафрагме камеры и оснащенной магнитной вставкой, а вне камеры на магнитопроницаемой диафрагме установлены управляющие каретки с магнитными вставками, взаимодействующими через магнитопроницаемую диафрагму камеры с магнитными вставками соответствующих кареток колонн манипулятора.
разжимных губок, снабженных соленоидом.
Источники информации, принятые во внимание при экспертизе
