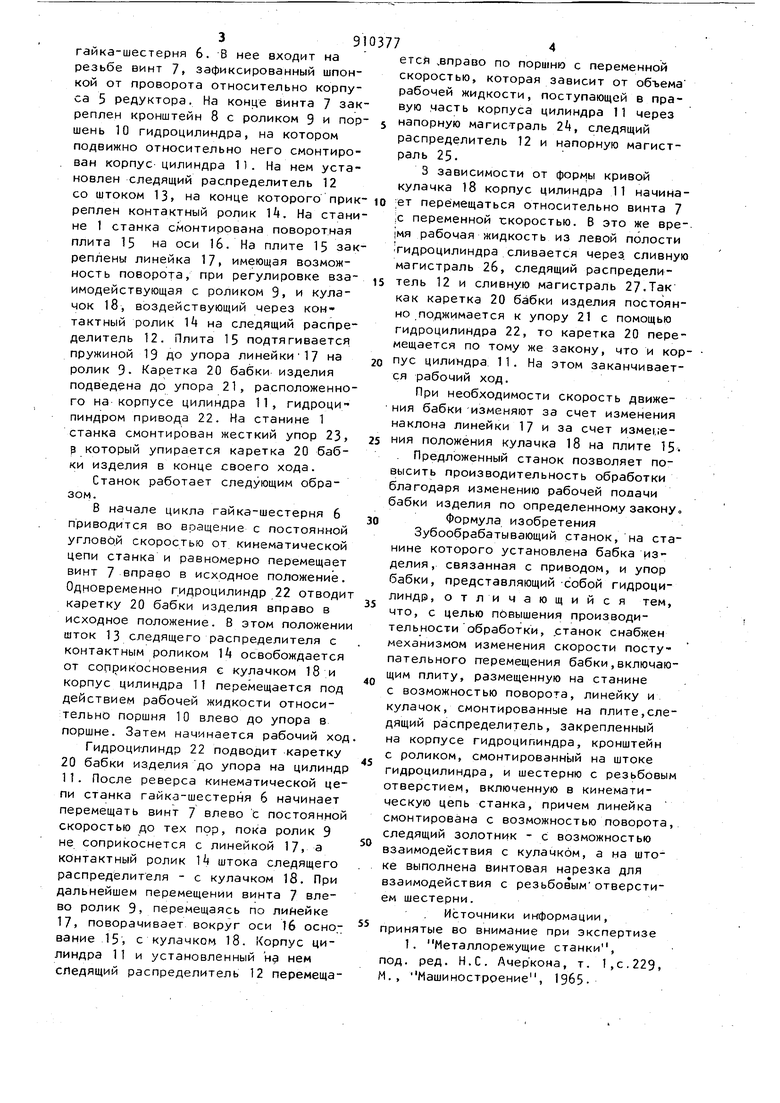
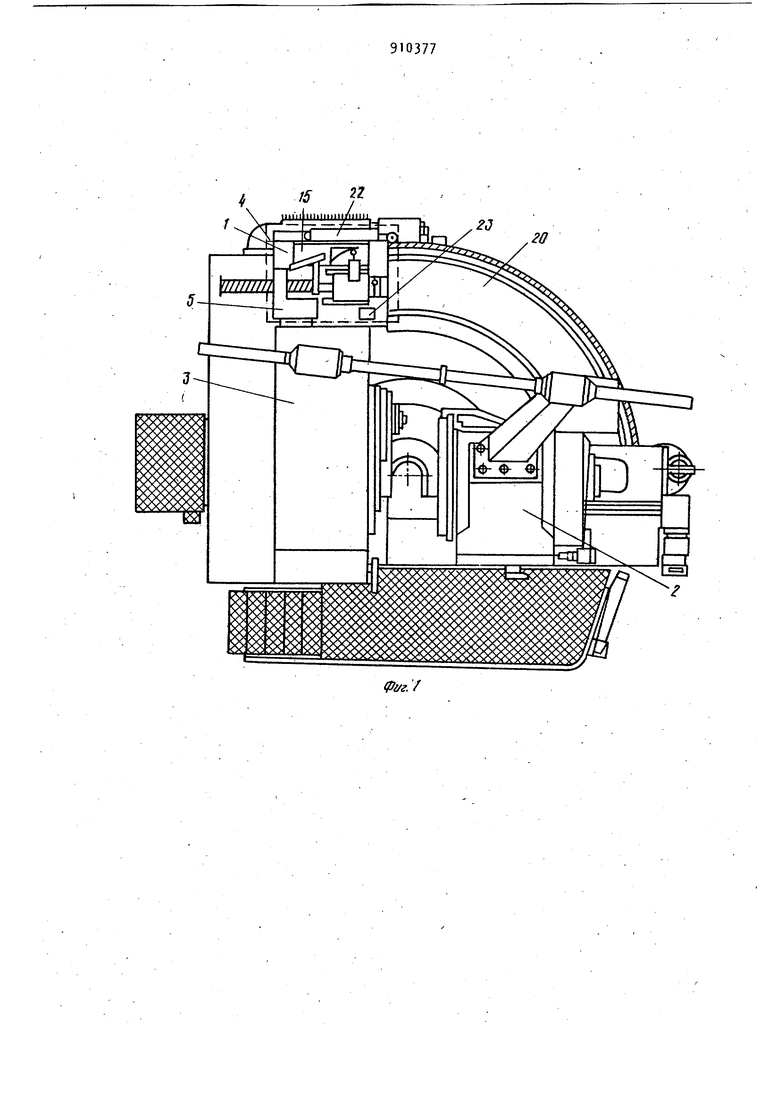
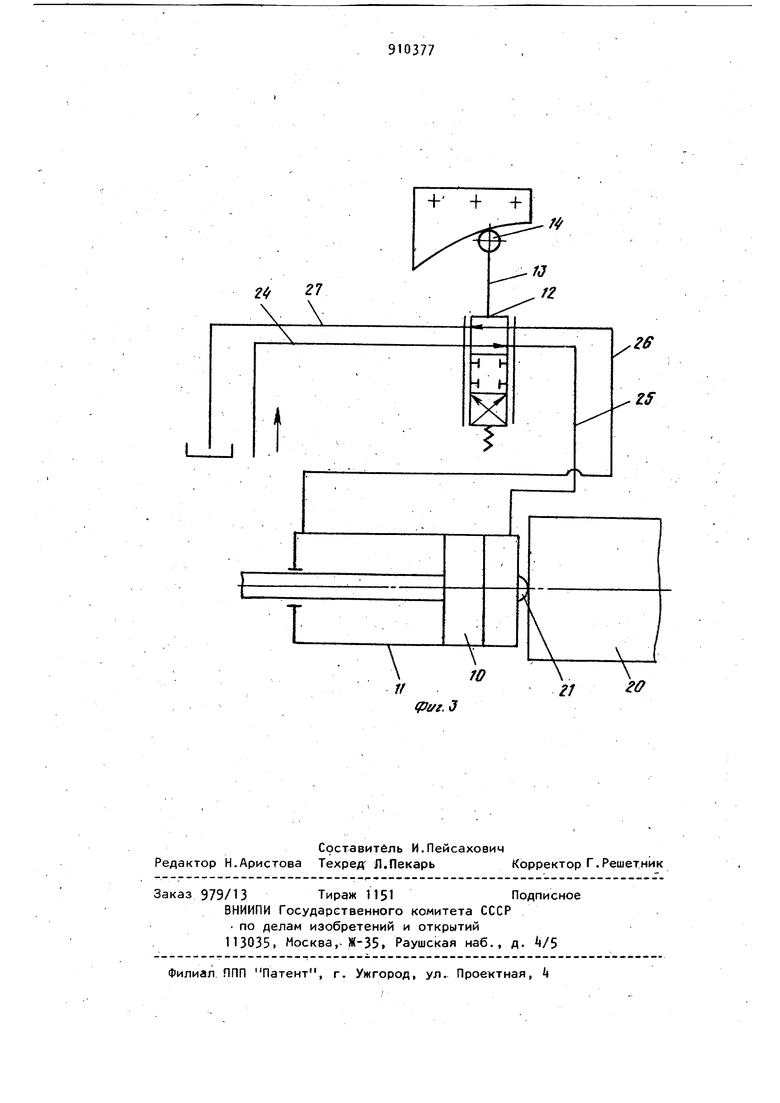
Изобретение относится к области металлообработки и может найти применение при производстве зубчатых ко лес. Известен станок, на станине кото рого установлена бабка, связанная с приводом, и упор бабки, представляющий собой гидроцилиндр 1 . Недостатком станка является то, что гидроцилиндр не снабжен механизмом изменения скорости перемещения бабки. Целью изобретения является повыше ние производительности обработки. Поставленная цель достигается тем что предложенный станок снабжен меха низмом изменения скорости поступательного перемещения бабки, включающим плиту,размещенную на станине с возможностью повфрота, линейку и кулачок, смонтированные на плите, следящий распределитель, закрепленный на корпусе гидроцилиндра,кронштейн с роликом, смонтированный на штоке гидроцилиндра,и шестерню с резьбовым отверстием, включенную в кинематическунз цепь станка, причем линейка смонтирована с возможностью поворота, следящий золотник - с возможностью взаимодействия с кулачком, а на штоке выполнена винтовая нарезка для взаимодействия с резьбовым отверстием шестерни. На фиг. 1 изображен станок для нарезания крупномодульных конических колес, вид в плане; на фиг. 2 - схема механизма подачи $ на фиг. 3 гидравлическая схема. Станок для нарезания крупномодульных конических колес содержит станину 1, бабку изделия 2, перемещаемую относительно инструментальной бабки 3 по станине по заранее определенному закону с помощью механизма изменения скорости поступательного перемещения бабки 4. . В неподвижном относительно станины корпусе 5 редуктора смонтирована гайка-шестерня 6. В нее входит на резьбе винт 7 зафиксированный шпонкой от проворота относительно корпуса 5 редуктора. На конце винта 7 закреплен кронштейн 8 с роликом 9 и поршень 10 гидроцилиндра, на котором подвижно относительно него смонтирован корпус цилиндра 1). На нем установлен следящий распределитель 12 со штоком 13, на конце которого прик реплен контактный ролик 14. На стани не 1 станка смонтирована поворотная плита 15 на оси 16. На плите 15 зак реплены линейка 17, имеющая возможность поворота, при регулировке взаимодействующая с роликом 9, и кулачок 18, воздействующий через контактный ролик на следящий распределитель 12. Плита 15 подтягивается пружиной 19 до упора линейки17 на ролик 9. Каретка 20 бабки изделия подведена до упора 21, расположенно го на корпусе цилиндра 11, гидроци пиндром привода 22. На станине 1 станка смонтирован жесткий упор 23, р который упирается каретка 20 бабки изделия в конце своего хода. Станок работает следующим образом. В начале цикла гайка-шестерня 6 приводится во вращение с постоянной угловой скоростью от кинематической цепи станка и равномерно перемещает винт 7 вправо в исходное положение. Одновременно гидроцилиндр 22 отводи каретку 20 бабки изделия вправо в исходное положение. В этом положении шток 13 следящего распределителя с контактным роликом 14 освобождается от соприкосновения с кулачком 18 и корпус цилиндра 11 перемещается под действием рабочей жидкости относительно поршня 10 влево до упора в поршне. Затем начинается рабочий ход Гидроци-линдр 22 подводит каретку 20 бабки изделия до упора на цилиндр 11. После реверса кинематической цепи станка гайка-шестерня 6 начинает перемещать винт 7 влево с постоянной скоростью до тех пор, пока ролик 9 не соприкоснется с линейкой 17, а контактный ролик 14 штока следящего распределителя - с кулачком 18. При дальнейшем перемещении винта 7 влево ролик Э, перемещаясь по лийейке 17, поворачивает вокруг оси 16 основание 15, с кулачком 18. Корпус цилиндра 11 и установленный на нем следящий распределитель 12 перемеща914 етсй .вправо по поршню с переменной скоростью, которая зависит от объема рабочей жидкости, поступающей в правую насть корпуса цилиндра 11 через напорную магистраль 2Ц, следящий распределитель 12 и напорную магистраль 25. 3 зависимости от формы кривой кулачка 18 корпус цилиндра 11 начина;ет перемещаться относительно винта 7 1с переменной гкоростью. В это же вре-. |мя рабочая жидкость из левой полости Гидроцилиндра сливается через, сливную магистраль 2б, следящий распределитель 12 и сливную магистраль 27.Так как каретка 20 бабки изделия постоянно .поджимается к упору 21 с помощью гидроцилиндра 22, то каретка 20 перемещается по тому же закону, что и корпус цилиндра 11. На этом заканчивается рабочий ход. При необходимости скорость движения бабки изменяют за счет изменения наклона линейки 17 и за счет изме1,;ения положения кулачка 18 на плите 15. Предложенный станок позволяет повысить производительность обработки благодаря изменению рабочей полачи бабки изделия по определенномузаконуо Формула изобретения Зубообрабатывающий станок, на станине которого установлена бабка изделия, связанная с приводом, и упор бабки, представляющий -собой гидроцилиндр, отличающийся тем, что, с целью повышения производительности обработки, .станок снабжен механизмом изменения скорости поступательного перемещения бабки,включающим плиту, размещенную на станине с возможностью поворота, линейку и кулачок, смонтированные на плите,следящий распределитель, закрепленный на корпусе гидроципиндра, кронштейн с роликом, смонтированный на штоке гидроцилиндра, и шестерню с резьбовым отверстием, включенную в кинематическую цепь станка, причем линейка смонтирована с возможностью поворота, следящий золотник - с возможностью взаимодействия с кулачком, а на штоке выполнена винтовая нарезка для взаимодействия с резьбовымотверстием шестерни. Источники информации, принятые во внимание при экспертизе 1. Металлорежущие станки, под. ред. Н.С. Лчеркона, т. 1,с.229, М., Машиностроение, 1965f,i f iniillilltllliiliyiJIii /////////////////////////хл V//////7/7////л/////А/ ///АЛ 11 .1 0
2ff 27
IX
Zff
X
H ь
H H
Zff
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
W
V /;
го
ОУ1/г,3
