1
Изобретение относится к области машиностроения и приборостроения и может быть использовано во всех отраслях народного хозяйства, где применяются сборочные автоматы.
Известны сборочные устройства, содержащие сборочный стол, шток со схватом, исполнительные механизмы, коммутатор, измерительный преобразователь, блок сравнения 1.
Недостатком таких устройств является их специализация и невысокая точность ориентирования собираемых деталей, а следовательно небыстродействие сборки.
Целью изобретения является расширение технологических возможностей, повышение точности сборки.
Цель достигается устройством, снабженным емкостным делителем, подстраиваемым блоком автоматической настройки, к нижним торцам губок схвата прикреплены через диэлектрические прокладки электропроводные экранирующие пластины, соединенные электрически между собой, со сборочным столом и корпусом емкостного делителя, причем емкостной делитель и измерительный преобразователь укреплены на штоке, шток соединен со схватом через диэлектрическую шайбу, а схват электрически соединен с емкостным делителем, экстремальным регулятором, вход блока автоматической настройки соединен с выходом измерительного преобразователя, первый выход блока настройки подан на вход емкостного делителя, второй - управляет включением регулятора.
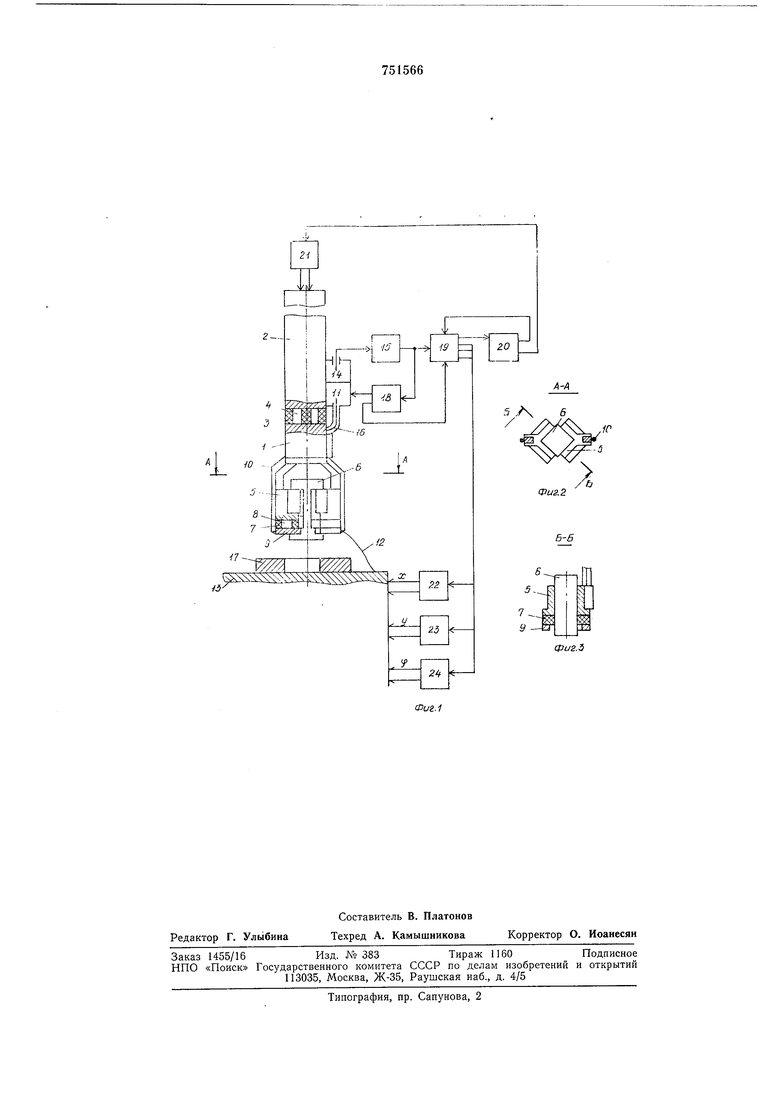
На фиг. 1 изображено сборочное устройство; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
10 Сборочное устройство имеет схват I, присоединенный к штоку 2 через диэлектрическую шайбу 3 с отверстиями 4, уменьшающими величину электрической емкости между схватом 1 и щтоком 2. Схват 1 имеет губки 5, между которыми зажимается собираемая деталь 6.
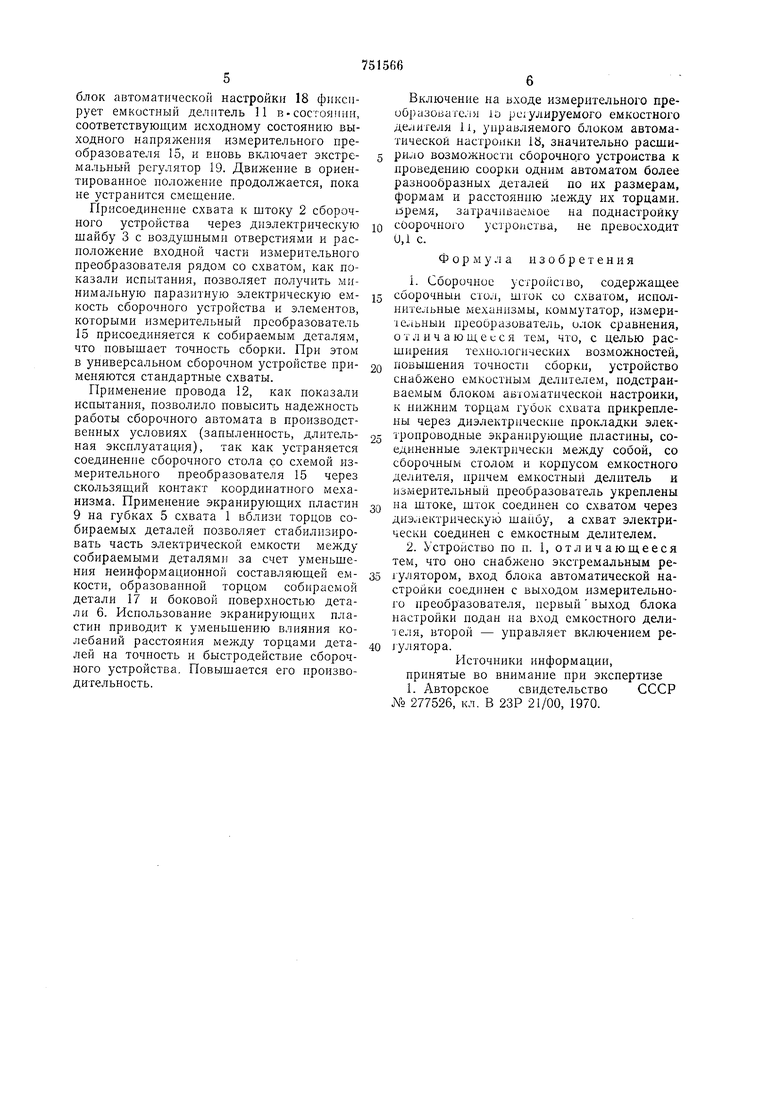
Губки 5 имеют диэлектрические прокладки 7 с воздушными отверстиями 8, к которым прикреплены, например приклеены,
20 тонкие электропроводные экранирующие пластины 9, например медная фольга. Экранирующие пластины 9 установлены от собираемой детали 6 на расстоянии, равном максимальной ошибке относительного
25 ориентирования, и охватывающие ее вокруг.
Посредством провода 10 пластины 9 соединены между собой, а также с корпусом емкостного делителя И, а проводом 12 -
30 со сборочным столом 13.
Емкостной делитель 11 и входная часть 14 измернтельного преобразователя 15 установлены на штоке 2 сразу возле схвата 1. Емкостной делитель 11 соединен со схватом 1 коротким проводом 16. Это позволяет значительно новысить чувствительность ориентирующего устройства благодаря ликвидации емкости соединительного кабеля между схватом и емкостным делителем и входной частью измернтельного преобразователя.
Измерительный преобразователь 15 преобразует изменения электрической емкости между собираемыми деталями 6 и 17 в изменение электрического напряжения на его выходе. Измерительный преобразователь снабжен иа входе регулируемым емкостным делителем И и блоком автоматической настройки 18, который выключает экстремальный регулятор 19 (остановка процесса относительного ориентирования деталей) на время поднастройки измерительного преобразователя, если выходное напряжение преобразователя 15 вышло за допустимые пределы, и регулирует коэффициент передачи емкостного делителя 11.
Программное устройство 20 осуществляет управление всем универсальным сборочным устройством, в том числе включает и выключает экстремальный регулятор 19, включает механизм сопряжения 21, после прихода сигнала от экстремального регулятора 19 о выходе собираемых деталей в положение сборки.
Вывод собираемых деталей в положение сборки осуществляется перемещением детали 17, закренленной на сборочном столе 13, с помощью исполнительных механизмов: 22 - по координате X, 23 - по координате У, 24 - но угловой координате ф.
Сборочное устройство работает следующим образом. Схватом 1 зажимается деталь 6, другая собираемая деталь 17 закрепляется на сборочном столе 13. Собрать детали сразу нельзя, так как всегда существует несовпадение сопрягаемых поверхностей. По команде программного устройства 20 механизм сопряжения 21 отрабатывает воздущный зазор между торцами собираемых деталей 6 и 17, например, до 0,1-1,0 мм.
Далее программное устройство 20 включает в работу экстремальный регулятор 19, который управляется выходным сигналом блока автоматической настройки 18 в зависимости от величины выходного напряжения измерительного преобразователя 15.
Положим для общего случая, что измерительный преобразователь 15 не находится в линейном рабочем режгше, при этом его выходное напряжение находится вне установленных пределов. При этом блок автоматической настройки 18 останавливает работу экстремального регулятора 19 и проводит поднастройку измерительного преобразователя 15 в рабочий режим путем автоматической регулировки коэффициента передачи емкостного делителя 11. После выхода измерительного преобразователя
15 в исходное положение (в рабочий режим), блок автоматической настройки 18 фиксирует емкостный делитель 11 в состоянии, соответствующем окончанию иоднастройки, и включает экстремальный регулятор 19. Выход в положение сборки осуществляется методом Гаусса-Зайделя.
Изменение электрической емкости между собираемыми деталями 6 и 17 последовательно через емкостный делитель 11, входную часть 14 измерительного нреобразователя 15 и измерительный преобразователь 15 преобразуется в изменение выходиого напряжения последнего, которое поступает далее на вход экстремального регулятоРа 19.
Вначале проводится относительное ориентирование по координате X с по.мощыо исполнительного механизма 22 в требуемое относительиое положение. В этом положенни электрическая емкость между деталями 6 и 17 имеет минимальное экстремальное значение, при этом выходное напряжение измерите.1ьного преобразователя 15 также имеет минимальное экстремальное
значение. Нанравление нервого щага произвольное.
Аналогично экстремальный регулятор выводит собираемые детали в минимальное экстремальное значение электрической
емкости последовательно п но координатам У и ф, управляя положением детали 17 с помощью исполнительных механизмов 23 и 24 соответственно.
Момент вывода собираемых деталей в
иоложение сборки, соответствующее минимальному экстремальному значению емкости между ними по всем координатам X, Y, Ф одновременно, определяется экстремальным регулятором 19 и сообщается об этом
программному устройству 20, которое выключает экстремальный регулятор 19 и включает механизм сопряжения 21. Под действием последнего собираемая деталь 6 вводится в отверстие детали 17.
В процессе вывода собираемых деталей (особенно при сборке деталей разных по размерам и формам) в экстремальное значение емкости между ними возможен выход измерительного преобразователя 15 за
пределы рабочего линейного режима. Прн этом блок автоматической настройки 18 останавливает работу экстремального регулятора 19 и движение сборочного стола 13 с собираемой деталью 17 прекращается.
Блок автоматической настройки 18 осуществляет поднастройку измерительного преобразователя 15 регулировкой коэффициента передачи емкостного делителя И. После выхода измерительного преобразователя 15
в исходное состояние рабочего режима,
блок автоматической настройки 18 фиксирует емкостный делитель 11 в-состоянии, соответствующим исходному состоянию выходного наиряжеиия измерительного преобразователя 15, и вновь включает экстремальный регулятор 19. Движение в ориентированное положение продолжается, пока не устранится смещение.
Присоединение схвата к штоку 2 сборочного устройства через диэлектрическую шайбу 3 с воздушными отверстиями и расположение входной части измерительного преобразователя рядом со схватом, как показали испытания, позволяет ползчить минимальную паразитную электрическую емкость сборочного устройства и элементов, которыми измерительный преобразователь 15 присоединяется к собираемым деталям, что повышает точность сборки. При этом в универсальном сборочном устройстве применяются стандартные схваты.
Применение провода 12, как показали испытания, позволило повысить надежность работы сборочного автомата в производственных условиях (запыленность, длительная эксплуатация), так как устраняется соединение сборочного стола со схемой измерительного преобразователя 15 через скользящий контакт координатного механизма. Применение экранирующих пластин 9 на губках 5 схвата 1 вблизи торцов собираемых деталей позволяет стабилизировать часть электрической емкости между собираемыми деталями за счет уменьшения неинформационной составляющей емкости, образованной торцом собираемой детали 17 и боковой поверхностью детали 6. Использование экранирующих пластин приводит к уменьшению влияния колебаний расстояния между торцами деталей на точность и быстродействие сборочного устройства. Повышается его производительность.
Включение на входе измерительного преобразователя iij регулируемого емкостного делителя li, управляемого блоком автоматической настройки 18, значительно расширило возможности сборочного устройства к проведению соорки одним автоматом более разнообразных деталей по их размерам, формам и расстоянию между их торцами. 15ремя, затрачиваемое на поднастройку
сборочного устройства, не превосходит 0,1 с.
Формула изобретения
1.Сборочное устройс1во, содержащее сборочный стол, шток со схватом, исполнительные механизмы, коммутатор, измери1ельныи преобразователь, илок сравнения, отличающееся тем, что, с целью расширения технологических возможностей,
повышения точности сборки, устройство снабжено емкостным делителем, подстраиваемым блоком автоматической настройки, к нижним торцам губок схвата прикреплены через диэлектрическне прокладки электропроводные экранирующие пластины, соединенные электрически собой, со сборочным столом и корпусом емкостного делителя, причем емкостный делитель и измерительный преобразователь укреплены
на штоке, шток соединен со схватом через диэлектрическую шайбу, а схват электрически соединен с емкостным делителем.
2.Устройство по и. 1, отличающееся тем, что оно снабжено экстремальным рехулятором, вход блока автоматической настройки соединен с выходом измерительного преобразователя, первый выход блока иастройки подан на вход емкостного дели еля, второй - управляет включением регулятора.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 277526, кл. В 23Р 21/00, 1970.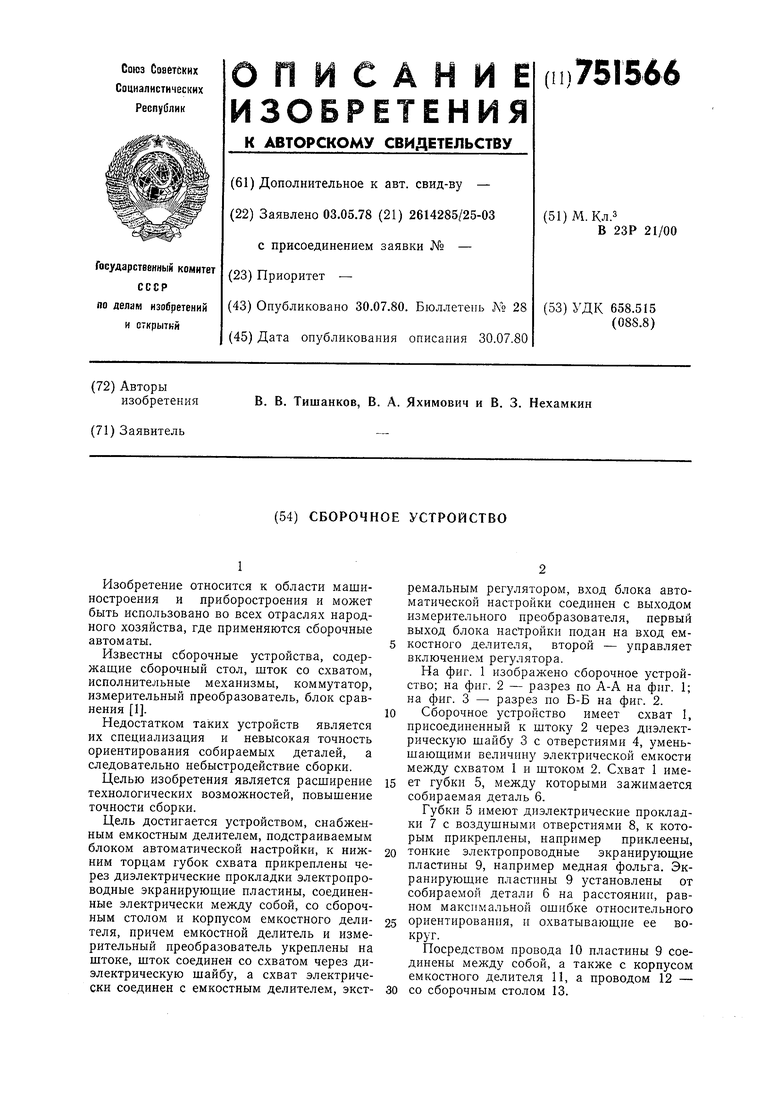

| название | год | авторы | номер документа |
|---|---|---|---|
| Захват манипулятора | 1985 |
|
SU1281405A1 |
| Устройство для относительного ориентирования деталей | 1977 |
|
SU707758A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СХВАТА МАНИПУЛЯТОРА | 2004 |
|
RU2288092C2 |
| Устройство для управления сборочным роботом | 1986 |
|
SU1414624A1 |
| Устройство для ориентации плоских деталей при сборке | 1983 |
|
SU1098743A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ СХВАТ | 2013 |
|
RU2529126C1 |
| Схват промышленного робота | 1984 |
|
SU1291389A1 |
| Устройство управления схватом манипулятора | 1987 |
|
SU1442395A2 |