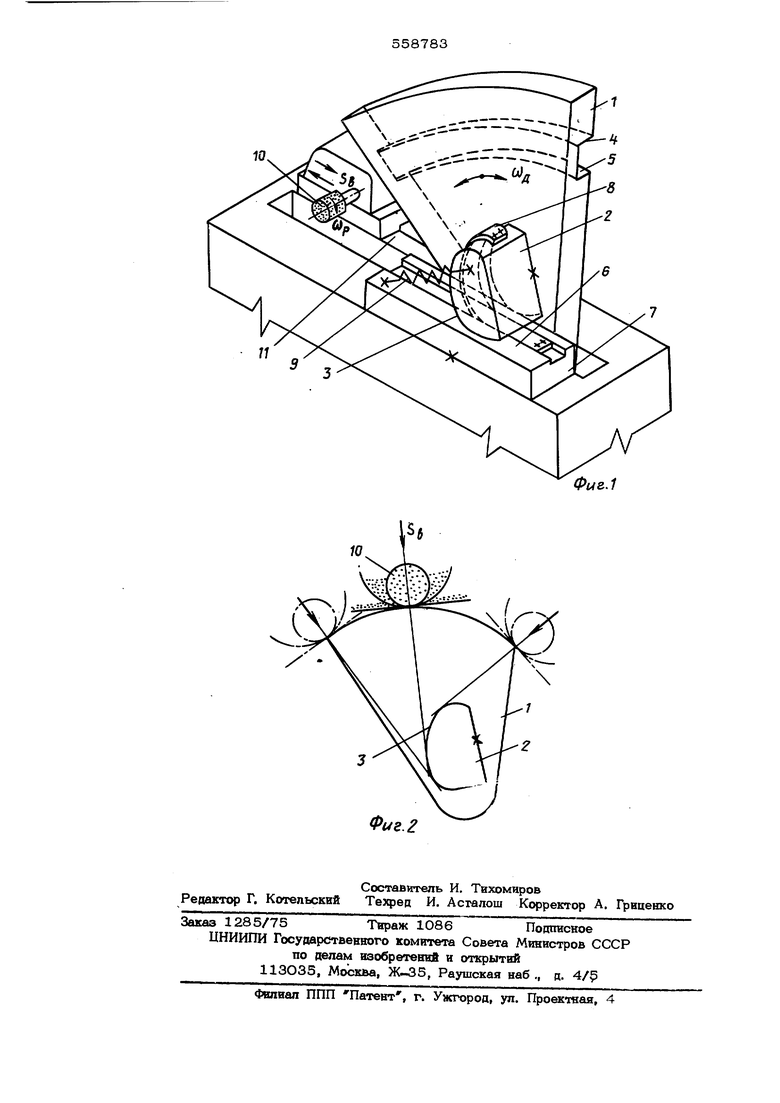
и связывают его х последней гибкой нерастяжимой лентой 8 и пр5гживой 9, Инструментальную бабку с инструментом 1О, например шлифовальным кругом, устанавливают на направляющие 11, рабочую поверхность которы вьгаолняют параллельной плоскости 6 опорной плиты. В процессе обработки деталь 1, например секторный пазовый кулачок, качают со скоро стью оид , а инструмент 10, например шлифовальный круг, врашают со скоростью резания (jUp и подают на врезание со скоростью S J. При переходе к обработке с противоположной стороны паза направление подачи 3 изменяют на противоположное. При качании детали 1 скрепленный с нею копир 2 перекатывают по плоскости б опорной плиты. Так как контактной поверхности 3 копира 2 придают форму эволюты обрабатываемых поверхностей, режущая кромка инструмента формирует поверхности, по которым воспроизведена эволюта. Кроме того, вектор 55 подачи на врезание в любой точке обрабатываемой поверхности ia при любой форме режущей кромки инструмента направлен по нормали к обрабатываемой поверхности (фиг. 2), Благодаря этому отсутствует ошибка формообразования, обусловленная износом инструмента. Описываемый способ позволяет исполг зовать инструменты с режушей поверхностью в виде плоскости, цилиндра большого или малого радиуса (фиг. 2). Благодаря этому расширяется диапазон обрабатываемых поверх ностей (выпуклые и вогнутые поверхности, криволинейные пазы, нелинейчатые поверхности и т. д.) и применяемых инструментов (шлифовальные круги, абразивные ленты, фрезы и др.). Благодаря тому, что рабочую поверхность направляющих подачи инструмента на врезание располагают параллельно плоскости опорной плиты, упрощается реализация способа, так как добиться строгой параллельности поверхностей намного проще,чем строгой перпендикулярности, которой требует известный способ. Форм у л а изобретения Способ копировальаой обработки, в соот ветствии с которым движение формообразования обрабатываемой детали относительно подаваемого на врезание инструмента сообщают через посредство соединенного с ней объемного копира, который перекатьшают без скольжв| ия по плоской плите, отличающийс тем, что, с целью расщирения технологических возможностей способа за счет расширения диапазона обрабатываемых поверхностей и применяемых инструментов, а также упрощения его реализации, копиру придают форму эволюты, которую воспроизводит по обрабатываемой поверхности, а подачу инструмента на врезание осуществляют в плоскости, параллельной плоскости плиты. Источники информации, принятые во внимание при экспертизе: 1.Авторское сввдегельсгво СССР № 183619, М. 24 В 19/14, приоритет 07.05.62. 2.Авторское свидетельстве СССР № 384658, М. Кл5 В 24 В 19/14, приоритет 07.09.70.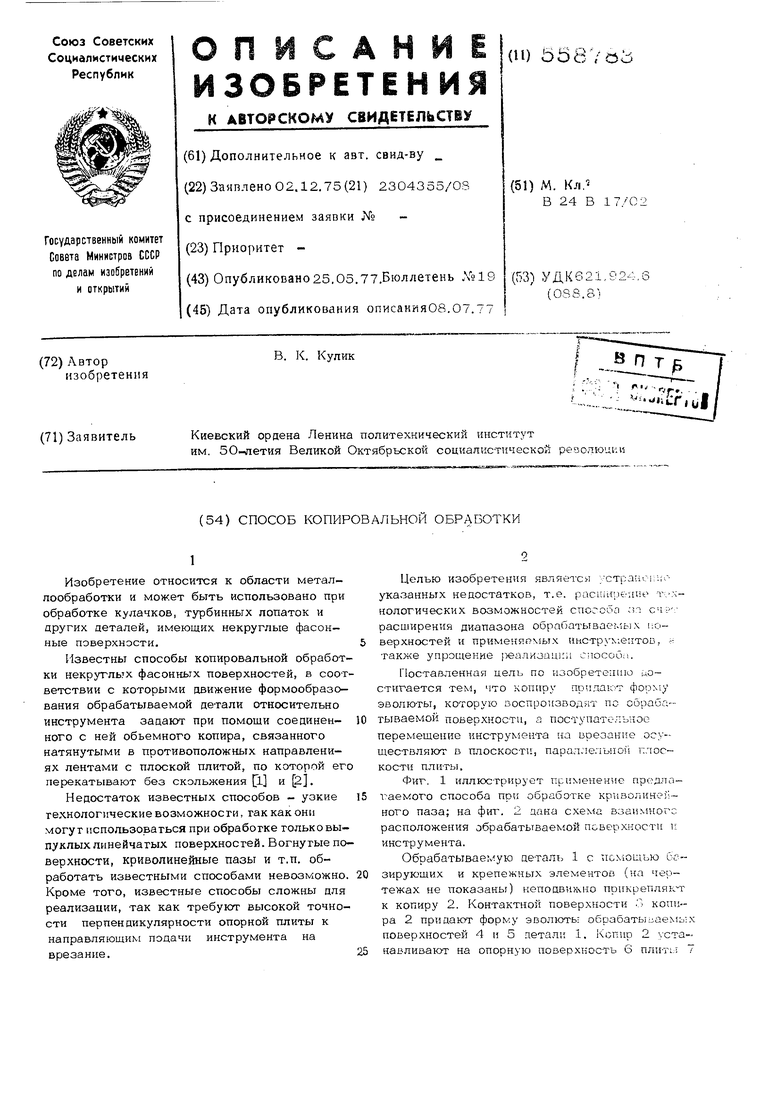

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копировальной обработки фасонных поверхностей деталей | 1970 |
|
SU751589A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Устройство для ленточного шлифо-ВАНия пЕРЕСЕКАющиХСя пОВЕРХНОСТЕй | 1979 |
|
SU844239A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Устройство для обработки деталей аэродинамического профиля | 1984 |
|
SU1165555A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Способ шлифования криволинейных поверхностей | 1977 |
|
SU634912A1 |