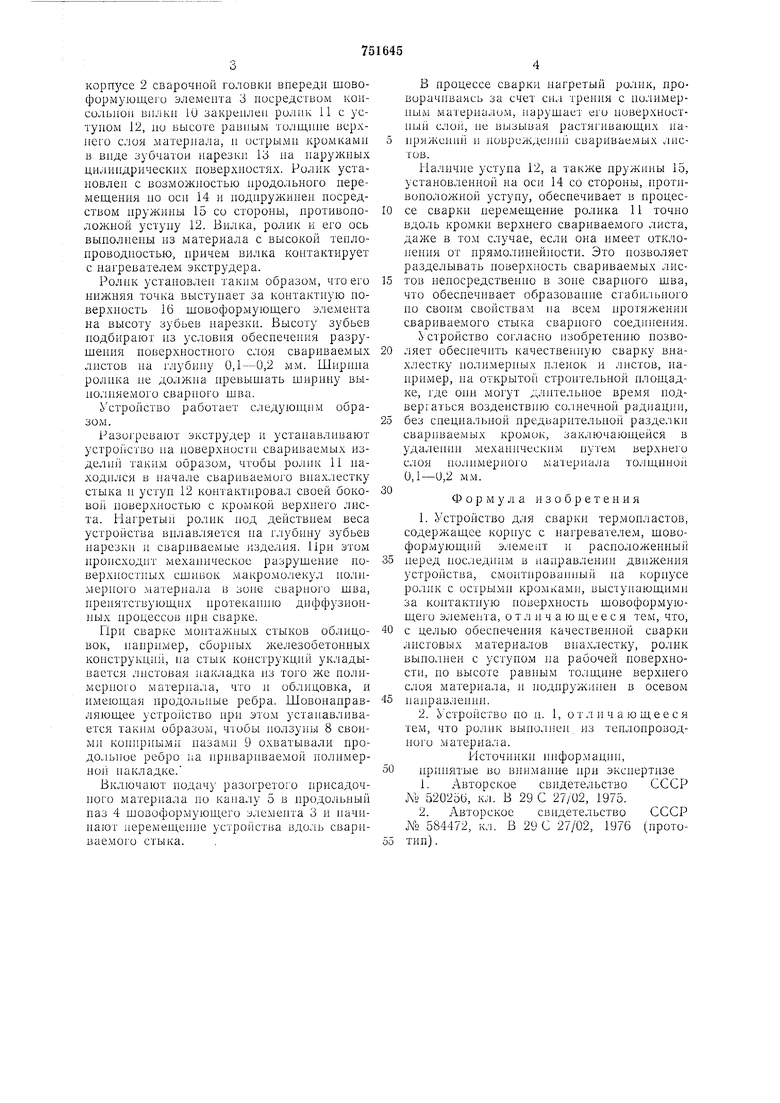
Kopnjfce 2 сварочной головки впереди шовоформушще -о элемента 3 посредетвом коисолыюи инлкн 10 закреплен ролик 11 с уступом 12, до высоте равным толнднне верхнего слоя материала, н острыми кромками в виде зубчатой иарезки 13 на наружных ци 1индрическнх поверхностях. Ролик установлен с возможностью продольного перемещения по оси 14 н подпружинен: посредством пружины 15 со стороны, нротивоположной уступу 12. Вилка, ролик и его ось вынолнены из материала с высокой тенлонроводностью, нричем вилка контактирует с нагревателем экструдера.
Ролнк установлен таким образом, что его нижняя точка выступает за контактную поверхность 16 шовоформуюндего элемента на высоту зубьев парезкн. Высоту зубьев подбирают нз условия обесиечеиия разрушения поверхностного слоя свариваемых листов на глубину 0,1-0,2 мм. Шнрппа ролпка не должпа превышать ширину выполняемого сварного шва.
Устройство работает следующим образом.
Разогревают экструдер и устанавливают ycTpoiicTBo на новерхностн свариваемых издел1П1 таким образом, чтобы ролик 11 находился в начале свариваемого внахлестку стыка н устун 12 контактировал своей боковой новерхностью с кромкой верхнего листа. Нагретын ролнк иод действием веса устройства внлавляется на глубину зубьев нарезки и свариваемые изделия. При этом происходит механнческое разрушение поверхностных СШИБОК макромолекул иолнмериого .материала в зоне сварного шва, нреиятствующнх нротекашио диффузионных ироцессов нрн сварке.
При сварке монтажных стыков облицовок, нанрнмер, сборных железобетонных конструкций, на стык копструкцнй укладывается листовая накладка нз того же нолимсрного материала, что и облицовка, и имеющая продольные ребра. Шовопаправляющее ycTpoiicTBo при этом устанавливается такнл образом, чтобы нолзупы 8 свонмн конирны.ми пазамн 9 охватывали продольное ребро на нрнварпваемой полимериои накладке.
Включают подачу разогретого присадочиого материала но каналу 5 в нродольный наз 4 шовоформующего эле.мента 3 и начинают перемещение устроГ1Ства вдоль сварнвае.мого стыка.
В процессе сварки иагретый ролик, проворачиваясь за счет сил трения с полимерным материали.м, нарушает его новерхностпый , не вызывая растягнвающнх нанряжсний и новрежде Н1Й сваривае.1ых листов.
Иаличие устуна 12, а также пружины 15, установленной на осн 14 со стороны, нротивоположной уступу, обеспечивает в ороцессе сваркп перемещение ролика И точно вдоль кромки верхнего свариваемого листа, даже в том случае, если она имеет отклоиеиия от нрямолипейпости. Это позволяет разделывать поверхность свариваемых листов неносредствеппо в зоне сварного шва,
что обеспечнвает образоваппе стабильного
но своим свойствам на всем иротяжении
свариваемого стыка сварного соединения.
Устройство согласно изобретению нозволяет обеспечить качественную сварку внахлестку нолимерпых пленок и листов, наиример, иа открытой строительпой площадке, где оин .могут длительиое время иодвер аться воздействию солнечной радиации,
без специальиой предварительной разделки свариваемых кромок, заключающейся в удалеп1П1 мехаиическим путем верхнего с.юя полимерного материала толщиной 0,1-0,2 мм.
Формула изобретения
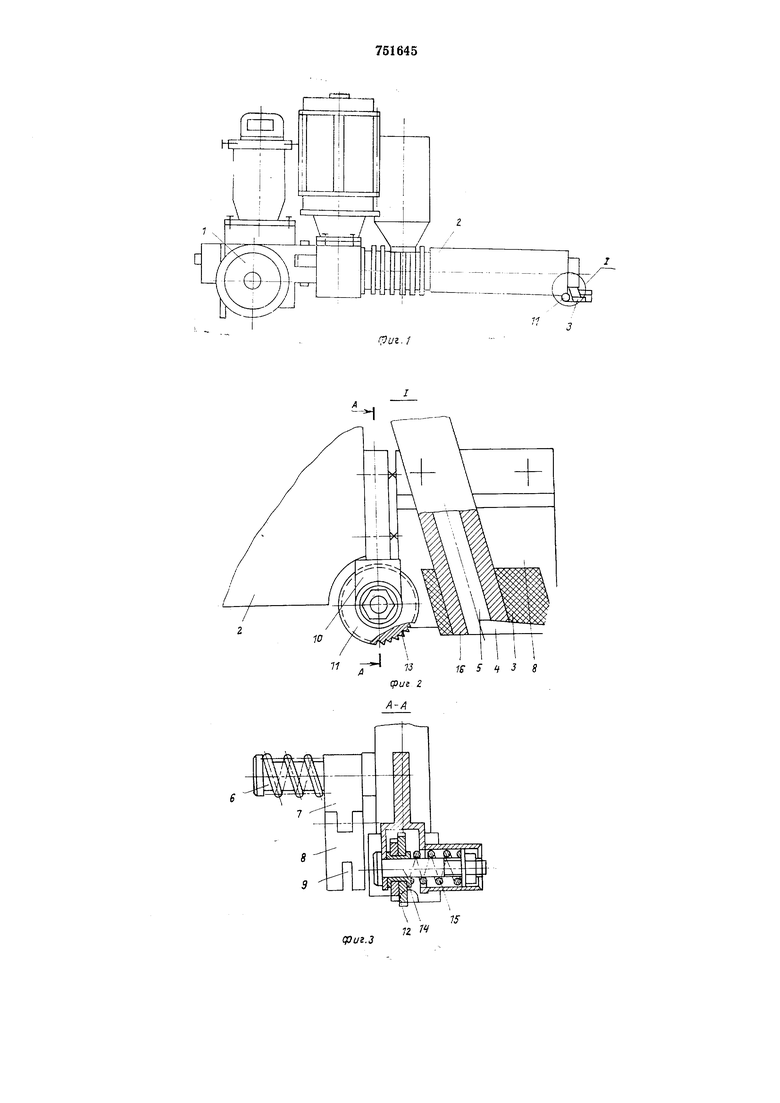
1.Устройство для сварки тep.vloплacтoв, содержащее корпус с нагревателе.м, шовоформующий элемент п расположенный
неред носледннм в нанравленни движення устройства, смонтированный на кориусе ролик с острыми кро.мками, выступающими за коитактиую иоверхиость шовоформующего элемента, отличающееся тем, что,
с целью обеспечепия качествеиной сварки листовых материалов внахлестку, ролик выполнен с уступом иа рабочей поверхности, по высоте равным толщине верхнего слоя материала, и иодиружинеи в осевом
наиравлеиии.
2.Устройство по п. 1, отличающееся тем, что ролик выиолнен из теилонроводного материала.
Источники ниформации, ирннятые во вннмаиие ири эксиертизе
1.Авторское свидетельство СССР Л 520255, кл. В 29 С 27/02, 1975.
2.Авторское свидетельство СССР 584472, кл. В 29 С 27/02, 1976 (ирототип).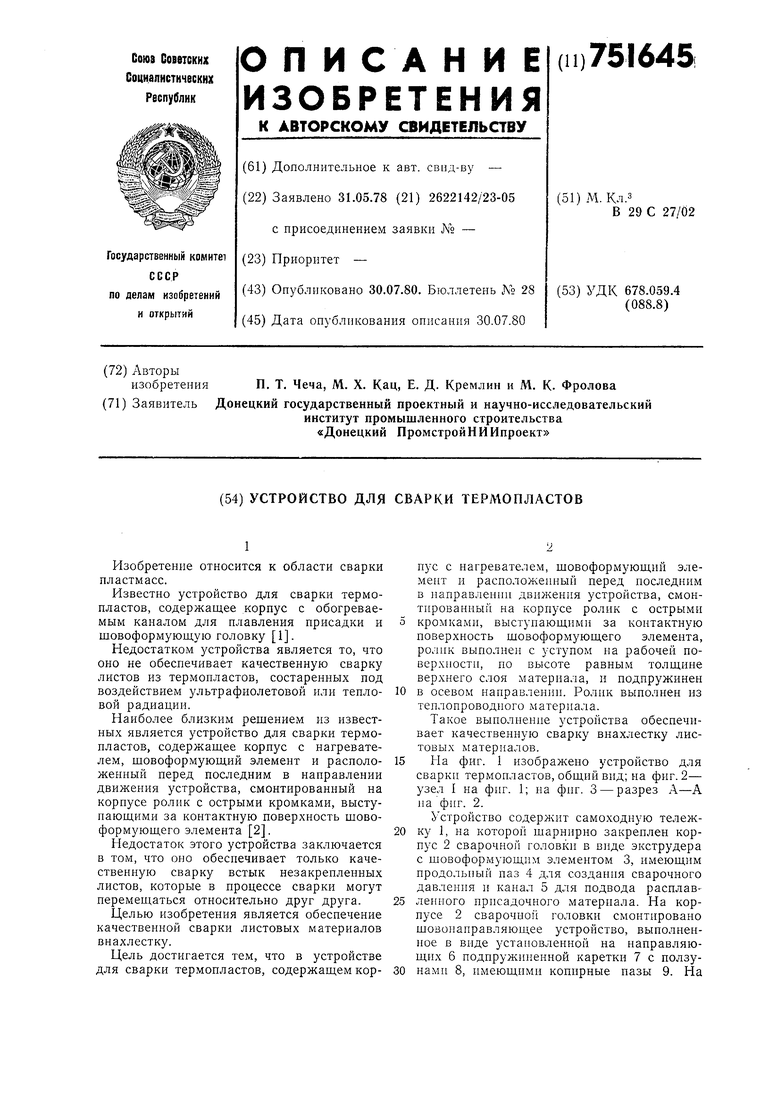
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки деталей с продольными ребрами | 1982 |
|
SU1049260A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2181648C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ | 2011 |
|
RU2460617C1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ В МАШИНЕ ДЛЯ РОЛИКОВОЙ СВАРКИ | 1997 |
|
RU2183538C2 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |