средством силового цилиндра кронштейн с роликоМ -на конце.
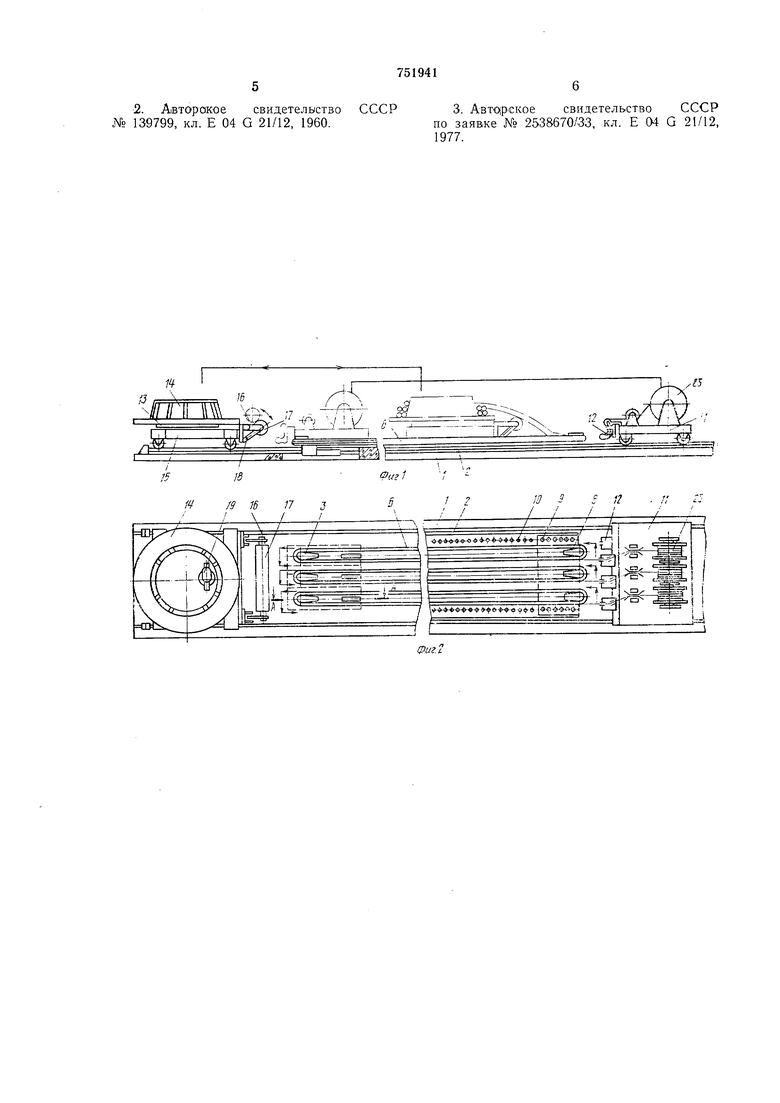
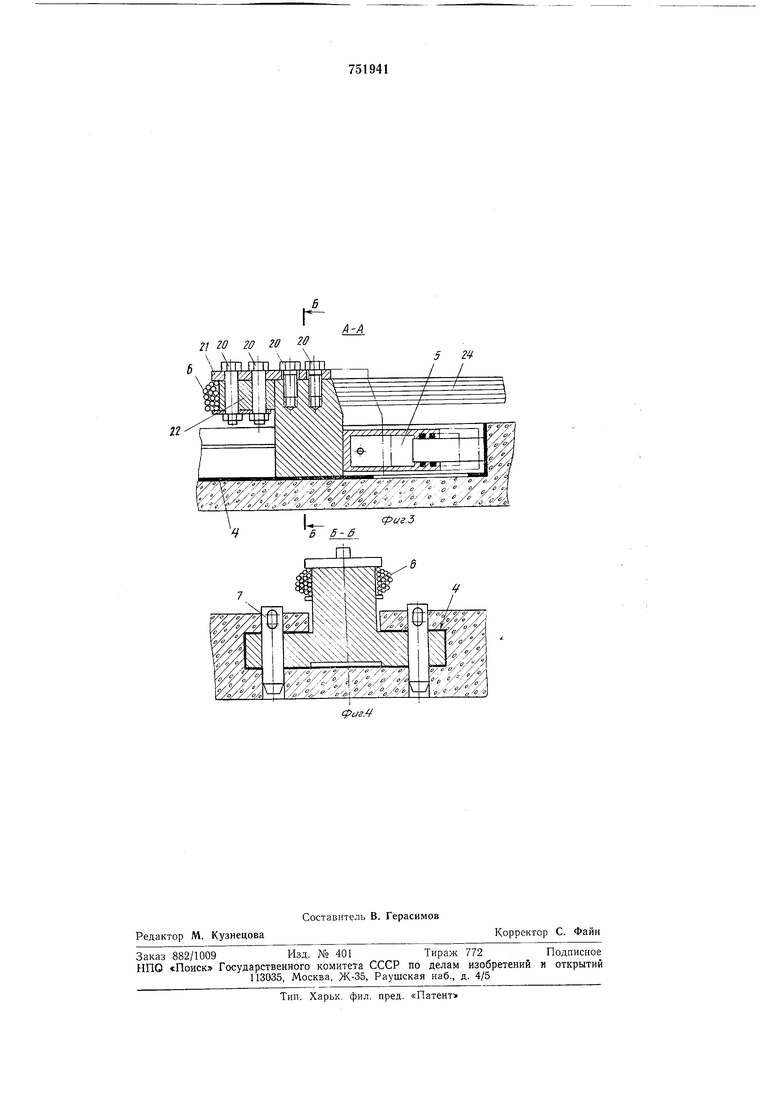
На фи1Г. 1 показано устройСТ(во, общий вид; .на фиг. 2 - устройство -в плане; на фи1Г. 3 - разрез Л-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство состоит из оан-0Ба;ния /, на котором жестко зажреплены .направляющие 2. Один ряд упоров 3 установлен на осно-зании / с ВОЗМОЖНОСТЬЮ продолыного леремещения каждого упора по натравляющвм 4 посредством силовых дилиадров 5. Перед навивкой арм1атуры 6 на упоры 3 последние устанавливают на фиксаторах 7. Второй ряд упоров 8 жестко прикреплен к основаНию 1, .ер, болта ми 9, прн этом основание / .имеет отверстия 10 дл.я установки болтов 9. На наиравляющие 2 подвижно установлены механизм 1 для навивки aipматуры с несколькими .ра апрвделительными Механизмами, выполнениьими в виде пинолей .12, количество которых соответствует количеству yinopoB 3 или 8 распол оженных в одном или другом ряду, и механизм 13 снятия арматурных пакетов, выполненный IB виде жонического барабана 14, установленного на платформе 16, с кронштейном 16, на конце .которого закреплен . 17. Кронщтейк 16 Задаренлен на п-латформе 15 :шарни.рно л соединен с силовьгм цилиндром IS, служащим для его .поворота в вертикальной нлоскости. Конический бараба.н 14 снабжен дри.водо.м вращения 19.
На каждом из упоров 3 и 8 посредством быстросъемных .деталей 20 и планки 21 закреплены съемная ко.нсоль 22, .на которую навивают арматуру 6, оматьива емую с барабанов 23, с образованием армату,р.ных пакетов 24.
Работает устройств о следующим образом.
Упоры 3 устанавливают на ф-ижсаторах 7 в рабочем положении на заданную длину пакета 24. Упоры 8 прикрепляют к основанию / болтами 9. Эти упоры можно переставлять вдоль основания 1 и закреплять жестко болтами 9 на различном расстоянии от упоров 3, чем достигается возможность изготовления пакетов Ш различной длины.
Арматурные пажеты 24 .образуют одновременной навивкой арматуры 6 на упоры 3 и 8 механизмом 11, который перемещают по направляющим .2 и в крайнем левом положении ПИНО.ЛИ ,12 перемещают поперек направляющих 2 тажим образом, каждая пиноль 12 обощла один упор 3. Затем механизм 11 передв игают назад в исходное положение, где . 12 передвигают в об: а™01М налравлении для обхода упоров 8. Перемещение линолей 12 показано стрелка.-..ти .на фиг. 2. Намотку ар матуры 6 осуществляют .под некоторым натяжени ем, необ.х одимым для ее вып.рямлення, поэтому для снятия пакета 24 с упоров З и 8 натяжение
ослабляют. Для этого упоры 3 слимают с фи.К|Саторов 7 и перемещают силовыми цилиндрами 5 по направляющим 4 вдоль пакета 24 в.право. Затем снимают быстросъе.мные детали 20 и шланжи , после чего .пакет 24 вместе со съемной консолью f2 снимают С упора 3 и закрепляют иа жоническом барабане 14, который в это время нахо.дится в крайнем левом положении. Включают
п.рцвод вращения 1& барабана 14 и роликом 17 при п.овор.оте жронштейна 16 от сил.ового цилиндра 18 осуществляют упорядочную ужладку арматуры 6 в па.кет 24 и наматываиие этого пажета на конический барабая 14.
|Пр:и н аматывании пажета 24 на барабан 14 платформа .15 подтягивается по направляшим 2 к упору S вправо, после чего второй пажета 24 снимают с унора 8.
Весь смотанный пажет обвязывают стялжами (те показаны) и снима.ют с кон ичеожого барабана 14, а платформу 16 перемещают в исходное положение.
(После сматывания всех готовых армагурных 1паж.етов 24 упоры 3 силовыми цилиндрами 5 в.озвращают по направляющим 4 Б рабочее цоложание и закрепляют фиксаторами 7.
На всех упорах 5 и S с помощью планок
21 и быстросъемных деталей 20 закрепляют съемные жонсоли 22, после чего цикл изготовления ар.матурных пакетов 24 по вторяют.
Формула изобретения
il. Устройство для изготовления замкнутых арматурных пажетов, содержащее каретку, подвижную вдоль направляющих основания, барабаны с арматурой, распреде тительные механизмы и для навивки ар;матуры, отличающееся тем, что, с целью повышения степени механизации процесса из.готовления ар.матурных пакетов,
оно. сна бжено подвижным в.доль направляющих, основания механизм ом .снятия арматурных пакетов, а упоры снабжены съемными консолями, при этом на одном конце ар.матурных .п.а.кетов выполнены с
возм.ожностью продольного перемещения посредством приводов и снабжены фиксатор а)ми.
2. Устройство по п. 1, отличающеес.я тем, что, механизм снятия арматурных
паркетов выполнен в виде установленной на направляющих основания платформы, .на жото.рой смо.нтиро.ваны коничеокий барабан с приводом и поворотный посредством сиЛОВ.ОГ.О цилиндра кронштейн с ролико.м на
конце.
Источники .информации, принятые г.внимание при знспертизе:
1. Авторское свидетельство СССР 11:1281, кл. Е 04 G 21/12, 1957. 5 2. Авторокое свидетельство № 139799, кл. Е 04 G 21/12, 1960. 751941 6 СССР3. Авщр-ское свидетельство СССР по заявке № 2538670/33 кл Е 04 G 21/12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замкнутых арматурных пакетов | 1982 |
|
SU1067181A2 |
| Устройство для изготовления арматурных каркасов | 1977 |
|
SU750019A1 |
| Устройство для навивки арматурной проволоки на упоры | 1983 |
|
SU1137169A1 |
| Устройство для навивки арматурного каната | 1981 |
|
SU994659A1 |
| Устройство для навивки и натяжения спиральной арматуры на сердечники железобетонных труб | 1976 |
|
SU555215A1 |
| Устройство для изготовления замкнутых арматурных пакетов | 1980 |
|
SU894140A2 |
| Машина для навивки арматурной проволоки на упоры форм | 1991 |
|
SU1795047A1 |
| Устройство для навивки арматуры | 1977 |
|
SU737602A1 |
| Устройство для навивки арматуры на упоры форм | 1987 |
|
SU1414948A2 |
| Ротор станка для изготовления арматурных каркасов железобетонных труб | 1989 |
|
SU1706767A1 |
r
21 20 20 20 0
ff-f
m
фиг.З
I /6
