со
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки арматурной проволоки на упоры | 1983 |
|
SU1137169A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| МЕХАНИЗМ ПОШТУЧНОЙ ВЫДАЧИ ПОДДОНОВ | 1972 |
|
SU337323A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для навивки и натяжения спиральной арматуры на сердечники железобетонных труб | 1976 |
|
SU555215A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| Устройство для изготовления колец из проволоки | 1982 |
|
SU1125085A1 |
| Бетоноукладчик | 1978 |
|
SU863374A1 |
| Установка для набора игл в кассету | 1982 |
|
SU1086036A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |




Использование: в промышленности стройматериалов, в частности на заводах сборного железобетона. Сущность изобретения: машина содержит самоходную платформу, на направляющих которой смонтирована каретка, несущая корпус с распределительной пинолью. Машина отличается тем, что на платформе размещены копиры, снабженные подпружиненными качающимися рычагами-отсекателями, а на каретке закреплены вод ил ы, взаимодействующие с копирами и корпусом. Корпус снабжен следящим механизмом в виде шар- нирно-рычажной системы с контактным роликом, взаимодействующим с дополнительными копирами, размещенными на платформе. 2 з.п.ф-лы, 9 ил.
Изобретение относится к промышленности сборного железобетона, в частности к устройствам для навивки арматурной проволоки на упоры форм.
Известно устройство для навивки арматурной проволоки на упоры форм, содержащее платформу, установленную на направляющих каретку, связанную с приводом движения гибкими тягами, механизм подачи проволоки с катушек и распределительную пиноль с механизмом ее перемещения, .
Недостатком этого устройства является сложность ее конструкции.
Известно также устройство для навивки арматурной проволоки на упоры форм, содержащее платформу, установленную на ее направляющих каретку, связанную с приводом движения гибким тяговым органом, механизм подачи проволоки с катушек, распределительную пиноль, размещенную посредством направляющих на каретке.
Недостатком этого устройства является сложность его конструкции и обусловленная этим сложность работы и низкая производительность из-за прерывистости процесса намотки проволоки в пределах одного цикла из-за необходимости обходов пинолью упоров формы и в этом случае имеют место остановы устройства во время огибания упоров. Кроме того, использование этого устройства ведет к увеличению расхода проволоки, поскольку переход к новому витку проволоки осуществляется только в зоне расположения упоров на одной стороне формы и в результате, кроме нитей витVI
ю
ел
2
XI
ков, связывающих противоположные упоры формы, имеют место короткие нити между упорами, расположенным в одном ряду на одной стороне формы, по которым происходит переход от витка к витку.
Целью изобретения является упрощение конструкции при одновременном повышении производительности.
Цель достигается тем, что в машине для намотки арматурной проволоки на упоры форм, содержащем самоходную платформу, установленную на направляющих каретку с приводом ее перемещения, механизм подачи проволоки с катушек, корпус с распределительной пинолью, размещенный посредством направляющих на каретке, платформа выполнена с копирами, каждый из которых снабжен подпружиненными ка чающимися рычагами - отсекателями, а каретка - с водилами, взаимодействующими с упомянутыми копирами и корпусом пиноли, причем корпус пиноли снабжен следящим механизмом в виде шарнирно-рычажной системы с роликом и взаимодействующих с ним дополнительных копиров, размещенных на платформе, а также тем, что каждое из водил выполнено в виде качающегося рычага, один конец которого соединен с корпусом пиноли, а другой снабжен роликом, взаимодействующим с копиром, а сам рычаг выполнен с рядом отверстий под ось качания, соответствующих различным типоразмерам шагов нитей наматываемой проволоки.
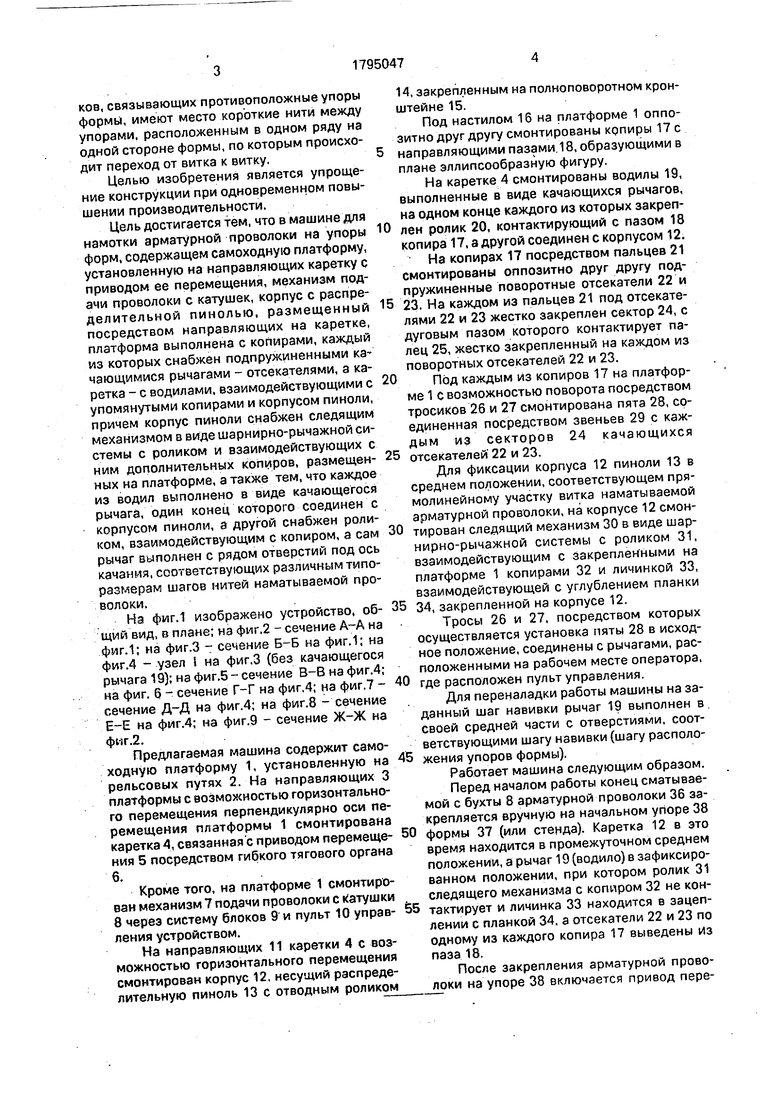
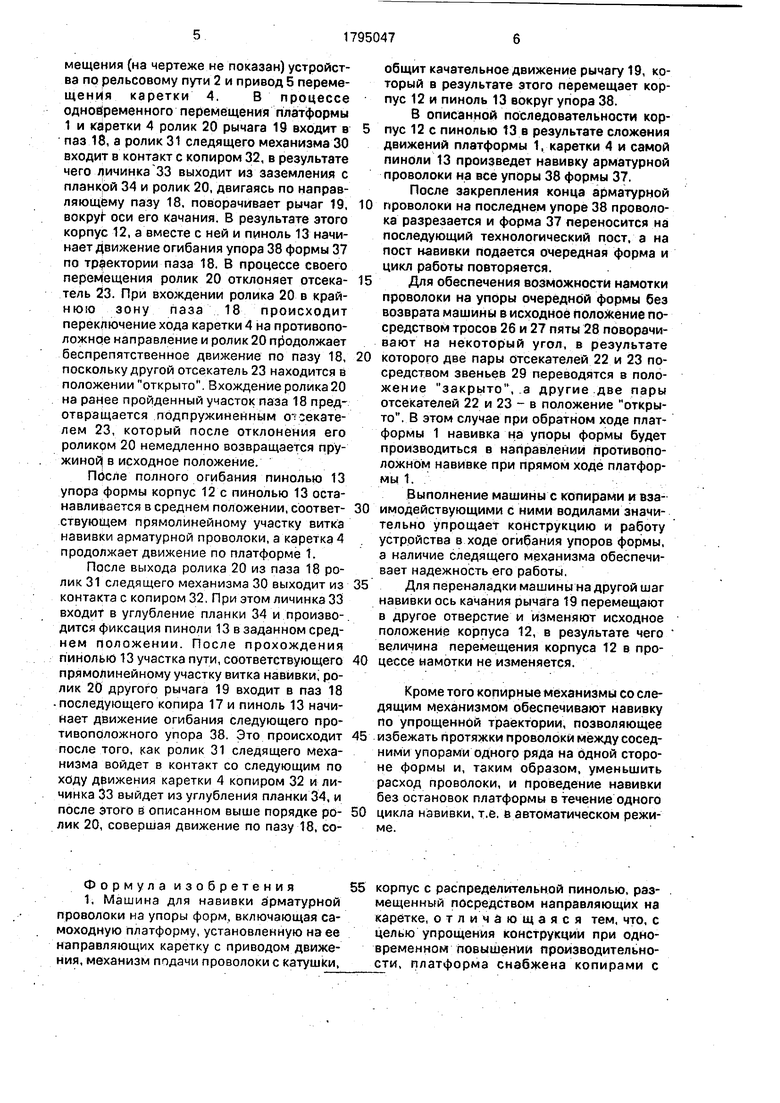
На фиг.1 изображено устройство, общий вид, в плане; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - узел I на фиг.З (без качающегося рычага 19); на фиг.5 - сечение В-В на фиг.4; на фиг. § - сечение Г-Г на фиг,4; на фиг.7 - сечение Д-Д на фиг.4; на фиг,8 - сечение Е-Е на фиг.4; на фиг.9 - сечение Ж-Ж на фиг.2.
Предлагаемая машина содержит самоходную платформу 1, установленную на рельсовых путях 2. На направляющих 3 платформы с возможностью горизонтального перемещения перпендикулярно оси перемещения платформы 1 смонтирована каретка 4, связанная с приводом перемещения 5 посредством гибкого тягового органа 6..
Кроме того, на платформе 1 смонтирован механизм 7 подачи проволоки с Катушки 8 через систему блоков 9 и пульт 10 управления устройством.
На направляющих 11 каретки 4 с возможностью горизонтального перемещения смонтирован корпус 12, несущий распределительную пиноль 13 с отводным роликом
14, закрепленным на полноповоротном кронштейне 15.
Под настилом 16 на платформе 1 оппо- зитно друг другу смонтированы копиры 17 с
направляющими пазами 18, образующими в плане эллипсообразную фигуру.
На каретке 4 смонтированы водилы 19, выполненные в виде качающихся рычагов, на одном конце каждого из которых закреп0 лен ролик 20, контактирующий с пазом 18 копира 17, а другой соединен с корпусом 12. На копирах 17 посредством пальцев 21 смонтированы оппозитно друг другу подпружиненные поворотные отсекатели 22 и
0 Под каждым Из копиров 17 на платформе 1 с возможностью поворота посредством тросиков 26 и 27 смонтирована пята 28, соединенная посредством звеньев 29 с каждым из секторов 24 качающихся
5 отсекателей 22 и 23.
Для фиксации корпуса 12 пиноли 13 в среднем положении, соответствующем прямолинейному участку витка наматываемой арматурной проволоки, на корпусе 12 смон0 тирован следящий механизм 30 в виде шарнирно-рычажной системы с роликом 31, взаимодействующим с закрепленными на платформе 1 копирами 32 и личинкой 33, взаимодействующей с углублением планки
5 34, закрепленной на корпусе 12.
Тросы 26 и 27, посредством которых осуществляется установка пяты 28 в исходное положение, соединены с рычагами, расположенными на рабочем месте оператора,
0 где расположен пульт управления.
Для переналадки работы машины на заданный шаг навивки рычаг 19 выполнен в. своей средней части с отверстиями, соответствующими шагу навивки (шагу располо5 жения упоров формы).
Работает машина следующим образом. Перед началом работы конец сматываемой с бухты 8 арматурной проволоки 36 закрепляется вручную на начальном упоре 38
0 формы 37 (или стенда). Каретка 12 в это время находится в промежуточном среднем положении, а рычаг 19 (водило) в зафиксированном положении, при котором ролик 31 следящего механизма с копиром 32 не кон5 тактирует и личинка 33 находится в зацеплении с планкой 34, а отсекатели 22 и 23 по одному из каждого копира 17 выведены из паза 18.
После закрепления арматурной проволоки на упоре 38 включается привод перемещения (на чертеже не показан) устройства по рельсовому пути 2 и привод 5 переме- щенйя каретки 4. В процессе одновременного перемещения платформы 1 и каретки 4 ролик 20 рычага 19 входит в паз 18, а ролик 31 следящего механизма 30 входит в контакт с копиром 32, в результате чего дичинка 33 выходит из заземления с планкрй 34 и ролик 20, двигаясь по направляющему пазу 18, поворачивает рычаг 19, вокруг оси его качания. В результате этого корпус 12, а вместе с ней и пиноль 13 начинает Движение огибания упора 38 формы 37 по траектории паза 18. В процессе своего перемещения ролик 20 отклоняет отсека- тель 23. При вхождении ролика 20 в крайнюю зону паза 18 происходит переключение хода каретки 4 на противоположное направление и ролик 20 продолжает беспрепятственное движение по пазу 18, поскольку другой отсекатель 23 находится в положении открыто. Вхождение ролика 20 на ранее пройденный участок паза 18 предотвращается подпружиненным отсекате- лем 23, который после отклонения его роликрм 20 немедленно возвращается пружиной в исходное положение.
После полного огибания пинолью 13 упора формы корпус 12 с пинолью 13 останавливается в среднем положении, соответ- ствующем прямолинейному участку витка навивки арматурной проволоки, а каретка 4 продолжает движение по платформе 1.
После выхода ролика 20 из паза 18 ролик 31 следящего механизма 30 выходит из контакта с копиром 32, При этом личинка 33 входит в углубление планки 34 и производится фиксация пиноли 13 в заданном среднем положении. После прохождения пинолью 13 участка пути, соответствующего прямолинейному участку витка навивки, ролик 20 другого рычага 19 входит в паз 18 - последующего копира 17 и пиноль 13 начинает движение огибания следующего противоположного упора 38, Это происходит после того, как ролик 31 следящего механизма войдет в контакт со следующим по ходу движения каретки 4 копиром 32 и личинка 33 выйдет из углубления планки 34, и после этого в описанном выше порядке ро- лик 20, совершая движение по пазу 18, соФормула изобретения 1, Машина для навивки арматурной проволоки на упоры форм, включающая самоходную платформу, установленную на ее направляющих каретку с приводом движения, механизм подачи проволоки с катушки,
общит качательное движение рычагу 19, который в результате этого перемещает корпус 12 и пиноль 13 вокруг упора 38.
В описанной последовательности корпус 12с пинолью 13 в результате сложения движений платформы 1, каретки 4 и самой пиноли 13 произведет навивку арматурной проволоки на все упоры 38 формы 37.
После закрепления конца арматурной проволоки на последнем упоре 38 проволока разрезается и форма 37 переносится на последующий технологический пост, а на пост навивки подается очередная форма и цикл работы повторяется.
Для обеспечения возможности намотки проволоки на упоры очередной формы без возврата машины в исходное положение посредством тросов 26 и 27 пяты 28 поворачивают на некоторый угол, в результате которого две пары отсекателей 22 и 23 посредством звеньев 29 переводятся в положение закрыто, .а другие две пары отсекателей 22 и 23 - в положение открыто. В этом случае при обратном ходе платформы 1 навивка на упоры формы будет производиться в направлений противоположном навивке при прямом ходе платформы 1.
Выполнение машины с копирами и взаимодействующими с ними водилами значительно упрощает конструкцию и работу устройства в ходе огибания упоров формы, а наличие следящего механизма обеспечивает надежность его работы.
Для переналадки машины на другой шаг навивки ось качания рычага 19 перемещают в другое отверстие и изменяют исходное положение корпуса 12, в результате чего величина перемещения корпуса 12 в процессе намотки не изменяется.
Кроме того копирные механизмы со следящим механизмом обеспечивают навивку по упрощенной траектории, позволяющее избежать протяжки проволоки между соседними упорами одного ряда на Одной стороне формы и, таким образом, уменьшить расход проволоки, и проведение навивки без остановок платформы в течение одного цикла навивки, т.е. в автоматическом режиме.
корпус с распределительной пинолью, размещенный посредством направляющих на каретке, отличающаяся тем, что, с целью упрощения конструкции при одновременном повышении производительности, платформа снабжена копирами с
подпружиненными качающимися рычага- ми-.отсекателями, а каретка - водилами, взаимодействующими с копирами и корпусом пиноли, причем последний снабжен следящим механизмом в виде шарнирно-рычаж- ной системы с роликом, а платформа - взаимодействующими с роликом следящего механизма дополнительными копирами.
0
качающегося рычага, один конец которого соединен с корпусом пиноли, а другой снабжен взаимодействующим с копиром роликом.
3, Машина по п.2, отличающаяся тем, что качающийся рычаг выполнен с рядом отверстий под ось качания, соответствующих различным типоразмерам шагов нитей наматываемой проволоки.
LWSQLl
фие.8
| Устройство для изготовления замкнутых арматурных пакетов | 1977 |
|
SU732475A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для навивки арматурной проволоки на упоры | 1983 |
|
SU1137169A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
